Download to read offline

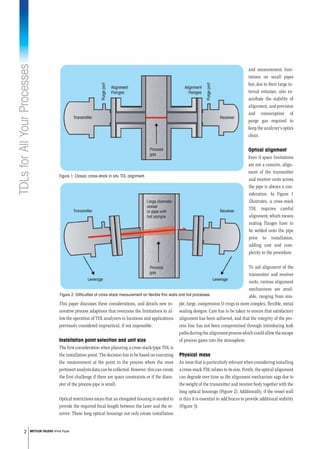






The document discusses the advancements and limitations of tunable diode lasers (TDLs) in gas analysis within chemical and petrochemical plants. It highlights challenges related to installation, alignment, and the necessity of purge gas, as well as introduces innovative adaptations such as folded-path TDLs that simplify integration and enhance measurement capabilities. These developments allow TDL technology to be applied effectively in previously challenging conditions and across a range of process setups.


























































