1. Productivity Improvement Project- Diagnostic Study Report
69
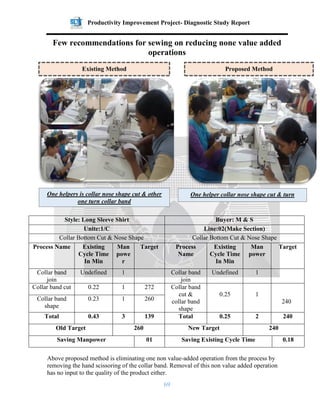
Few recommendations for sewing on reducing none value added
operations
Style: Long Sleeve Shirt Buyer: M & S
Unite:1/C Line:02(Make Section)
Collar Bottom Cut & Nose Shape Collar Bottom Cut & Nose Shape
Process Name Existing
Cycle Time
In Min
Man
powe
r
Target Process
Name
Existing
Cycle Time
In Min
Man
power
Target
Collar band
join
Undefined 1 Collar band
join
Undefined 1
Collar band cut 0.22 1 272 Collar band
cut &
collar band
shape
0.25 1
240Collar band
shape
0.23 1 260
Total 0.43 3 139 Total 0.25 2 240
Old Target 260 New Target 240
Saving Manpower 01 Saving Existing Cycle Time 0.18
Above proposed method is eliminating one non value-added operation from the process by
removing the hand scissoring of the collar band. Removal of this non value added operation
has no input to the quality of the product either.
Existing Method Proposed Method
One helpers is collar nose shape cut & other
one turn collar band
One helper collar nose shape cut & turn
2. Productivity Improvement Project- Diagnostic Study Report
70
Style: Buyer:
Unite:1/B Line:02
Front Pkt Folding by Two(2) Ironmen Front Pkt Folding by One(1) Ironman
Process Name Existing
Cycle Time
In Min
Man
powe
r
Target Process
Name
Existing
Cycle Time
In Min
Man
power
Target
Pkt hem
folding
0.32 1 187
Pkt folding 0.53 1 113
Pkt folding 0.58 1 103
Total 0.90 2 66 Total 0.53 1 113
Old Target 103 New Target 113
Saving Manpower 01 Saving Existing Cycle Time 0.37
Production is using two ironing operators to fold / press pocket hem and fold /press pocket.
This is a waste of capacity as one operator has the capacity to do both at a time. Proposed
method is to do both operations by one ironing operator. This method can be applied to all the
lines where the pocket ironing is required.
Existing Method Proposed Method
One ironman pocket hem ruling & other
pocket ruling
One ironman using for pocket folding
3. Productivity Improvement Project- Diagnostic Study Report
71
Style: Long Sleeve Shirt Buyer: GEORGE
Unite:2/B Line:02
Front Pkt Folding with False Stitch Front Pkt Folding without False Stitch
Process Name Existing
Cycle Time
In Min
Man
power
Target Process
Name
Existing
Cycle Time
In Min
Man
power
Target
Pkt false stitch 0.33 1 180
Pkt folding 0.85 1 71
Pkt iron 0.60 1 100
Total 0.93 2 66 Total 0.58 1 71
Old Target 100 New Target 71
Saving Manpower 01 Saving Existing Cycle Time 0.37
Production is using two machine operator to set a run stich on the pocket to make it easy for
ironing / pressing and use total of two ironing operators for the pocket press and two machine
operators for attaching the pocket. With the introduction of new method, it has been possible to
remove the run stich operators (2) and get the same line target required with ironing without
run stich.
Existing Method Proposed Method
Pocket false stitch & folding by using two
manpower.
Pocket folding by using one iron man
4. Productivity Improvement Project- Diagnostic Study Report
72
Inside Collar end after collar make using two manual cut marks while it has already
been cut by the overlook machine to make the smooth shape of collar. Without cut mark and
with cut mark process has been evaluated and as there is no effect to the quality, the helper
who put the cut mark was removed.
Style:5818 Buyer: M & S
Unite:1/C Line:(Male Section)
Before collar topstitch inside selvage cut by using
one helper t Pkt Folding with False Stitch
Collar topstitch without selvage cut Pkt Folding
without False Stitch
Process Name Existing
Cycle
Time In
Min
Man
power
Target Process Name Existing
Cycle
Time In
Min
Man
power
Target
Collar selvage cut 0.07 1 900 Collar selvage
cut
0.10 1 600
Collar cut mark 0.10 1 600 Collar topstitch 0.43 1 139
Collar top stitch 0.36 1 166
Total 0.53 3 109 Total 0.48 2 125
Old Target 109 New Target 125
Saving Manpower 01 Saving Existing Cycle Time 0.07
Existing Method Proposed Method
Before collar topstitch inside selvage cut by
using one helper
Collar topstitch without selvage cut
5. Productivity Improvement Project- Diagnostic Study Report
73
During observation we have found that in some process though there are two workers engaged
the work load is only for one. At above operation one helper can turn 240 pcs of cuffs and Line
target is 100 (per line). Line has used two helper for the same.
Style:AW142BDLS Buyer: PVH
Unite:1(anowara) Line:02
Cuff Turn in double manpower Cuff turn single manpower
Process Name Existing
Cycle Time
In Min
Man
powe
r
Target Process
Name
Existing
Cycle Time
In Min
Manpo
wer
Target
Cuff turn 0.25 1 240
Cuff turn 0.22 1 277
Cuff turn 0.40 1 150
Total 0.65 2 92 Total 0.22 1 277
Old Target 150 New Target 277
Saving Manpower 01 Saving Existing Cycle Time 0.43
Existing Method Proposed Method
Cuff Turn in double manpower Cuff turn single manpower
6. Productivity Improvement Project- Diagnostic Study Report
74
Here the topstitching operator has been balanced to remove the sticker & reattached and
released the sticker removing helper. Other side sticker removed by the collar bottom cutting
machine.
Style:VH-535WPTLS Buyer: M & S
Unite:1/A Line: Make Section
Sticker remove of collar & reattached by helper Sticker remove of collar & reattached by helper
Process Name Existing
Cycle Time
In Min
Man
powe
r
Target Process
Name
Existing
Cycle
Time In
Min
Man
power
Target
Sticker remove 0.15 1 400
Collar top
stitch
0.33 1 181 Collar top
stitch
0.43 1 139
Collar bottom
cut
0.06 1 1000 Collar bottom
cut
0.06 1 1000
Total 0.54 3 111 Total 0.49 1 122
Old Target 181 New Target 139
Saving Manpower 01 Saving Existing Cycle Time 0.05
Existing Method Proposed Method
Operator
stitching &
Sticker
Replace
One helper use for sticker remove & reattached
on top of collar
Sticker removing helper reduced by balancing
the work
7. Productivity Improvement Project- Diagnostic Study Report
75
Remove a nonvalue added activity of marking and attaching by replacing it with a cut mark
from the cutting section (left part) and finish cut with both part adjust & cut. As a result no
need of marking and that time is saved.
Style: Isabella Buyer: H & M
Unite:2/B Line:04
Front neck mark & fitting Front neck fitting without mark
Process Name Existing
Cycle Time
In Min
Manp
ower
Target Process Name Existing
Cycle Time
In Min
Manpow
er
Target
Neck Mark 0.23 1 257
Neck Fitting 0.53 1 113
Neck Fitting 0.22 1 277
Total 0.45 2 Total 0.53 1 113
Old Target 103 New Target 113
Saving Manpower 01 Saving Existing Cycle Time 0.37
Existing Method Proposed Method
Front part mark & fitting Both part adjust & fitting
8. Productivity Improvement Project- Diagnostic Study Report
76
After collar bottom cut & before collar band join remove the false stitch which is a nonvalue
added operation and there is no effect on quality.
Style: Long Sleeve Shirt Buyer: GRORGE
Unite:02/B Line:02
Collar false stitch Without collar false stitch
Process Name Existing
Cycle Time
In Min
Manpower Tar
get
Process Name Existing
Cycle Time
In Min
Manpow
er
Target
Pkt False Stitch 0.33 1 187
Pkt Folding .53 1 113
Pkt Iron 0.60 1 103
Total 0.93 2 66 Total .53 1 113
Old Target 103 New Target 113
Saving Manpower 01 Saving Existing Cycle Time 0.37
Existing Method Proposed Method
False stitch & collar band join Without false stitch & band join