
Recommended
More Related Content
Similar to Tieng anh dung trong master cam x
Similar to Tieng anh dung trong master cam x (20)
More from jb00007
More from jb00007 (9)
Tieng anh dung trong master cam x
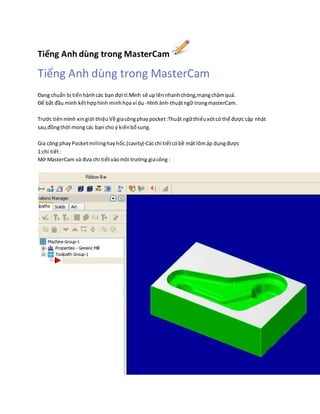
- 1. Tiếng Anh dùng trong MasterCam Tiếng Anh dùng trong MasterCam Đang chuẩn bị tiếnhànhcác bạn đợi tí.Mình sẽ up lênnhanhchóng,mạngchậmquá. Để bắt đầu mình kếthợphình minhhọa ví dụ -Hìnhảnh-thuậtngữ trongmasterCam. Trước tiênmình xingiới thiệuVề giacôngphaypocket:Thuật ngữthiếuxótcó thể được cập nhật sau,đồngthời mongcác bạn cho ý kiếnbổsung. Gia công phayPocketmillinghayhốc.(cavity)-Cácchi tiếtcóbề mặt lõmáp dụngđược 1:chi tiết: Mở MasterCam và đưa chi tiếtvàomôi trường giacông :
- 2. 2:Chọn máygia công :Trong Machine type (Loại máy giacông)-ChọnGeneric(máygiacôngthông thường-Hệ métsẽ làFANUC) Địnhnghĩa phôi : Mở PropertiestrongOperationManagerchọnStock:Hiệnra hộpthoại : Trên hộpthoại này sẽ có những thôngsố và ý nghĩa nhưsau : Machine group Properties:Cácthôngsốcủa (nhóm) máy.
- 3. Stock setup:thiếtlậpphôi. Tool setting:Thiếtlậpdụngcụ cắt. SafetyZone :Vùngantoàn. Ở đây chúngta chỉ quan tâm đếnthẻ Stock setup: Stock view:Khungnhìnquansát phôi. Trong phầnshape (hìnhdạng phôi) Sẽ có nhữngtùy chọn sau: Rectangular:dạngchữ nhật Cylindrical :Dạngkhối trụ. Solidhôi có dạngkhối (khôngcó dạng đặc biệt). File :Lấyphôi từ một file sẵncó. 3 giátrị X,Y,Ztrong mô hình :nhậpkích thước phôi bằngtay. Tùy chọnBoundingbox hôi sẽ tự động nhận bằnggiới hạnbiêncủa chi tiết. Selectcorners:Tạo phôi bằngcách chọncác góc của chi tiết. Stock origin:Gốc của phôi inviewcoordinates:Trongcác hệ tọa độ trong khungnhìn. (các bạn nhìn thấymũi tênchỉ tâm khối hộp trong hộpthoại đấy). Ok kếtthúc quá trình tạo phôi. +3 EXP Để tiếptục chúngta vào toolpathchọnsurface rough (giacông thôbề mặt cong) chọn Pocketđể tiến hànhbước gia công thô.
- 4. Xuất hiệndòngnhắc:Selectdrive surfaces(chọncácbề mặt cần gia công).Trênchi tiếtgiacông của chúng ta có nhữngbề mặt khôngcần gia côngnênta khôngcần phải chọn.Nhớ làchọn đầy đủ các bề mặt của hốc chi tiết,nếuthiếuMXsẽ loại trừ bề mặtđó và khôngtính toángia công cho bề mặt đó.
- 5. Trên hìnhtrên có chỗ bị nhầm đó là vùngchữ nhật khoanhvùng,bướcnàykhôngđúng,nhưngkhôngthể chờ tiếpnênphải upđại thôi.Nênnhớ làchỉ chọncác bề mặt cần giacông thôi (hốc-Cavity). Enter tiếptục.Sẽ hiệnrahộpthoại
- 6. Surface selection:Cáclựachọnbề mặt giacông Drive :Bề mặt cần giacông.Trỏ chuộtở nút chọnlà chỉ vàochọn bề mặt cần giacông,Nútcó dấu chéođỏ là hủybỏ lựachọn và chọn lại. Nútshow:Cho xemcác mặt vừa chọn,khi chọnnút nàycác bề mặt khôngđược chọn sẽ ẩn đi các bạn sẽ thấy các thiếuxótnếucó,hoặc các bề mặt chọnthừa,chỉ cần pick chuộtchỉ vào bề mặt cần loại bỏ thôi. Check:Các bề mặt khônggiacông,trườnghợpcác bạn đã thực hiệnchọncác mặt drive làtoàn bộcác bề mặt của chi tiếtthì ở phầncheck nàycác bạn có thể chọn nút con trỏ chuộtđể chọn các bề mặt không cần gia công,tấtnhiêncác bề mặt cần giacông-drive sẽ giảmđi. Các nút chọn trongphần checktươngtự nhưphần drive. containment:Giới hạnvùngbiêngiới giacông.Ởđây bạn chọnphay hốc nênbướcnày bỏ,khôngcầnđưa vào,trườnghợphốc hở thì hãy chọn phầnnày.Ở bướcnày nếubạn chọn vùngbiênlàcác cạnh ngoài cùng của mặt bênchi tiết(nhìntừ mặt top) thì MX sẽ gia công luônphầnngoài của chi tiết.Chỗnàycó
- 7. thể giải thích sau nha. Entry point:Chọnđiểmvàodao.Bạn nênchọnđiểmnày nằm ngoài biêncủachi tiết(trêncôngcụ view chọn topđể thấy) Các lựachọn khác của phầnnày tươngtự như drive,check. ChọnOk.Tiếptụchiệnhộpthoại sau : Mình nghỉ chút đã bổ sungsau. ChọnOk.Tiếptụchiệnhộpthoại sau :
- 8. Trên hộpthoại sẽ có nhữngthôngsố sau : Toolpathparameters:Cácthông sốđường chạy dao. Trang bêntrái xingiải thích như sau: Cái biểutượng# chính làtool number:Sốthứ tự dao Tool name:têndụngcụ cắt. Dia.:Đường kính dao.(viếttắtcủa diameter) Cor.rad :-Cornerradius:Bánkính góc cắt fao.Cái này muốnhiểuquaphầntạo dụng cụ mới sẽ thấy. Lenght:Chiềudài dụngcụ cắt. Phía bênphải sẽ có nhữngthôngsố sau :
- 9. Tool name :tên dụngcụ cắt. Tool # :Số thứtự dao. Len.Offset:Chiềudài offsetdao(thôngsốnàychưa hiểulắm). Head# :Số thứ tự đầu dao. Dia.Offset:giátrị đườngkính offsetdao. Tool dia.:đường kínhdao. Cornerradius:bán kính góc đáy dao. Coolant:Mở nguội. Spindle direction:hướngquaycủatrục chính hay dụngcụ cắt. CW -Clockwise :Cùngchiềukimđồnghồ. CCW-Counterclockwise :Ngượcchiềukimđồnghồ. Feedrate:Bướctiếndaongang Flunge rate :Bướctiếnxuốngdao. retract rate :Bướctiếnlùi dao. Force tool change :Thay dao bắt buộc (khôngchắt lắmcó thể làép thaydao) rapidretract :Lùi daonhanh. Comment:tạochú thích Selectlibrarytool :Chọndụngcụ cắt trong thư việndao. Các thông sốkhác mình ít dùng,nênchịu,bạnnàobổsungđược thì post thêmvậy. Bước tiếptheotạodụng cụ cắt mới: Rightclickvào phần bêntrái chọn create new tool Các lựa chọn khác khi rightclick: Edittool :Chỉnhsửa lại dụngcụ cắt đã có. ....... Xuất hiệnhộpthoại sau:
- 10. Hộp thoai define tool /type cónhữngthôngsốdao sau : End mill :daophayngón. sphermill aophay cầu Bull mill aophaycó boR ở đáy dao. Face mill aophaykhỏa mặt Rad Mill ao phayR :loại daophay địnhhình bánkính bề mặt saugia công. Slotmill aophay rãnh địnhhình. Bore bar ao doa. Taper mill :daophayrãnh côn. Drill :Mũi khoan ..........Cácloại khácít dùngnêncũng khôngrõ lắm. Calc.Speed/Feed:Tínhtoánchế độ cắt bao gồmtốc độ và bướctiến,nhưngthựcsựchưa cần thiết lắm,đợi chọndao xong,thiếtlậpchiềusâucắt mới tính đến. Save to librarytool :Lưu vàothư việndao.Cácdao do các bạn địnhnghĩa có thể lưulại để dùngriêng.
- 11. Chọnsphermill :daophaycầu và OK. Xuất hiệnhộpthoại sau: Trên đây sẽ hiệnra hộpthoại hình học của dụng cụ cắt :Cócác thôngsố cần quan tâm sau : Flute :Chiềudài phầncắt Shoulder:chiềudài đếnvai dao. Overall :Chiềudài củadao. Cornerradius:bán kính của đáy cầu-bằngnửa đườngkính dao. Diameter:ĐƯờngkínhdao. Arbordiameter:Đườngkínhphần kẹpdao. capable of :Có khả năngdùng cho
- 12. Rough:Chỉ gia công thô Finish:Chỉgiacôngtinh. Both ùngcho cả 2 trườnghợp.Phaythôvàtinh. Qua trang Parameter Trang Parameter RoughXY Step:Bề rộng của phầndụng cụ cắt ăn phôi trongmặt phẳngXY,tính theo% của đườngkính dụngcụ cắt.Vídụ dao đườngkính 20mm với giátrị trong ô nàylà 60 thì bề rộng cắt sẽ là 12mm. FinishXYstep:Tươngtự như trên.Độrộng của phầndụng cụ cắt ăn vàophôi khi gia công tính theo% của dụng cụ cắt.
- 13. RoughZ step:Độ sâucắt mỗi pass tính theo% của đườngkính dụngcụ cắt. FinishZstep:Độ sâu lát cắt tinhtính theo% dụngcụ cắt. Requiredpilotdia:Đườngkínhlỗdẫn hướngdùngkhi khoan,tarô ren,khoétlỗ... Material :Vật liệucủadụngcụ cắt : HSS :Highspeedsteel :Thépgióhaytheocao tốc. Carbide Ceramic:sứ Borzon Unkown:người dùngchỉ định. % of matl.cuttingspeed:tốc độ cắt mặc địnhlấytheo% tốc độ cắt bề mặt trong dữ liệutínhtoáncủa MX. % of matl.feedpertooth:Tốc độ cắt mặt địnhlấy theo% tốc độ cắt bề mặt trongdữ liệutínhtoán của MX,thôngsố này quyếtđịnhdovật liệucủadụng cụ dao cắt và vật liệuphôi bị cắt. Tool file name :Têntập tincủa dụng cụ cắt. Tool name :tên dụngcụ cắt. Chuck:dụng cụ kẹp,mâmcặp. Manufacturer'stool code :mãdụng cụ của nhà sản xuất. Feedrate :Bước tiếndaongang. Plunge rate :Bướctiếnxuốngdao. Retract rate :bước tiếnlùi dao. Spindle speed:Tốcđộ trục chính. Coolant:Nguội off :tắt nguội. Mist ạng sươngmù. flood:dạngdòngchảy. Phím chọnCalc. speed/feed:Mastercamsẽ tính toáncho ta bướctiếnvà tốc độ.
- 14. Phím save to library:Lưudụng cụ cắt vừa địnhnghĩa vào thư việnriêng.Chỗnàycácbạn có thể tạo cho riêngmình nhiềuloại dụngcụcắt khácnhau,khỏi mắccông địnhnghĩa lại. Trên đây các bạn có thể nhậpcác thôngsố sau đây các thôngsố khác khôngcần thiếtlắm. RoughXY Step.Có thể để mặc định FinishXYstepCó thể để mặc định RoughZ stepCóthể để mặc định FinishZstepCó thể để mặc định feedrate :200 Plunge rate 200 Spindle speed1000 flood Kếtthúc trang Parameter. ChọnOk để kếtthúc trang này. Tiếng Anh dùng trong MasterCam P2 Trở lại trang surface rough Pocket. Một dụngcụ cắt đã được tạo ra.Các bạn có thể tạo ra nhiềudaophụcvụ cho các bướcgia công tiếp theo,vìkhônghẳnlà chi tiếtnàycó thể giacông được bằng một loại dao,màbằngnhiềudao.
- 15. Qua trang Surface parameter:các thôngsố bề mặt gia công.
- 16. Trên trang nàysẽ có nhữngthôngsố sau : Clearance :Mặt phẳngan toàn.Là mặt phẳngmà sau khi kếtthúc gia công của con dao đó,daosẽ rút về vị trí này. Absolute :Lấytheotọađộ tuyệtđối Incremental :Lấytheotọađộ tươngđối. Tip comp(tipcompensation) :cáckiểubùdao. Retract :Lùi dao.Chỉ địnhmặt phẳnglùi dao sau mỗi lầnchuyểndao để gia công látcắt tiếptheo. Feedplane :mặtphẳngăn phôi.Haylàmặt phẳng giacông,từ đây daosẽ bắt đầu thực hiệngiacông.
- 17. Regen(regenerate)Xuấtlại thôngsốbề mặt. Qua thẻ Rough parameter:Cácthông sốgia công thô. Total tolerance :dungsai tổngcủa bề mặt sau gia công. Maximumstepdown:Chiềusâucắtlớnnhấtcho mỗi lát cắt Climb:phaythuận Conventional:phaynghịch. Hai thôngsố climbvà conventionalcầnphải hiểurõ,khi cầnsẽ up hình lêngiải thích,vấnđề nàycó nhiều tài liệugiải thíchnhưngchưa ràng.
- 18. Entry options:Các tùychọn việcvào daothực hiệncắt gọt kL. Use entry:Sử dụngchức năng vào dao. Alignplunge entriesforstartholes:Chỉnh hướngxuốngdaotheocác lỗkhoan bắtđầu. Qua thẻ Pocketparameters:Cácthông số giacông túi hốc. Phầnrough: Cuttingmethods:Cácphươngpháp cắt gọt,haycác kiểuchiếnlượcchạy dao.Nhưhìnhhiểnthị,không
- 19. giải thích thêmở phầnnày. Stepoverpercentage hầntrămbề rộng cắt ngang sovới đường kínhdao. spiral inside tooutside :Chạyxoắnốctừ trong ra ngoài. Use quickzigzag:Sử dụngkiểuchạyzigzagnhanh. Roughingangle :Góccắt thô sovới phươngX. Finish:giacôngtinh.Nếuchọnvàođây,saugia công thôsẽ thực hiệnluôngiacôngtinhbằng dao này. Pass:số lát cắt tinh. Cuttercompensation:Bùdao. Lead in/out:thiếtlậpvàovà ra dao. xongthẻ pocketparameter: ChọnOK để kếtthúc hộpthoại surface rough pocket.MasterCamsẽ thựchiệntínhtoán đườngchạy dao trong khoảngthời gian30s. Và kếtqua cuối cùng
- 21. +4 EXP