
Recommended
Recommended
More Related Content
Similar to A Comparison of 3D Printing Technologies Used to Make Investment Casting Patterns - Part 3
Similar to A Comparison of 3D Printing Technologies Used to Make Investment Casting Patterns - Part 3 (20)
Recently uploaded
Recently uploaded (20)
A Comparison of 3D Printing Technologies Used to Make Investment Casting Patterns - Part 3
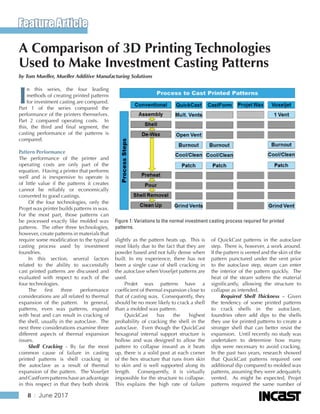
- 1. ® 8 ❘ June 2017 Feature Article A Comparison of 3D Printing Technologies Used to Make Investment Casting Patterns by Tom Mueller, Mueller Additive Manufacturing Solutions I n this series, the four leading methods of creating printed patterns for investment casting are compared. Part 1 of the series compared the performance of the printers themselves. Part 2 compared operating costs. In this, the third and final segment, the casting performance of the patterns is compared. Pattern Performance The performance of the printer and operating costs are only part of the equation. Having a printer that performs well and is inexpensive to operate is of little value if the patterns it creates cannot be reliably or economically converted to good castings. Of the four technologies, only the Projet wax printer builds patterns in wax. For the most part, those patterns can be processed exactly like molded wax patterns. The other three technologies, however, create patterns in materials that require some modification to the typical casting process used by investment foundries. In this section, several factors related to the ability to successfully cast printed patterns are discussed and evaluated with respect to each of the four technologies. The first three performance considerations are all related to thermal expansion of the pattern. In general, patterns, even wax patterns, expand with heat and can result in cracking of the shell, usually in the autoclave. The next three considerations examine three different aspects of thermal expansion issues. Shell Cracking - By far the most common cause of failure in casting printed patterns is shell cracking in the autoclave as a result of thermal expansion of the pattern. The Voxeljet and CastForm patterns have an advantage in this respect in that they both shrink slightly as the pattern heats up. This is most likely due to the fact that they are powder based and not fully dense when built. In my experience, there has not been a single case of shell cracking in the autoclave when Voxeljet patterns are used. ProJet wax patterns have a coefficient of thermal expansion close to that of casting wax. Consequently, they should be no more likely to crack a shell than a molded wax pattern. QuickCast has the highest probability of cracking the shell in the autoclave. Even though the QuickCast hexagonal internal support structure is hollow and was designed to allow the pattern to collapse inward as it heats up, there is a solid post at each corner of the hex structure that runs from skin to skin and is well supported along its length. Consequently, it is virtually impossible for the structure to collapse. This explains the high rate of failure of QuickCast patterns in the autoclave step. There is, however, a work around. If the pattern is vented and the skin of the pattern punctured under the vent prior to the autoclave step, steam can enter the interior of the pattern quickly. The heat of the steam softens the material significantly, allowing the structure to collapse as intended. Required Shell Thickness – Given the tendency of some printed patterns to crack shells in the autoclave, foundries often add dips to the shells they use for printed patterns to create a stronger shell that can better resist the expansion. Until recently no study was undertaken to determine how many dips were necessary to avoid cracking. In the past two years, research showed that QuickCast patterns required one additional dip compared to molded wax patterns, assuming they were adequately vented. As might be expected, Projet patterns required the same number of Figure 1: Variations to the normal investment casting process required for printed patterns.
- 2. ® June 2017 ❘ 9 dips as molded wax patterns. Voxeljet patterns required one less dip than would be required for molded wax patterns. CastForm patterns were not included in the study. More detail on the previous reseach mentioned above is available in the referenced Incast article. Reducing dips on the shell can save some money in materials and labor. However, the major benefit is in the reduction of process time. For most foundries, saving one layer on the shell means the casting can be shipped one day earlier. Thin wall patterns – Patterns with thin wall sections have always presented difficulties in the casting process. Not only are they more difficult to fill, the stress raisers created by the sharper corners make shells more likely to crack. Recent research documented the thin wall performance of printed patterns. For QuickCast patterns, the situation is complicated by the inability to build hollow thin walls. 1.5mm (0.060 in) is a practical lower limit for hollow walls. Thinner walls will be solid. If the walls are not hollow, then there is no way to counteract the thermal expansion of the pattern and the chances of shell cracking are much higher. Projet wax patterns expand less and are less likely to break in the autoclave. However, the patterns are so fragile that walls less than 1.5mm require extreme care during assembly and may break during dipping. Voxeljet patterns, because they don’t expand with heat, are able to survive autoclaving and are relatively durable. Walls as thin as 0.030” were successfully autoclaved. Although the thin wall performance of CastForm patterns was not tested, there is reason to believe that it would be acceptable. More detail on this study is available in the referenced Incast article. Pattern Durability – Patterns are subjected to force in both assembly and in dipping. A pattern that is too fragile may break as a result of the force. QuickCast patterns are by far the most durable of the printed patterns and are much stronger than molded wax patterns. An offsetting issue is that because they are hollow, there can be significant buoyancy forces acting on the pattern when it is dipped. Voxeljet patterns are the second most durable. While they can be easily broken, they are stronger than molded wax patterns. CastForm and Projet wax patterns are more fragile than molded wax patterns and must be handled with care to avoid breaking them during assembly and initial dips. EaseofCasting–Formostinvestment foundries, nearly all their production is assemblies of molded wax patterns. Assemblies with printed patterns are by far the exception, typically less than 1% of any day’s production. The ease of casting is directly related to how much the process required for the printed pattern varies from that used for molded wax patterns. More variation increases the probability that one of the variant steps will be missed, resulting in a scrapped casting. Figure 1 illustrates the variations in the casting process required for each of the four technologies. Any step colored in light blue is a variation from the conventional process. The first column lays out the major steps in the conventional process including assembly, shelling, de-wax, preheat, pouring, shell removal and cleanup. • QuickCast patterns require significant deviations from the conventional process. It begins with a pattern inspection prior to assembly. Most foundries that process many QuickCast patterns will do a leak inspection prior to assembly to make sure there is no possibility of getting slurry into the pattern. That typically requires applying a vacuum to the inside of the pattern and checking to see if it will hold a vacuum. A loss of vacuum would indicate a leak. The port where the vacuum is pulled must then be patched. The next variation is in assembly. At least one vent is applied to each pattern on the assembly. The vents serve two purposes; allowing steam to enter the pattern during autoclaving, and allowing air to flow through the mold during burnout replenishing oxygen used in combustion. If the pattern is larger than 15-20 cm in any direction, it may be necessary to use multiple vents to ensure that steam can get to all parts of the pattern and soften the support structure, allowing it to collapse inwardly as the pattern expands. Prior to autoclaving, the vents must be opened and the skin of the pattern must be punctured so that steam can enter. After autoclaving, the patterns need to be burned out. After burnout, the shell is cooled, and the ash cleaned out, either by compressed air or water rinse. The vents are then patched. The final variation is to grind the vents during casting cleanup. Table 1: Residual Ash Comparison Method Material Residual Ash % Apparent Density (lb/in3 ) Ash Mass (10-6 lb/in3 ) Ratio QuickCast CastPro 0.00570% 0.01075 0.613 1.0 CastForm Polystyene 0.02000% 0.01660 3.320 5.42 Project Wax M3 HiCast NA 0.02926 NA NA Voxeljet PMMA PPB .000533% 0.02529 1.35 2.20
- 3. ® 10 ❘ June 2017 • CastForm patterns require fewer steps because vents typically are not required. Most foundries do, however, burn out the pattern requiring three additional steps related to the burnout. • ProJet wax is the best in terms of ease of casting. There are no variations from the conventional process. • Voxeljet patterns require a process similar to casting QuickCast patterns except that fewer vents are required. It is recommended that a single vent be added to each pattern during the assembly step to provide for airflow through the shell during burnout. That vent is opened prior to burnout. The shell then goes through a burnout step, followed by a clean out step for the shell. The vents are then patched prior to preheat. In casting cleanup, the vent stubs must be removed and ground flat. Residual Ash – QuickCast, CastForm and Voxeljet patterns will not melt in an autoclave de-wax step and must be burned out, typically in a preheat oven. Even though the residual ash levels of these materials is typically low, there can be enough ash remaining in the shell to cause unacceptable ash related surface defects in the casting. To avoid such defects, many foundries cool the shell to room temperature after burnout. The ash is removed either by blowing out the shell with compressed air or rinsing it with water. At that time any vents can be patched as well. The shell is then pre-heated and poured conventionally. For fused silica shell systems, it is important to keep the burn out temperature below the cristobalite conversion temperature (approximately 1650ºF) so that cristobalite formation does not take place. Cracking of the cristobalite during cool down for clean- out could seriously weaken the shell at pouring. Manufacturers publish residual ash percentage values for their materials. QuickCast patterns, however, are hollow, reducing the mass of the pattern Feature Article Table 2: Summary of Results Technology/Printer QuickCast ProX 800 CastForm sPro 60 ProJet Wax 3510 CPX Voxeljet Printer Performance Accuracy 0.1 - 0.2% ? 0.1 - 0.2% 0.30% Surface Finish G/E F/VG E/E F/VG Build Volume (in3 ) 16,362 3,353 683 18.307 Multiple Layer Build No Yes No Yes Build Rate (in3 /hr) 166.7 101.3 14.5 269.7 OperatingCost Printer Price $550,000 $495,000 $100,000 $806,000 Capacity Cost ($/in3 /hr) $3,294 $4,687 $6,884 $2,948 Material Cost ($/in3 ) $1.98 $1.13 $6.70 $0.81 Depreciation Cost ($/in3 ) $0.12 $0.17 $0.26 Maintenance Cost ($/in3 ) $0.12 $0.19 $0.20 Total Cost ($/in3 ) $4.16 $4.47 $10.82 PatternPerformance Shell Cracking Highest Low Low Minimum Shell Thickness +1 Layer Same Same -1 Layer Minimum Wall Thickness >0.060 ? >0.030 in. <0.030 in. Pattern Durability Excellent Very Brittle Very Brittle Good Ease of Casting Difficult Relatively Easy Easy Moderate Residual Ash (10-6lb/in3) 0.61 5.42 ? 1.35 Pattern Leak Potential Yes No No No Heavy Metal Content Yes No No No
- 4. ® June 2017 ❘ 11 and the amount of ash remaining in the shell. The effective density will vary depending on the parameters chosen for the hexagonal support structure, the thickness of the skin and the surface area to volume ratio of the pattern geometry. To determine an average density, volume and weights of 55 QuickCast patterns were recorded. The density of each was calculated by dividing the weight by the volume and the density values averaged. The result of the study is shown in the table below. No value of residual ash was available for Projet Wax. The ratio in the last column provides a quick comparison. If QuickCast is the base, CastForm will have more than 5 times as much ash and Voxeljet a little over twice as much ash. However, it is important to note that residual ash levels can vary widely depending on burn-out conditions. Ash levels will be higher if there is insufficient oxygen in the furnace atmosphere or if airflow through the mold is limited. Pattern Leaks – Pattern leaks are only an issue with QuickCast patterns because they are the only patterns that are hollow. If there is a break in the skin of the pattern, slurry can seep into the pattern during dipping, resulting in inclusions in the casting. CastForm, Projet Wax and Voxeljet patterns are solid with no chance of slurry leaking into the pattern. Heavy Metal Content – Most stereolithography resins contain trace amounts of antimony in the photo- initiator component of the resin. A study by DSM showed that 80% of the ash remaining after burnout was antimony or antimony salts. Antimony can seriously degrade material properties of castings, particularly titanium and superalloys. Unless all the ash is removed from the shell after burnout, there is a potential of antimony contamination. CastForm, Projet Wax, and Voxeljet have no heavy metal content in their formulation. In the past few years, at least two resins have been released which do not contain antimony or any other heavy metal in their formulation. The use of these resins should eliminate the heavy metal content issue as well as reduce residual ash levels. Summary Table 2 summarizes the results of the study. It is interesting that the printer with the lowest purchase price, the ProJet 3510 CPX, is by far the most expensive in terms of cost of capacity and operating cost. It is important to note that there is no single “best” pattern printing technology. For each of the four technologies, applications exist for which they are the best alternative. It is a matter of determining which printer characteristics and pattern characteristics are best for a particular application. For example, if the application is to make small highly detailed parts such as jewelry, the ProJet would clearly be the best choice for the application. It will provide the best detail resolution, best surface finish, and is the easiest to cast. The high value of the casting will more than offset the increased cost of the pattern. If the application is to make prototype castings for a large turbine blade where surface finish and accuracy are critical, QuickCast would be the best choice. Its accuracy and surface finish capabilities are most likely to meet the high demands of the application. If the application includes very thin walls, Voxeljet may be the best choice. Most applications, however, have much less stringent requirements; any of the four technologies can meet the accuracy and surface finish requirements and variations in the casting process will not significantly affect the cost of the casting. In such cases, the important criteria become the speed and cost of obtaining patterns. It is interesting to plot each of the four printers on a speed vs. cost chart as shown in Figure 2. For these applications, the most desirable technologies will have a high print speed and a low pattern cost. They will lie in the upper left of the chart. The least desirable will be in the lower right portion of the chart with a low print speed and high pattern cost. Conclusion Requirements for investment castings vary considerably depending on the application. The information presented here can be used to select the technology most appropriate for the application. Endnotes 1 “An Evaluation of Autoclave Performance of Thin Wall Printed Investment Casting Patterns and Minimum Shell Thickness Necessary to Avoid Shell Cracking in the Autoclave”, Tom Mueller, Investment Casting Institute Technical Conference, October 2014. 2 “An Evaluation of Autoclave Performance of Thin Wall Printed Investment Casting Patterns and Minimum Shell Thickness Necessary to Avoid Shell Cracking in the Autoclave”, Tom Mueller, Investment Casting Institute Technical Conference, October 2014. Figure 2: Average Build Speed vs. Pattern Cost