1. THE COMBING PROCESS
Introduction
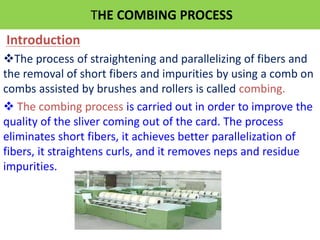
The process of straightening and parallelizing of fibers and
the removal of short fibers and impurities by using a comb on
combs assisted by brushes and rollers is called combing.
The combing process is carried out in order to improve the
quality of the sliver coming out of the card. The process
eliminates short fibers, it achieves better parallelization of
fibers, it straightens curls, and it removes neps and residue
impurities.
2. Objectives (tasks)of Combing
Following are the objectives of combing process:
To remove naps in the carded sliver.
To make the fiber more parallel and straight.
To produce a uniform sliver of required per length.
To remove the fiber shorter than a predetermine length.
To remove remaining impurities in the comber lap.
Necessity of Combing
The following quality of fibers can only be obtained by
combing
Absence of nap
More parallel arrangement of fibers
Straight fibers
Clean finer fiber
Uniformity in length of fiber
3. FACTOR INFLUENCING THE COMBING PROCESS
1. Machine settings
I. Feed distance:- This indicates the distance fed by the
feed roller per cycle; high feed distance increases the
production rate but, reduces the comber noil and
deteriorates the quality. However, % noil and feed rate
relationship is different for forward and backward feed
systems Feed distance also very much depends upon the
staple length. Fig Cm-5 indicates typical values of feed
distance for different length of cotton fiber.
4. Cont..
II. Feed type:- Feeding can take place when the
nippers move backwards (known as backward feed
or counter-feed) and alternatively, when nippers
move forward (known as forward feed or
concurrent feed) during a combing cycle. Counter-
feed is used when better quality of product is
required at the loss of more noil (12-25%).
Concurrent feed is preferred when higher
production rate with less noil desired (5-12%).
5. Cont…
III. Detachment setting:- This is one of the main settings
responsible for the change of noil percentage. This
setting refers to the distance between the bite of the
nippers and the nip of the detaching rollers when nipper
assembly is at the most advance position. A closer setting
is associated with lower noil level. Detachment setting
normally lies in the range of 15-25 mm. A large setting
(more than optimum) does not produce further
improvement in quality, but results in more loss of noil.
As such, optimum setting has to be found out depending
on quality and production level desired for a particular
machine and material processed.
6. Cont…
IV. Number of point on comb;
Saw tooth clothing is used in circular comb and needles are
used in top comb. Fineness and point density depend on
the raw material processed. Usually top comb point
density falls in the range 23-32 needles per centimeter.
More needles give more noils.
V. Depth of penetration of top comb:-
Lowering of the top comb by about 0.5 mm is followed by an
increase in noil of about 2%. The main improvement is
seen in elimination of neps. Over deep penetration of the
top comb disturbs fiber movement during piecing and so
optimum penetration is very important.
7. Cont…
VI. Piecing and detachment timing:-
During piecing, fiber fringes are laid on top of each other in
the same way as roofing tiles. Sliver produced in this way
has a wave like structure due to this piecing having a
wavelength of 30-75 cm. This is known as piecing defect.
• The combed fiber fringes can be compared with very flat
parallelogram although the leading edge is blunter. By using
correct setting (by adjusting the timing when detaching
begins relative to the instant at which the fringe protruding
from the nipper reaches the nip line of the detaching
rollers), it is possible to lay the fringes on each other in
such a way that unevenness in successive fringes partly
cancels out. On the other hand, incorrect settings will
cause an increase in unevenness arising from piecing.
8. 2.Properties of raw material
I. Fiber length and its uniformity: These parameters play critical role
in deciding the combing performance. If the fiber has high short
fiber content, then the improvement in the yarn quality becomes
significant only on removal of high amount of noil, which will in turn
increase the material cost.
II. Fiber stiffness: If the fiber stiffness is high, there is good chance of
fiber breakage during the combing operation as the fibers have to
go through lot of bending during the combing operation.
III. Moisture content: High moisture content is the fibers make the
combing operation difficult since the fibers tend to cling to each
other making the passage of the combing needles between the
fibers rather difficult leading to improper combing and high fiber
breakage. If the moisture content is less and the fibers are dry, then
the fibers do not move smoothly from one component to another
and they tend to fly.
9. Cont…
IV. Fiber fineness: The combing machine parameters like the
speeds and settings will be influenced by the micronaire
value of the cotton being processed. In case of finer
fibres, the total number of fibres in a unit length of the
lap of given linear density will be much higher than that
for coarser fibres. The finer fibres are also delicate.
Hence, the combing machine parameters need to be
selected appropriately.
V. Foreign material associated with the fibers: The foreign
materials and larger trash particles should have been
already removed from the fibers at the carding stage
itself. If larger trash particles and metallic particles are still
left in the feed lap, they can cause damage to the
combing needles.
10. 3.Material preparation:
I. Fiber parallelization: The condition of fibres in terms of
orientation and parallelization as they are feed to the
combing head is a very critical parameter which decides
the combing performance.
Parallelization of the feed fibres depends upon the draft
between card and the combing machine. If the fibres are
not oriented (parallelized), then long fibres are presented
to the circular comb as if they are short fibres and they are
therefore eliminated as noil.
At the same time, too high parallelization is also not desired.
During detaching, a few fibres reaching the nip of the
detaching rollers are drawn out of the thick layer of
feedstock.