1. Department of Biosystems Engineering
University of Manitoba
BIOE 4440 Bioprocessing for Biorefining
__________________________________Due date: December 7th
, 2016
Design Project
Design of an Ethanol Production Run Using
a 95% Corn and 5% Wheat Mixture
Prepared by: Alain Lagasse – 6773581
Vitaliy Solovyov – 7688702
Abstract
The Husky Energy ethanol production process was analyzed to determine the required parameters
to produce 500,000 litres of ethanol from a 95% corn and 5% wheat blend. The required input
material was determined to be 1,164,200 kg of corn and 61,300 kg of wheat along with 3,120,700
kg of water, along with some enzymes and yeast. This mixture is fermented and mixed for 52
hours, which requires a 1.52 m diameter impeller operating at 2.22 rpm. This fermentation and
mixing process together require 415.4 GJ of energy. This product then passes through a distiller
which extracts the ethanol. The remaining solution is the centrifuged among 4 centrifuges which
run at 3000 rpm for durations of 128 seconds. This removes excess water and separates the
remaining product into thin stillage and insoluble cake fraction. The thin stillage is concentrated
from 5% solids to 30% solids in an evaporator. To achieve this 545,587 kg of steam at a
temperature of 110°C must be passed through a 52.8 m2
heat exchanger at a flow rate of 0.592
kg/s. The concentrated thin stillage is then blended with the insoluble cake fraction previously
obtained from centrifugation and passed through a rotary dryer. The dryer takes room air heated
to 550°C and passes it over the wet product for 4.85 minutes per batch at a rate of 19,992 m3
/h.
This process lowers the blend’s moisture content from 3.11 kg H2O/kg dry to 0.08 kg H2O/kg dry.
This process involves the removal of 429,454 kg of water and requires 1026.7 GJ of energy.
Several assumptions were made throughout the design process to simplify the design, this includes
perfect conversion of all starch to ethanol, the volume in the fermenter doesn’t change throughout
fermentation, the mixing should occur at a Reynold’s number of 200, the temperature of the steam
used in the evaporator and the speed of the rotary drum dryer. Because of these assumptions the
values in these design may not be accurate, therefore this design should only be used as base design
for an ethanol production run, all calculations should be revisited by an expert as concrete design
decisions are made.
2. i
1 Introduction (Vitaliy Solovyov) _______________________________________ 1
2 Ethanol Production Design Analysis ___________________________________ 2
A. Production Overview (Alain Lagasse) ____________________________ 3
B. Mixing Operation (Vitaliy Solovyov) _____________________________ 8
C. Centrifugation Operation (Vitaliy Solovyov) ______________________ 12
D. Evaporation Operation (Alain Lagasse)__________________________ 13
E. Drying Operation (Alain Lagasse) ______________________________ 17
3 Conclusion (Alain Lagasse) ________________________________________ 22
4 References (Alain Lagasse) ________________________________________ 25
Table of Contents
3. 1
1 Introduction
Scope:
The Husky Energy plant in Minnedosa Manitoba specializes in the production of ethanol for
transportation fuel by breaking down wheat and corn and converting its mass into energy. The
major components of the process involve fermentation, mixing, centrifugation, evaporation and
drying; it is these 5 processes that will be analysed within this report. The amount of wheat and
corn utilized for the process of making ethanol depends on the harvesting yields during the years.
Four major wheat to corn ratios are implemented: 50% for both wheat & corn, 95% corn & 5%
wheat, 66.5% corn & 33.5% wheat, and finally 100% wheat. This report will focus on one specific
ratio of mass yields which is 95% corn & 5% wheat.
Purpose:
To determine the best utilized strategy for fermentation, mixing, centrifugation, evaporation, and
drying process in creating exactly 0.5-million-liter ethanol from 95% corn and 5% wheat.
A given amount of 0.5 million liters of ethanol is to be synthesized by the plant process. The
objective of this report is to determine how each of the five processes (fermentation, mixing,
centrifugation, evaporation, and drying) will be utilized properly if the plant is to meet this 0.5-
million-liter demand of ethanol. For the fermentation, it is imperative to determine the mass
quantity of both corn and wheat required, the amount of water needed for the fermentation (taking
into account the already present water content in the corn and wheat mass), how much glycerol
and lactic acid is produced as a by-product, and finally the amount of energy required to maintain
this process at a set temperature of 30o
C. The fermentation values are all based on already existent
data given. Using the determined fermentation data, the last 4 process can be analysed.
To better understand the mixing operation (the second process), the viscosity of the slurry must be
determined. Using this new information, it is important to determine the impeller speed and
diameter of the mixer. After which the required horsepower can then be determined for each mixer.
The fermented slurry undergoes mixing to evenly distribute the heat among the slurry mixture.
Centrifugation (the third process) requires the determination of the speed and quantity of an
industry scale centrifuge to be able to handle the slurry going from the mixer; this process uses
outside parameters from different centrifuge manufacturers to better suite the needs of the ethanol
plant. Once the centrifugation converts the slurry into thin stillage as well as cake, the thin stillage
is taken to the evaporation process (the fourth process) to further concentrate the particle content.
For this to work, the size of the evaporator must be determined as well as the amount of steam
required for the evaporation process to maintain a continuous production of ethanol. After the thin
stillage is concentrated in the evaporation process, it is again combined with the cake and is
targeted for drying (the last process) where the content is sent through a rotary dryer with given
parameters, where it is necessary to determine the optimum volumetric flow rate of drying air as
4. 2
well as the amount of energy needed in producing distillers dried grain with solubles (DDGS) as
a by-product. This report covers all of these processes in greater detail in the analysis portion of
the report.
2 Ethanol Production Design Analysis
A. Production Overview
i) Determining amount of corn and wheat required:
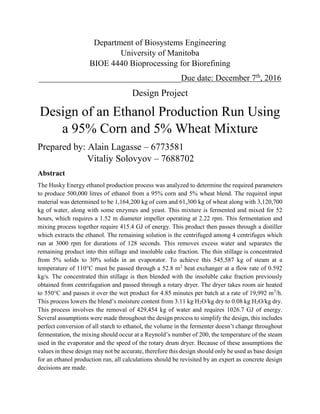
The provided handout, shown in Figure 1, states that corn produces 410 litres of ethanol per tonne
and wheat produces 370 litres of ethanol. The overall goal is to produce 500,000 L of ethanol using
a 95% corn and 5% wheat mixture.
Figure 1: Husky Energy ethanol production for corn and wheat
The calculate this the following equation calculation was used:
0.95 ∗ 𝑚 𝑡 ∗ 410
𝑙𝑖𝑡𝑟𝑒𝑠
𝑡𝑜𝑛𝑛𝑒
+ 0.05 ∗ 𝑚 𝑡 ∗ 370
𝑙𝑖𝑡𝑟𝑒𝑠
𝑡𝑜𝑛𝑛𝑒
= 500000 𝑙𝑖𝑡𝑟𝑒𝑠
Where: mt = total mass of corn and wheat together (tonnes)
𝑚 𝑡 = 1225.5 𝑡𝑜𝑛𝑒𝑠
𝑚 𝑐𝑜𝑟𝑛 = 0.95 ∗ 1225.5 𝑡𝑜𝑛𝑛𝑒𝑠 = 1164.2 𝑡𝑜𝑛𝑛𝑒𝑠 = 𝟏, 𝟏𝟔𝟒, 𝟐𝟎𝟎 𝒌𝒈 𝒄𝒐𝒓𝒏
𝑚 𝑤ℎ𝑒𝑎𝑡 = 0.05 ∗ 1225.5 𝑡𝑜𝑛𝑛𝑒𝑠 = 61.3 𝑡𝑜𝑛𝑛𝑒𝑠 = 𝟔𝟏, 𝟑𝟎𝟎 𝒌𝒈 𝒘𝒉𝒆𝒂𝒕
Therefore, 1,164,200 kg of corn and 61,300 kg of wheat are required to make 500,000 L of ethanol.
5. 3
ii) Determining the amount of water required:
Figure 2 shows that the percent solids of mash at the start of fermentation for 5% wheat and 95%
corn mixture is approximately 32% weight/volume of liquid (g/100mL). To determine the total
amount of mash solids the dry mass of the corn and wheat must be calculated.
Figure 2: Total mash solids in gram per liquid volume in 100 ml at the start of fermentation
Good quality corn has 14% wet basis moisture content, from this the corn water content can be
determined:
𝑀𝐶𝑐𝑜𝑟𝑛 =
𝑚 𝐻2𝑂 𝑐𝑜𝑟𝑛
𝑚 𝑡 𝑐𝑜𝑟𝑛
∗ 100
Where: MCcorn = corn moisture content (%)
mH2O corn = amount of water in the corn (kg)
mt corn = total wet mass of corn (kg)
mdry corn = dry corn mass (kg)
14% =
𝑚 𝐻2𝑂 𝑐𝑜𝑟𝑛
1,164,200 𝑘𝑔 𝑐𝑜𝑟𝑛
∗ 100
𝑚 𝐻2𝑂 𝑐𝑜𝑟𝑛 = 162,988 𝑘𝑔 𝑤𝑎𝑡𝑒𝑟
From here the dry mas of the corn can be calculated:
𝑚 𝑑𝑟𝑦 𝑐𝑜𝑟𝑛 = 𝑚 𝑡 𝑐𝑜𝑟𝑛 − 𝑚 𝐻2𝑂 𝑐𝑜𝑟𝑛 = 1,164,200 𝑘𝑔 − 162,988 𝑘𝑔 = 1,001,212 𝑘𝑔 𝑑𝑟𝑦 𝑐𝑜𝑟𝑛
6. 4
The wheat was assumed to have a 14.5% wet basis moisture content, this value was found on the
Ontario ministry of agriculture, food and rural affairs website. From this, the wheat water content
can be determined:
𝑀𝐶 𝑤ℎ𝑒𝑎𝑡 =
𝑚 𝐻2𝑂 𝑤ℎ𝑒𝑎𝑡
𝑚 𝑡 𝑤ℎ𝑒𝑎𝑡
∗ 100
Where: MCwheat = wheat moisture content (%)
mH2O wheat = amount of water in the wheat (kg)
mt wheat = total wet mass of wheat (kg)
mdry wheat = dry wheat mass (kg)
14.5 =
𝑚 𝐻2𝑂 𝑤ℎ𝑒𝑎𝑡
61,300 𝑘𝑔 𝑤ℎ𝑒𝑎𝑡
∗ 100
𝑚 𝐻2𝑂 𝑤ℎ𝑒𝑎𝑡 = 8,889 𝑘𝑔 𝑤𝑎𝑡𝑒𝑟
𝑚 𝑑𝑟𝑦 𝑤ℎ𝑒𝑎𝑡 = 𝑚 𝑡 𝑤ℎ𝑒𝑎𝑡 − 𝑚 𝐻2𝑂 𝑤ℎ𝑒𝑎𝑡 = 61,300 𝑘𝑔 − 8,889 𝑘𝑔 = 52,411 𝑘𝑔 𝑑𝑟𝑦 𝑤ℎ𝑒𝑎𝑡
By adding the dry mass of corn and the dry mass of wheat, the total dry mass, mdry, can be obtained:
𝑚 𝑑𝑟𝑦 = 𝑚 𝑑𝑟𝑦 𝑐𝑜𝑟𝑛 + 𝑚 𝑑𝑟𝑦 𝑤ℎ𝑒𝑎𝑡 = 1,001,212 𝑘𝑔 𝑐𝑜𝑟𝑛 + 52,411 𝑘𝑔 𝑤ℎ𝑒𝑎𝑡
= 1,053,623 𝑘𝑔 𝑠𝑜𝑙𝑖𝑑𝑠
By adding the water content of corn and the water content of wheat, the water provided by the corn
and wheat, minnate H2O, can be obtained:
𝑚𝑖𝑛𝑎𝑡𝑒 𝐻2𝑂 = 𝑚 𝐻2𝑂 𝑐𝑜𝑟𝑛 + 𝑚 𝐻2𝑂 𝑤ℎ𝑒𝑎𝑡 = 162,988 𝑘𝑔 + 8,889 𝑘𝑔 = 171,877 𝑘𝑔 𝑤𝑎𝑡𝑒𝑟
Now everything required to determine the total liquid volume has been calculated. The total
required liquid volume is:
𝑇𝑜𝑡𝑎𝑙 𝑀𝑎𝑠ℎ 𝑆𝑜𝑙𝑖𝑑𝑠 =
𝑚 𝑑𝑟𝑦[𝑔]
𝑉𝐻2𝑂[100 𝑚𝐿]
∗ 100
Where: Total Mash Solids = percentage of solids over liquid volume - 32% from Figure 2
VH2O = Amount of liquid volume required for fermentation (mL)
32% =
1,053,623 ∗ 103
𝑔
𝑉𝐻2𝑂
∗ 100
𝑉𝐻2𝑂 = 3,292,571,875 𝑚𝐿 = 3,292,572 𝐿 = 3,292.6 𝑚3
7. 5
Volume of water provided by the corn and wheat, assume density of water is 1000 kg/m3
:
𝑉𝑖𝑛𝑛𝑎𝑡𝑒 𝐻2𝑂 =
𝑚ℎ20 𝑡𝑜𝑡𝑎𝑙
𝜌ℎ20
=
171,877 𝑘𝑔
1000
𝑘𝑔
𝑚3
= 171.9 𝑚3
Where: Vinnate H2O = volume of water provided by corn and wheat (m3
)
ρH2O = density of water (kg/m3
)
Therefore, the amount added water required for fermentation, VH2O add, would be:
𝑉𝐻2𝑂 𝑎𝑑𝑑 = 𝑉𝐻2𝑂 − 𝑉𝑖𝑛𝑛𝑎𝑡𝑒 𝐻2𝑂 = 3,292.6 𝑚3
− 171.9 𝑚3
= 𝟑, 𝟏𝟐𝟎. 𝟕 𝒎 𝟑
𝟑, 𝟏𝟐𝟎. 𝟕 𝒎 𝟑
𝒘𝒂𝒕𝒆𝒓 = 𝟑, 𝟏𝟐𝟎, 𝟕𝟎𝟎 𝒌𝒈 𝒘𝒂𝒕𝒆𝒓 𝒕𝒐 𝒃𝒆 𝒂𝒅𝒅𝒆𝒅
Therefore, 3,120.7 m3
of water needs to be added to get the required 3,292.6 m3
of total water
From the engineering toolbox, the particle density of dry corn, ρcorn, is 561 kg/m3
and the particle
density of dry wheat, ρwheat, is 641 kg/m3
. Using these values the total volume of dry particles,
Vdry, in the fermenter can be calculated.
𝑉𝑑𝑟𝑦 =
𝑚 𝑑𝑟𝑦 𝑐𝑜𝑟𝑛
𝜌𝑐𝑜𝑟𝑛
+
𝑚 𝑑𝑟𝑦 𝑤ℎ𝑒𝑎𝑡
𝜌 𝑤ℎ𝑒𝑎𝑡
=
1,001,212 𝑘𝑔
561
𝑘𝑔
𝑚3
+
52,411 𝑘𝑔
641
𝑘𝑔
𝑚3
= 1,866.5 𝑚3
Where: ρcorn = particle density of dry corn (kg/m3
)
ρwheat = particle density of dry wheat (kg/m3
)
Vdry = total volume of dry mass entering the fermenter (m3
)
From here, the total volume entering the fermenter can be determined as:
𝑉𝑡𝑜𝑡𝑎𝑙 = 𝑉𝑑𝑟𝑦 + 𝑉𝐻2𝑂 = 1,866.5 𝑚3
+ 3,292.6 𝑚3
= 5159.1 𝑚3
= 5.1591 𝑚𝑖𝑙𝑙𝑖𝑜𝑛 𝑙𝑖𝑡𝑟𝑒𝑠
With a maximum volume of 1.44 million litres per 52 hour run then the number runs would be:
# 𝑜𝑓 𝑟𝑢𝑛𝑠 =
𝑉𝑡𝑜𝑡𝑎𝑙
𝑉𝑟 𝑢𝑛
=
5.1591 𝑚𝑖𝑙𝑙𝑖𝑜𝑛 𝑙𝑖𝑡𝑟𝑒𝑠
1.44
𝑚𝑖𝑙𝑙𝑖𝑜𝑛 𝑙𝑖𝑡𝑟𝑒𝑠
𝑟𝑢𝑛
= 𝟑. 𝟓𝟖 𝒓𝒖𝒏𝒔
Therefore, three complete runs and one run at a 58% size half batch would produce the required
amount of ethanol form a 95% corn and 5% wheat mixture. Total fermentation time would be the
length of four batches, or 208 hours. Filling and emptying the fermenters also needs to be factored
in, it is assumed that emptying, cleaning and filling the fermenters takes about 12 hours, therefore
52 hour runs will actually take 64 hours, and the entire 4 batch run would take a total of 256 hours.
8. 6
iii) Determining the amount of glycerol produced:
Figure 3 shows that there is approximately 0.82 % glycerol as weight per volume in the solution
after a 52-hour fermentation run for 5% wheat and 95% corn mixture.
Figure 3: Glycerol, grams per total volume in 100 mL, produced after specific fermentation times
As previously established, the total volume pre-fermentation was s 5,159,100 L = 5,159,100,000
mL. Though only mass is conserved through the fermentation, not volume, it will be assumed that
the post-fermentation volume is approximately the same as the pre-fermentation volume.
Using this post-fermentation volume, the amount of glycerol produced can be determined as:
𝑔𝑙𝑦𝑐𝑒𝑟𝑜𝑙 𝑐𝑜𝑛𝑡𝑒𝑛𝑡 =
𝑚 𝑔𝑙𝑦𝑒𝑐𝑟𝑜𝑙
𝑉𝑡𝑜𝑡𝑎𝑙
∗ 100 = 0.82%
Where: mglycerol = mass of glycerol produced (g)
glycerol content = percentage of glycerol produced in gram over total volume (%)
Vtotal = total volume in the fermenter (mL)
0.82% =
𝑚 𝑔𝑙𝑦𝑒𝑐𝑟𝑜𝑙
5,159,100,000 𝑚𝐿
∗ 100
𝑚 𝑔𝑙𝑦𝑐𝑒𝑟𝑜𝑙 = 42,304,620 𝑔 = 𝟒𝟐, 𝟑𝟎𝟒 𝒌𝒈 𝒈𝒍𝒚𝒄𝒆𝒓𝒐𝒍
Therefore, 42,304 kg of glycerol is produced during the total ethanol production run
9. 7
iv) Determining the amount of lactate (lactic acid) produced:
Figure 4 shows that there is approximately 0.08 % lactic acid as weight per volume in the solution
after a 52-hour fermentation run for 5% wheat and 95% corn mixture.
Figure 4: Lactic acid, grams per total volume in 100 mL, produced after specific fermentation times
Therefore, the amount of lactic acid produced can be determined as:
𝑙𝑎𝑐𝑡𝑖𝑐 𝑎𝑐𝑖𝑑 𝑐𝑜𝑛𝑡𝑒𝑛𝑡 =
𝑚𝑙𝑎𝑐𝑡𝑖𝑐 𝑎𝑐𝑖𝑑
𝑉𝑡𝑜𝑡𝑎𝑙
∗ 100 = 0.08%
Where: mlactic acid = mass of lactic acid produced (g)
lactic acid content = percentage of lactic acid produced in gram over total volume (%)
Vtotal = total volume in the fermenter (mL)
0.08% =
𝑚𝑙𝑎𝑐𝑡𝑖𝑐 𝑎𝑐𝑖𝑑
5,159,100,000 𝑚𝐿
∗ 100
𝑚𝑙𝑎𝑐𝑡𝑖𝑐 𝑎𝑐𝑖𝑑 = 4,127,289 𝑔 = 𝟒, 𝟏𝟐𝟕 𝒌𝒈 𝒍𝒂𝒄𝒕𝒊𝒄 𝒂𝒄𝒊𝒅
Therefore, 4,127 kg of lactic acid is produced during the total ethanol production run
10. 8
v) Determining the energy requirements to maintain fermentation:
From the Husky Energy wheat and corn reaction formulas shown in Figure 1, each tonne of
fermented wheat produces about 0.31 GJ and each tonne of fermented corn produces about 0.34
GJ.
This ethanol production design calls for 1164.2 tonnes of corn and 61.3 tonnes of wheat. These
fermentations will produce the following amount of heat energy:
1164.2 𝑡𝑜𝑛𝑛𝑒𝑠 𝑐𝑜𝑟𝑛 ∗ 0.34
𝐺𝐽
𝑡𝑜𝑛𝑛𝑒
= 395.8 𝐺𝐽 𝑜𝑓 𝑒𝑛𝑒𝑟𝑔𝑦
61.3 𝑡𝑜𝑛𝑛𝑒𝑠 𝑤ℎ𝑒𝑎𝑡 ∗ 0.31
𝐺𝐽
𝑡𝑜𝑛𝑛𝑒
= 19.0 𝐺𝐽 𝑜𝑓 𝑒𝑛𝑒𝑟𝑔𝑦
Therefore, the total heat energy produced will be:
395.8 𝐺𝐽 + 19.0 𝐺𝐽 = 𝟒𝟏𝟒. 𝟖 𝑮𝑱
Assuming steady state fermentation has been reached, then a total of 414.8 GJ of energy would
need to be removed from the fermenter to maintain the temperature at 30°C.
B. Mixing Operation
*Note: This section was completed before the fermentation volume and number of runs were finalized,
therefore some values may not match
The mixing operation does not require the system to be scaled up since it is already done on the
industry scale.
It is assumed that the corn/wheat slurry will be highly viscous due to its particle content. Slurry
Viscosity, densities of corn and wheat must be known to determine Reynold’s Number.
𝑀𝑎𝑠ℎ % = 31.5% = % 𝑆𝑜𝑙𝑖𝑑𝑠 =
100 (𝑚 𝑠𝑙𝑢𝑟𝑟𝑦 − 𝑚𝑙𝑖𝑞𝑢𝑖𝑑)𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒
(𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒 − 𝜌𝑙𝑖𝑞𝑢𝑖𝑑) 𝑚 𝑠𝑙𝑢𝑟𝑟𝑦
Water is used as liquid in this case that occupies same volume as slurry. Mass of slurry includes
water content.
𝑚 𝑠𝑙𝑢𝑟𝑟𝑦 = 𝑚 𝑐𝑜𝑟𝑛 + 𝑚 𝑤ℎ𝑒𝑎𝑡 = 1,164,200 𝑘𝑔 + 61,300 𝑘𝑔 = 1,225,500𝑘𝑔
(1,225,500𝑘𝑔 − 171,900𝑘𝑔)𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒
(𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒 − 1000𝑘𝑔/𝑚3) 1,225,500𝑘𝑔
= 0.315 ; 𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒 = 578.26𝑘𝑔/𝑚3
11. 9
From Engineering Toolbox website, the particle density of corn (ground) is: ρ = 561kg/m3
.
From Engineering Toolbox website, the particle density of wheat (ground) is: ρ = 641kg/m3
.
It is expected that the density of the corn/wheat slurry will be somewhere between these two
numbers.
𝑉𝑜𝑙𝑢𝑚𝑒 𝑜𝑓 𝐷𝑟𝑦 𝑆𝑙𝑢𝑟𝑟𝑦 𝑃𝑎𝑟𝑡𝑖𝑐𝑙𝑒𝑠 = 𝑉𝑚𝑎𝑠𝑠 =
𝑚 𝑑𝑟𝑦 𝑡𝑜𝑡𝑎𝑙
𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒
=
298,632.2𝑘𝑔
578.26𝑘𝑔/𝑚3
= 516.43𝑚3
The volume of total innate water was previously calculated as 171.9m3
.
𝑉𝑝 =
𝑉𝑚𝑎𝑠𝑠
𝑉 𝑤𝑎𝑡𝑒𝑟
=
516.43𝑚3
171.9m3
= 3.00 𝑤ℎ𝑖𝑐ℎ 𝑖𝑠 300%
If Vp is greater than 10% (which was assumed to be the case) then the following equation is used
to find viscosity of slurry, η.
From Engineering Toolbox website, the viscosity of water at 30o
C is: ηliquid = 0.798x10-3
Pas.
η 𝑟 = 𝑟𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝑣𝑖𝑠𝑐𝑜𝑠𝑖𝑡𝑦 = 1 + 1.25𝑉𝑝 + 10.05𝑉𝑃
2
= 1 + 1.25(3) + 10.05(3)2
= 95.2 𝑟𝑎𝑡𝑖𝑜
η 𝑟 =
η 𝑠𝑙𝑢𝑟𝑟𝑦
η𝑙𝑖𝑞𝑢𝑖𝑑
= 95.2 =
η 𝑠𝑙𝑢𝑟𝑟𝑦
0.798x10 − 3Pas
; η 𝑠𝑙𝑢𝑟𝑟𝑦 = 0.0759 𝑃𝑎𝑠 𝑜𝑟 75.9𝑐𝑃
Because the viscosity of slurry is not greater than 20Pas baffling is required (If viscosity would be
greater than 20Pas the liquid would be so thick that it can prevent vortexing by becoming a self-
baffled system due to large or large number of particles. In this case the system is still prone to
vortexing. Also, cells can get sheared from excess pressure and therefore Reynold’s number should
be less than 300.
𝑅𝑒𝑦𝑛𝑜𝑙𝑑′
𝑠 𝑁𝑢𝑚𝑏𝑒𝑟 = 𝑅𝑒 =
𝜌𝑠𝑙𝑢𝑟𝑟𝑦 ∗ 𝑛 ∗ 𝐷𝑎2
η 𝑠𝑙𝑢𝑟𝑟𝑦
12. 10
From previous calculations, the total volume of slurry will be 516.43 + 171.9 = 688.33m3
.
688.33m3 is equivalent to 181,837.55 US gal; this value will be divided by 4 as it is assumed that
4 mixing containers will be needed for each fermentation reactor. Each mixer will be working on
45,459.4 US gal. It is assumed that because the fermentation process takes 2.29 runs during each
52-hour period, this mixing requirement will also be done in a 2.29 runs.
45,459.4
𝑈𝑆𝑔𝑎𝑙
𝑚𝑖𝑥𝑒𝑟
2.29 𝑟𝑢𝑛𝑠
= 19,851.3 𝑈𝑆𝑔𝑎𝑙/𝑚𝑖𝑥𝑒𝑟
On page 43 of textbook, Table 1 shows the next highest volume that will meet this US gal
requirement is a 20,000 US gal tank size which will have a standard impeller diameter size of 5ft.
Impeller diameter (Da) is therefore = 1.52m.
A medium agitation speed is favored as it is assumed that one (either pumping effect and shear
effect) should not be too high or too low. As discussed earlier shear effect cannot be high as this
will damage the cells. Normally when working with food mixing industry, Reynold’s number
usually shows turbulent mixing conditions; this is to ensure even particle mixture. In the ethanol
production case, the mixing is done to evenly distribute heat across the mixture.
𝜌𝑠𝑙𝑢𝑟𝑟𝑦 =
𝑇𝑜𝑡𝑎𝑙 𝑀𝑎𝑠𝑠 𝑜𝑓 𝑆𝑙𝑢𝑟𝑟𝑦
𝑇𝑜𝑡𝑎𝑙 𝑉𝑜𝑙𝑢𝑚𝑒 𝑜𝑓 𝑆𝑙𝑢𝑟𝑟𝑦
=
1,225,500𝑘𝑔
688.33𝑚3
= 1780.4𝑘𝑔
𝑅𝑒 =
𝜌𝑠𝑙𝑢𝑟𝑟𝑦 ∗ 𝑛 ∗ 𝐷𝑎2
η 𝑠𝑙𝑢𝑟𝑟𝑦
=
1780.4𝑘𝑔 ∗ 𝑛/60𝑠𝑒𝑐 ∗ (1.52𝑚)2
0.0759𝑃𝑎𝑠
= 903.25𝑛; 𝑤ℎ𝑒𝑟𝑒 𝑛 𝑖𝑠 𝑖𝑛 𝑟𝑝𝑚
Tip Speed was also calculated along with Froude Number using the new Da value:
𝑣𝑡𝑖𝑝 = 𝜋(𝐷𝑎)𝑛 = 𝜋(5𝑓𝑡)𝑛 = 15.7𝑛 [
𝑓𝑡
𝑚𝑖𝑛
]
𝐹𝑟 =
𝐷𝑎 𝑛2
𝑔
=
(1.52) 𝑛2
9.81𝑚/𝑠2
= 0.155𝑛2
13. 11
Table 1 shows specific speed limits ranges for the 20,000 US gallon tank size: Low Speed
Conditions Example:
𝑅𝑒 = 903.25(𝑛) = 903.25 (32𝑟𝑝𝑚/60𝑠𝑒𝑐) = 481.7 (𝐿𝑎𝑚𝑖𝑛𝑎𝑟 𝑆𝑦𝑠𝑡𝑒𝑚)
𝑣𝑡𝑖𝑝 = 15.7𝑛 = 15.7 (32𝑟𝑝𝑚) = 502.7 𝑓𝑡/𝑚𝑖𝑛
𝐹𝑟 = 0.155𝑛2
= 0.155(32𝑟𝑝𝑚/60𝑠𝑒𝑐)2
= 0.044
Regardless of Speed, all Re values, using Table 1 parameters, were greater than 300 which means
vortexing will occur and a baffled mixing tank will be needed. A baffled tank should not be used,
however, as this will create extra cleaning difficulties between runs. Also a baffled tank may
further create lysing of the cells.
Assuming having a Re number exactly 300 will start causing cell destruction from the shearing
force, Re was set to 200 to determine the impeller speed. The Impeller diameter will still be set to
1.52m as this is based on standard configuration of a tank.
𝑅𝑒 = 200 =
𝜌𝑠𝑙𝑢𝑟𝑟𝑦 ∗ 𝑛 ∗ 𝐷𝑎2
η 𝑠𝑙𝑢𝑟𝑟𝑦
=
1780.4 ∗ 𝑛/60𝑠𝑒𝑐 ∗ (1.52𝑚)2
0.0759𝑃𝑎𝑠
Impeller Speed (n) is therefore 2.22 rpm.
𝐹𝑟 =
𝐷𝑎 𝑛2
𝑔
=
(1.52) (
2.22
60𝑠𝑒𝑐
)2
9.81𝑚/𝑠2
= 0.00021
𝑣𝑡𝑖𝑝 = 15.7𝑛 = 15.7 (2.22𝑟𝑝𝑚) = 34.85 𝑓𝑡/𝑚𝑖𝑛
Using this new Reynold’s number on a charts found on page 48 in the textbook, the standard tank
condition is selected as it is believed to be the most likely scenario for industry scale. An unbaffled
tank vessel must be selected, but because of vortexing the Froude number will be used. 6-bladed
turbine is assumed. The power function (θ) was found to be approximately 3.8.
θ = 3.8 = Np =
𝑃
𝜌(𝑛/60)3 𝐷𝑎5
=
𝑃
1780.4(2.22/60)31.525
=
𝑃
0.732
P =2.78x10-3
kW
1 hP = horsepower = 0.746kW
Power (P) = 3.73x10-3 hP (for standard configuration)
14. 12
C. Centrifugation Operation
*Note: This section was completed before the fermentation volume and number of runs were finalized,
therefore some values may not match
Given information:
- Removes 70% of water during centrifugation and separates solids into 2 fractions:
cake (insoluble 20%v/v), thin stillage (10%v/v).
- MCcake = 3.3kg/kg of dry basis
- MCthin stillage = 5.6kg/kg of dry basis (containing particle diameter of 0.2mm). This
corresponds to 5% total solids in thin stillage.
- Particle Density for liquid (thin stillage) is ρp = 1200kg/m3
.
- Liquid Density is ρ = 1040kg/m3
.
- Liquid Viscosity is η = 1.0x10-3
Pas.
Goal is to determine the number of centrifuges needed to ensure a continuous production of
ethanol, which is to be controlled by the size of a single unit and its speed (i.e. all centrifuges must
have same parameters for each mixer). Some assumptions must first be considered, one of which
is the residence time is from t = 0 to t = tR, terminal settling velocity (vt) is reached when particles
move radially. Stoke’s Law must be satisfied.
𝑣𝑡 =
𝜔2
𝑟(ρ 𝑝 − 𝜌)𝐷 𝑝
2
18η
=
𝐹𝑐(ρ 𝑝 − 𝜌)𝐷 𝑝
2
𝑚18η
=
𝐹𝑐(1200 − 1040kg/m3
)0.00022
(
1,225,500𝑘𝑔
4
𝑚𝑖𝑥𝑒𝑟𝑠)18(1.0x10−3Pas)
= 1𝑥10−9
𝐹𝑐
An equation was found where Fc = kDn2
where k = 2π2
/g. (Majekodunmi 2015). Speed ranges for
industrial scale centrifuges are typically between ranges of 1500 – 3000rpm. For this case n value
will be set to 3000rpm.
Below is a link to TEMA Systems Inc. industrial centrifuge manufacturer which lists their
available sizes of centrifuges specializing in solid liquid separation. Assuming that industry scale
centrifuges are within the ranges listed, certain parameters will be taken from the link below such
as the length of the centrifuge (b) will equal to 3.2m and diameter of centrifuge (D) will be 1.4m.
http://www.tema.net/pdf/conturbex_cx2009.pdf
15. 13
𝐹𝑐 = (
2𝜋2
𝑔
) 𝐷𝑛2
= (
2𝜋2
9.81𝑚
𝑠2
) (1.4𝑚)(3000𝑟𝑝𝑚)2
= 25,353𝑘𝑁; 𝑛 𝑚𝑢𝑠𝑡 𝑏𝑒 𝑖𝑛 𝑟𝑝𝑚
𝑣𝑡 = 1𝑥10−9
𝐹𝑐 = 1𝑥10−9(7042.5) = 0.025𝑚/𝑠
Assuming that there will be at least 1 centrifuge after each mixer tank. V of slurry is 688.3m3
is
distributed among 4 mixers. The value b is the length of the centrifuge in meters. Assume A is
cross sectional area of the slurry being added to the centrifuge (not the cross sectional area of the
centrifuge which is πr2
, also assume that vt = v.
𝑉 = 172.075𝑚3
= 𝜋𝑏(𝑟2
2
− 𝑟1
2) = 𝑏𝐴
𝑞 = 𝑣𝐴 = 𝑣𝑡 𝐴 = 𝜋(𝑟2
2
− 𝑟1
2) 𝑣𝑡
𝑉
𝑞
= 𝑡 𝑅 =
𝑏𝐴
𝑣𝐴
=
𝑏
𝑣𝑡
=
3.2𝑚
0.025𝑚/𝑠
= 𝟏𝟐𝟖 𝒔𝒆𝒄
There will be at least 1 centrifuge able to run a volume of 172.075m3
of slurry after each mixer
operation.
D. Evaporation Operation
The solution which leaves the fermenter is first distilled to remove the ethanol and then centrifuged
to separate the remaining portion into water, insoluble cake fraction and thin stillage. Only the thin
stillage passes through the evaporator to be concentrated. Therefore, the first task is to determine
how much solution is left once the ethanol is removed, the second task involves determining how
much thin stillage enters the evaporator.
1) Determining the amount of solution remaining after distillation:
As previously discussed, a total of 1,164,200 kg of corn and 61,300 kg of wheat is used to produce
500,000 L, or 500 m3
, of ethanol. From this, the volume entering the centrifuge can be determined
as:
16. 14
𝑉𝑐𝑒𝑛𝑡𝑟𝑖𝑓𝑢𝑔𝑒 = 𝑉𝑡𝑜𝑡𝑎𝑙 − 𝑉𝑒𝑡ℎ𝑎𝑛𝑜𝑙 = 5159.1 𝑚3
− 500 𝑚3
= 4,659.1 𝑚3
Where: Vcentrifuge = volume entering the centrifuge (m3
)
Vtotal = Total volume leaving fermenter (m3
)
Vethanol = volume of ethanol produced (m3
)
2) Determining the amount of thin stillage entering the evaporator:
The centrifugation process removes 70% of the incoming volume as water, 20% of the incoming
volume as insoluble cake fraction and 10% of the incoming volume as thin stillage. Using this, the
amount of thin stillage passing through the evaporator can be calculated as:
𝑇ℎ𝑖𝑛 𝑆𝑡𝑖𝑙𝑙𝑎𝑔𝑒 𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 =
𝑉𝑡ℎ𝑖𝑛 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒
𝑉𝑐𝑒𝑛𝑡𝑟𝑖𝑓𝑢𝑔𝑒
∗ 100 = 10%
Where: Thin stillage percentage = the percentage of solution which is thin stillage, 10%
Vthin stillage = Volume of the thin stillage (m3
)
𝑉𝑡ℎ𝑖𝑛 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒 = 0.1 ∗ 𝑉𝑐𝑒𝑛𝑡𝑟𝑖𝑓𝑢𝑔𝑒 = 0.1 ∗ 4,659.1 𝑚3
= 465.9 𝑚3
Of the thin stillage, 5% is dry particles and 95% is liquid. Therefore, total density can be calculated
by:
𝜌𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒 = 0.95 ∗ 𝜌 𝑝𝑎𝑟𝑡𝑖𝑐𝑙𝑒 + 0.05 ∗ 𝜌𝑙𝑖𝑞𝑢𝑖𝑑 = 0.95 ∗ (1,200
𝑘𝑔
𝑚3
) + 0.05 ∗ (1,040
𝑘𝑔
𝑚3
) = 1,192
𝑘𝑔
𝑚3
Where: ρstillage = density of the thin stillage (kg/m3
)
ρparticle = particle density of the dry portion of the thin stillage (kg/m3
) – from handout
ρliquid = density of the liquid portion of the thin stillage (kg/m3
) – from handout
Therefore, the total mass of thin stillage, mstillage, entering the evaporator can be calculated as:
𝑚 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒 = 𝜌𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒 ∗ 𝑉𝑡ℎ𝑖𝑛 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒 = 1192
𝑘𝑔
𝑚3
∗ 465.9 𝑚3
= 555,353 𝑘𝑔 𝑡ℎ𝑖𝑛 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒
i) Determining the amount of steam needed to maintain continuous production of ethanol:
It is assumed that the evaporator is running the entire length of the 4 fermentation runs, including
filling and emptying, therefore evaporation will occur over a total of 256 hours. Which means, to
maintain a continuous production of ethanol the evaporator feed rate can be calculated as:
𝑚 𝑓 =
𝑚 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒
𝑡𝑜𝑡𝑎𝑙 𝑟𝑢𝑛 𝑡𝑖𝑚𝑒
=
555,353 𝑘𝑔
(256 ℎ𝑜𝑢𝑟𝑠) ∗ (3600
𝑠
ℎ
)
= 0.603
𝑘𝑔
𝑠
17. 15
Where: mf = incoming evaporator feed mass flow rate (kg/s)
mstillage = mass of thin stillage entering evaporator (kg)
total run time = total evaporator run time (hours)
Here are the known values for evaporation from the design handout:
𝑚 𝑓 = 0.603
𝑘𝑔
𝑠
, 𝑥𝑓 = 0.05, 𝑥 𝑝 = 0.30, 𝐶𝑝 𝑓 = 4.2
𝑘𝐽
𝑘𝑔 ∗ 𝐾
, 𝐶𝑝 𝑝 = 3.9
𝑘𝐽
𝑘𝑔 ∗ 𝐾
, 𝑇𝑓
= 25 °𝐶,
𝑝1 = 101.35 𝑘𝑃𝑎, 𝑈 = 2500
𝑊
𝑚2 ∗ 𝐾
= 2.5
𝑘𝑊
𝑚2 ∗ 𝐾
, 𝑇𝑟𝑒𝑓𝑒𝑟𝑒𝑛𝑐𝑒 = 𝑇0
= 0 °𝐶
Some other assumptions include that the incoming steam pressure is at 143.27 kPa, this way the
heat difference isn’t too large and won’t cook/burn the product, and that the product boils at 100°C
From the steam properties table, a pressure of 143.27 kPa gives:
𝑇𝑠 = 110 °𝐶
Also, since the head space is at p1 = atmospheric pressure = 101.35 kPa then:
𝑇1 = 100 °𝐶
Evaporator Calculations:
𝑚 𝑓 ∗ 𝑥𝑓 = 𝑚 𝑝 ∗ 𝑥 𝑝
𝑚 𝑝 = 𝑚 𝑓 ∗
𝑥𝑓
𝑥 𝑝
= 0.603
𝑘𝑔
𝑠
∗
0.05
0.30
= 0.1005
𝑘𝑔
𝑠
𝑚 𝑣 = 𝑚 𝑓 − 𝑚 𝑝 = 0.603
𝑘𝑔
𝑠
− 0.1005
𝑘𝑔
𝑠
= 0.5025
𝑘𝑔
𝑠
𝐻𝑓 = 𝐶𝑝 𝑓 ∗ (𝑇𝑓 − 𝑇0) = 4.2
𝑘𝐽
𝑘𝑔 ∗ 𝑘
∗ (25 °𝐶 − 0 °𝐶) = 105
𝑘𝐽
𝑘𝑔
𝐻 𝑝 = 𝐶𝑝 𝑝 ∗ (𝑇1 − 𝑇0) = 3.9
𝑘𝐽
𝑘𝑔 ∗ 𝑘
∗ (100 °𝐶 − 0 °𝐶) = 390
𝑘𝐽
𝑘𝑔
𝐻𝑣 = 𝐻𝑔@(100 °𝐶 − 0 °𝐶) = 2,676.1
𝑘𝐽
𝑘𝑔
Where: xf = feed solid concentration
mp = mass flow rate of concentrate leaving the evaporator (kg/s)
xp = concentrate solid concentration
mv = mass flow rate of vapor leaving the evaporator (kg/s)
Hf = enthalpy of feed (kJ/kg)
18. 16
Cpf = specific heat of feed (kJ/(kg*K))
Hp = enthalpy of concentrate (kJ/kg)
Cpp = specific heat of concentrate (kJ/(kg*K))
Hv = enthalpy of vapor (kJ/kg)
Hg = saturated vapor enthalpy (kJ/kg)
Tf = temperature of incoming feed (°C)
T1 = temperature of concentrate and vapor leaving the evaporator (°C)
T0 = reference temperature (°C)
The incoming steam quality is assumed to be 1.0 and the outgoing steam quality is assumed to be
0.0, therefore, the steam enthalpy can be calculated as:
𝐻𝑠 = 𝐻𝑔@143.27 𝑘𝑃𝑎 − 𝐻𝑓@143.27 𝑘𝑃𝑎 = 2,691.5
𝑘𝐽
𝑘𝑔
− 461.3
𝑘𝐽
𝑘𝑔
= 2,230.2
𝑘𝐽
𝑘𝑔
Where: Hs = enthalpy of steam (kJ/kg)
Hf = liquid state enthalpy (kJ/kg)
Using the following heat balance equation, the steam mass flow rate can be calculated:
𝑚 𝑓 ∗ 𝐻𝑓 + 𝑚 𝑠 ∗ 𝐻𝑠 = 𝑚 𝑝 ∗ 𝐻 𝑝 + 𝑚 𝑣 + 𝐻𝑣
Where: ms = steam mass flow rate (kg/s)
Therefore:
𝑚 𝑠 =
𝑚 𝑝 ∗ 𝐻 𝑝 + 𝑚 𝑣 ∗ 𝐻 𝑣 − 𝑚 𝑓 ∗ 𝐻𝑓
𝐻𝑠
=
0.1005
𝑘𝑔
𝑠 ∗ 390
𝑘𝐽
𝑘𝑔
+ 0.5025
𝑘𝑔
𝑠 ∗ 2,676.1
𝑘𝐽
𝑘𝑔
− 0.603
𝑘𝑔
𝑠 ∗ 105
𝑘𝐽
𝑘𝑔
2,230.2
𝑘𝐽
𝑘𝑔
= 𝟎. 𝟓𝟗𝟐
𝒌𝒈
𝒔
Since the evaporator would be running for 256 hours, the total amount of steam required would
be:
𝑚 𝑠𝑡𝑒𝑎𝑚 = 𝑚 𝑠 ∗ 𝑡 𝑟𝑢𝑛𝑛𝑛𝑖𝑛𝑔 = 0.592
𝑘𝑔
𝑠
∗ 256 ℎ𝑜𝑢𝑟𝑠 ∗ 3600
𝑠
ℎ
= 𝟓𝟒𝟓, 𝟓𝟖𝟕 𝒌𝒈 𝒐𝒇 𝒔𝒕𝒆𝒂𝒎
Therefore, to maintain a continuous production of ethanol a steam flow rate of 0.592 kg/s is
required over a span of 256 hours, this equals a total requirement of 545,587 kg of steam.
ii) Determining the size of the heat exchange area required:
To determine the size of the heat exchange area, the following energy balance equation will be
used:
19. 17
𝑞 = 𝑈 ∗ 𝐴 ∗ (𝑇𝑠 − 𝑇1) = 𝑚 𝑠 ∗ 𝐻𝑠
Where: q = energy rate (J/s or W)
U = overall heat transfer coefficient (W/(m2
*K)
A = heat exchange area (m2
)
Ts = steam temperature (°C)
𝐴 =
𝑚 𝑠 ∗ 𝐻𝑠
𝑈 ∗ (𝑇𝑠 − 𝑇1)
=
0.592
𝑘𝑔
𝑠
∗ 2,230.2
𝑘𝐽
𝑘𝑔
2.5
𝑘𝑊
𝑚2 ∗ 𝐾
∗ (110 °𝐶 − 100 °𝐶)
= 𝟓𝟐. 𝟖 𝒎 𝟐
Therefore, to maintain a continuous production of ethanol an evaporator with a heat exchange area
size of 52.8 m2
is required.
E. Drying Operation
Two fractions are blended together and passed through the dryer, these are the concentrated thin
stillage coming from the evaporator and the insoluble cake fraction from the centrifuge. The ensure
continuous ethanol production, the drying process will take pace over 256 hours and will be
described over the next several steps. First, the total mass of concentrated thin stillage must be
calculated:
𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐 = 𝑚 𝑝 ∗ 𝑡 = 0.1005
𝑘𝑔
𝑠
∗ 256 ℎ𝑜𝑢𝑟𝑠 ∗ 3600
𝑠
ℎ𝑜𝑢𝑟
= 92,621 𝑘𝑔 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑡𝑒𝑑 𝑡ℎ𝑖𝑛 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒
Where: mthin conc = mass of the concentrated thin stillage (kg)
mp = mass flow rate of the concentrated thin stillage (kg/s)
t = total running time (s)
Next, the moisture content of thin stillage needs to be calculated, the concentrated thin stillage has
70% liquid, assumed to be water, and 30% solids:
𝑀𝐶𝑡ℎ𝑖𝑛 =
𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐 𝐻2𝑂
𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐 𝑑𝑟𝑦
0.7 ∗ 𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐
0.3 ∗ 𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐
=
0.7 ∗ (92,621 𝑘𝑔)
0.3 ∗ (92,621 𝑘𝑔)
=
64,835 𝑘𝑔 𝐻2 𝑂
27,786 𝑘𝑔 𝑑𝑟𝑦
= 2.33
𝑘𝑔ℎ20
𝑘𝑔 𝑑𝑟𝑦
Where: MCthin = moisture content of the concentrated thin stillage (kg H2O/kg dry)
mthin conc H2O = mass flow rate of the concentrated thin stillage (kg/s)
mthin conc dry = mass flow rate of the concentrated thin stillage (kg/s)
Now, the total mass of insoluble cake fraction is calculated using pre-fermentation and post-
distillation mass balance:
20. 18
𝑚 𝑏𝑒𝑓𝑜𝑟𝑒 𝑓𝑒𝑟𝑚𝑒𝑛𝑡𝑎𝑡𝑖𝑜𝑛 = 𝑚 𝑎𝑓𝑡𝑒𝑟 𝑑𝑖𝑠𝑡𝑖𝑙𝑙𝑎𝑡𝑖𝑜𝑛
𝑚 𝑐𝑜𝑟𝑛 + 𝑚 𝑤ℎ𝑒𝑎𝑡 + 𝑚 𝐻2𝑂 𝑎𝑑𝑑𝑒𝑑 = 𝑚 𝑒𝑡ℎ𝑎𝑛𝑜𝑙 + 𝑚 𝐻2𝑂 𝑟𝑒𝑚𝑜𝑣𝑒𝑑 + 𝑚 𝑐𝑎𝑘𝑒 + 𝑚 𝑡ℎ𝑖𝑛
𝑚 𝑐𝑎𝑘𝑒 = 𝑚 𝑐𝑜𝑟𝑛 + 𝑚 𝑤ℎ𝑒𝑎𝑡 + 𝑚 𝐻2𝑂 𝑎𝑑𝑑𝑒𝑑 − 𝑚 𝐻2𝑂 𝑟𝑒𝑚𝑜𝑣𝑒𝑑 − 𝑚 𝑡ℎ𝑖𝑛 − 𝑚 𝑒𝑡ℎ𝑎𝑛𝑜𝑙
𝑚 𝑐𝑎𝑘𝑒 = 𝑚 𝑐𝑜𝑟𝑛 + 𝑚 𝑤ℎ𝑒𝑎𝑡 + 𝑚 𝐻2𝑂 𝑎𝑑𝑑𝑒𝑑 − 0.7 ∗ 𝑉𝑐𝑒𝑛𝑡𝑟𝑖𝑓𝑢𝑔𝑒 ∗ 𝜌 𝐻2𝑂 − 𝑚 𝑠𝑡𝑖𝑙𝑙𝑎𝑔𝑒 − 𝑉𝑒𝑡ℎ𝑎𝑛𝑜𝑙 ∗ 𝜌 𝑒𝑡ℎ𝑎𝑛𝑜𝑙
Where: mcorn = initial mass of corn (kg)
mwheat = initial mass of wheat (kg)
mH2O added = mass of H2O added to the fermenter (kg)
mcake = mass of insoluble cake fraction entering dryer (kg)
Vcentrifuge = volume entering centrifuge (m3
)
ρH2O = density of water (kg/m3
)
mstillage = mass of thin stillage in the centrifuge (kg)
Vethanol = volume of ethanol removed by distillation (m3
)
ρethanol = density of ethanol (kg/m3
) – from online data sheet
𝑚 𝑐𝑎𝑘𝑒 = 1,164,200 𝑘𝑔 + 61,300 𝑘𝑔 + 3,120,700 𝑘𝑔 − 0.7(4659.1𝑚3) ∗ (1000
𝑘𝑔
𝑚3
)
− 555,353 𝑘𝑔 − (500𝑚3) ∗ (790
𝑘𝑔
𝑚3
)
𝑚 𝑐𝑎𝑘𝑒 = 489,977 𝑘𝑔
The water content of the insoluble cake fraction can now be calculated by using the given moisture
content of 3.3 kg H2O/kg dry:
3.3
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦
=
𝑚 𝑐𝑎𝑘𝑒 ℎ20
𝑚 𝑐𝑎𝑘𝑒 − 𝑚 𝑐𝑎𝑘𝑒 ℎ20
=
𝑚 𝑐𝑎𝑘𝑒 ℎ20
489,977 𝑘𝑔 − 𝑚 𝑐𝑎𝑘𝑒 ℎ20
,
𝑚 𝑐𝑎𝑘𝑒 ℎ20 = 376,029 𝑘𝑔 𝐻2 𝑂
𝑚 𝑐𝑎𝑘𝑒 𝑑𝑟𝑦 = 𝑚 𝑐𝑎𝑘𝑒 − 𝑚 𝑐𝑎𝑘𝑒 ℎ20 = 489,977 𝑘𝑔 − 376,029 𝑘𝑔 = 113,948 𝑘𝑔 𝑑𝑟𝑦
Where: mcake H2O = mass of water in the cake fraction (kg)
mcake dry = mass of dry portion of cake fraction (kg)
1) Now that the cake and concentrated thin stillage components have been calculated the moisture
content of the blended product can be determined:
𝑚 𝐻2𝑂 = 𝑚 𝑐𝑎𝑘𝑒 𝐻2𝑂 + 𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐 𝐻2𝑂 = 376,029 𝑘𝑔 + 64,835 𝑘𝑔 = 440,864 𝑘𝑔 𝐻2 𝑂
𝑚 𝑑𝑟𝑦 = 𝑚 𝑐𝑎𝑘𝑒 𝑑𝑟𝑦 + 𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐 𝑑𝑟𝑦 = 113,948 𝑘𝑔 + 27,786 𝑘𝑔 = 141,734 𝑘𝑔 𝑑𝑟𝑦
𝑀𝐶𝑖𝑛 =
𝑚 𝐻2𝑂
𝑚 𝑑𝑟𝑦
=
440,864 𝑘𝑔
141,734 𝑘𝑔
= 𝟑. 𝟏𝟏
𝒌𝒈 𝑯 𝟐 𝑶
𝒌𝒈 𝒅𝒓𝒚
21. 19
Where: MCin = moisture content of product entering dryer (kg H2O/kg dry)
mH2O = mass of water entering the dryer (kg)
mdry = mass of dry product entering the dryer (kg)
2) Since the final product leaves the dryer at a moisture content, MCout, of 0.08 kg H2O/kg dry, the
amount of moisture removed during drying can be calculated as:
𝑀𝑜𝑖𝑠𝑡𝑢𝑟𝑒 𝑅𝑒𝑚𝑜𝑣𝑒𝑑 = 𝑀𝐶𝑖𝑛 − 𝑀𝐶 𝑜𝑢𝑡 = 3.11
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦
− 0.08
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦
= 𝟑. 𝟎𝟑
𝒌𝒈 𝑯 𝟐 𝑶
𝒌𝒈 𝒅𝒓𝒚
3) The specific humidity of the air entering the dryer, Hin, can be determined using the
psychrometric chart:
From psychrometric chart, the specific moisture of air entering at 20°C and 80% relative humidity
is:
𝑯𝒊𝒏 = 𝟎. 𝟎𝟏𝟏𝟗
𝒌𝒈 𝑯 𝟐 𝑶
𝒌𝒈 𝒅𝒓𝒚 𝒂𝒊𝒓
4) The specific humidity of the air leaving the dryer can be determined using the equation provided
in the project handout:
𝐻 𝑜𝑢𝑡 =
0.622 ∗ 𝑃𝑣
𝑃 − 𝑃𝑣
=
0.622 ∗ (26.1 𝑘𝑃𝑎)
101.35 𝑘𝑃𝑎 − 26.1 𝑘𝑃𝑎
= 𝟎. 𝟐𝟏𝟔
𝒌𝒈 𝑯 𝟐 𝑶
𝒌𝒈 𝒅𝒓𝒚 𝒂𝒊𝒓
Where: Hout = specific humidity of the air leaving the dryer (kg H2O/ kg dry air)
Pv = vapor partial pressure (kPa) – in this case 26.1 kPa
P = total pressure (kPa) – atmospheric pressure
5) The amount of specific humidity which can be removed by the dryer, Hremoved, is the difference
between Hout and Hin:
𝐻𝑟𝑒𝑚𝑜𝑣𝑒𝑑 = 𝐻 𝑜𝑢𝑡 − 𝐻𝑖𝑛 = 0.216
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
− 0.0119
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
= 𝟎. 𝟐𝟎𝟒𝟏
𝒌𝒈 𝑯 𝟐 𝑶
𝒌𝒈 𝒅𝒓𝒚 𝒂𝒊𝒓
6) The total amount of water to be removed, H2Oout, by the dryer can de determined as:
𝐻2 𝑂 𝑜𝑢𝑡 = 𝑀𝑜𝑖𝑠𝑡𝑢𝑟𝑒 𝑅𝑒𝑚𝑜𝑣𝑒𝑑 ∗ 𝑚 𝑑𝑟𝑦 = 3.03
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦
∗ 141,734 𝑘𝑔 𝑑𝑟𝑦
= 𝟒𝟐𝟗, 𝟒𝟓𝟒 𝒌𝒈 𝑯 𝟐 𝑶
At a density of 1000 kg/m3
this represents: 429.5 𝑚3
𝐻2 𝑂
7) The cross section of the rotary drum, A, can be determined using its diameter, D:
𝐴 = 𝜋 ∗
𝐷2
4
= 𝜋 ∗
(1.5 𝑚)2
4
= 𝟏. 𝟕𝟕 𝒎 𝟐
22. 20
8) The required dry air flow rate, G, can now be calculated, but first the amount of dry air required
must be calculated:
𝑚 𝑑𝑟𝑦 𝑎𝑖𝑟 =
𝑚 𝐻2𝑂
𝐻𝑟𝑒𝑚𝑜𝑣𝑒𝑑
=
440,864 𝑘𝑔 𝐻2 𝑂
0.2041
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
= 2,160,039 𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
Where: mdry air = mass of dry air required to properly dry the product (kg dry air)
Dividing the calculated amount of dry air required by the total run time provides the required dry
air flow rate, G:
𝐺 =
𝑚 𝑑𝑟𝑦 𝑎𝑖𝑟
𝑡𝑡𝑜𝑡𝑎𝑙
=
2,160,039 𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
256 ℎ𝑜𝑢𝑟𝑠
= 𝟖, 𝟒𝟑𝟖
𝒌𝒈 𝒅𝒓𝒚 𝒂𝒊𝒓
𝒉𝒐𝒖𝒓
9) The residence time, τ, in the rotary dryer should now be calculated, but first the dry product
flow rate, F, must be determined:
𝐹 =
𝑚 𝑑𝑟𝑦
𝑡𝑡𝑜𝑡𝑎𝑙
=
141,734 𝑘𝑔 𝑑𝑟𝑦
256 ℎ𝑜𝑢𝑟𝑠
= 553.6
𝑘𝑔 𝑑𝑟𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡
ℎ𝑜𝑢𝑟
To determine the dryer residence a drum rotation speed, rpm, is required. For this scenario, a speed
of 3 rpm has been chosen. This is a slow speed which should allow for consistent drying. The
residence time, τ, can now be calculated for concurrent flow:
𝜏 =
0.23 ∗ 𝐿
𝐷 ∗ 𝑛0.9 ∗ 𝑡𝑎𝑛𝛼
−
𝐿 ∗ 𝐺
102 ∗ √ 𝑑 𝑝 ∗ 𝐹
𝜏 =
0.23 ∗ (10 𝑚)
(1.5 𝑚) ∗ (3 𝑟𝑝𝑚)0.9 ∗ tan(1°)
−
(10 𝑚) ∗ 8,438
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
ℎ𝑜𝑢𝑟
102 ∗ √0.003 𝑚 ∗ 553.6
𝑘𝑔 𝑑𝑟𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡
ℎ𝑜𝑢𝑟
= 𝟒. 𝟖𝟓 𝒎𝒊𝒏𝒔
Where: τ = residence time (minutes)
L = length of dryer (m) – given as 10 m
D = diameter of dryer (m) – given as 1.5 m
n = speed of dryer rotation (rpm) – assumed to be 3 rpm
α = angle of dryer (degrees) – given as 1°
G = dry air flow rate (kg dry air/hour) – previously calculated
F = dry product flow rate (kg dry product/hour) – previously calculated
dp = equivalent diameter of spent grain particle – assumed to be 3mm from sample in lab
10) Finally, the volumetric load and hold up of product in the dryer can be calculated based on the
previously obtained data. The volumetric load will be calculated first:
23. 21
𝑉𝑝 = 𝑚 𝑝 ∗
𝜏
𝜌 𝑝
=
𝑚 𝑐𝑎𝑘𝑒 + 𝑚 𝑡ℎ𝑖𝑛 𝑐𝑜𝑛𝑐
𝑡𝑡𝑜𝑡𝑎𝑙
∗
𝜏
𝜌 𝑝
=
489,977 𝑘𝑔 + 92,621 𝑘𝑔
256 ℎ𝑜𝑢𝑟𝑠
∗
4.85 𝑚𝑖𝑛𝑢𝑡𝑒𝑠 ∗ (
ℎ𝑜𝑢𝑟
60 𝑚𝑖𝑛
)
1200 𝑘𝑔/𝑚3
𝑽 𝒑 = 𝟎. 𝟏𝟓𝟑 𝒎 𝟑
Where: Vp = volumetric load of product in dryer (m3
)
mp = mass flow rate of product (kg wet/hour)
ρp = particle density of product (kg/m3
) – given as 1200 kg/m3
The hold up of product in the dryer can now be calculated, but first the total drum volume, Vdrum,
is required:
𝑉𝑑𝑟𝑢𝑚 = 𝐴 ∗ 𝐿 = 1.77 𝑚2
∗ 10 𝑚 = 17.7 𝑚3
Finally, the product hold up, HU:
𝐻𝑈 =
𝑉𝑝
𝑉𝑑𝑟𝑢𝑚
=
0.153 𝑚3
17.7 𝑚3
= 𝟎. 𝟎𝟎𝟖𝟔
Now that the dryer steps have all been completed, the dryer requirements of drying air volumetric
flow rate and energy used by the drum dryer can be determined.
i) To begin, the volumetric flow rate will be determined by using the previously calculated dry air
flow rate using the following equation:
𝐺 =
𝑉𝑑𝑜𝑡 ∗ 𝜌
1 + 𝐻
Where: Vdot = drying air volumetric flow rate (m3
/s)
ρ = density of air at 550°C (kg/m3
) - found to be 0.4271 kg/m3
on engineering toolbox
H = specific humidity of air (kg H2O/ kg dry air) – calculated 0.0119 kg H2O/ kg dry air
Therefore:
𝑉𝑑𝑜𝑡 = 𝐺 ∗
1 + 𝐻
𝜌
= 8,438
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
ℎ𝑜𝑢𝑟
∗
1 + 0.0119
𝑘𝑔 𝐻2 𝑂
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
0.4271
𝑘𝑔
𝑚3
= 𝟏𝟗, 𝟗𝟗𝟐
𝒎 𝟑
𝒉
This volumetric flow rate can be converted to an air velocity, Vair, by dividing the drum cross
section area:
24. 22
𝑉𝑎𝑖𝑟 =
𝑉𝑑𝑜𝑡
𝐴
=
19,992
𝑚3
ℎ
∗
ℎ
3600𝑠
1.77𝑚2
= 𝟐. 𝟗
𝒎
𝒔
Therefore, to dry the spent grain produced in a continuous ethanol production system to the above
given conditions the required volumetric flow rate of the drying air would need to be 19,992 m3
/h
which converts to an air velocity of 2.9 m/s. Though it was suggested that the air velocity be in the
range of 1.5 to 2.5 m/s, the velocity of 2.9 m/s is close enough to this range to be acceptable.
ii) Finally, the energy required to by the drum dryer to dry the spent grain can be calculated by
using the following energy equation:
𝑄 = 𝐺 ∗ 𝐶𝑝 𝑎𝑖𝑟 ∗ (𝑇𝑖𝑛 − 𝑇𝑜𝑢𝑡)
Where: Q = Energy rate (J/s or W)
Cpair = specific heat of air (kJ/(kg*K)) – 1.105 kJ/(kg*K) at 550°C engineering toolbox
Tin = Temperature of incoming air (°C) – given to be 550°C
Tout = Temperature of outgoing air (°C) – given to be 120°C
Therefore:
𝑄 = 𝐺 ∗ 𝐶𝑝 𝑎𝑖𝑟 ∗ (𝑇𝑖𝑛 − 𝑇𝑜𝑢𝑡) = 8,438
𝑘𝑔 𝑑𝑟𝑦 𝑎𝑖𝑟
ℎ𝑜𝑢𝑟
∗ 1.105
𝑘𝐽
𝑘𝑔 ∗ 𝐾
∗ (550°𝐶 − 120°𝐶)
= 4,009,316
𝑘𝐽
ℎ𝑟
= 1114
𝑘𝐽
𝑠
= 1114 𝑘𝑊 = 𝟏. 𝟏𝟏𝟒 𝑴𝑾 = 𝟏. 𝟏𝟏𝟏𝟒
𝑴𝑱
𝒔
This value will now be converted to joules required over a 256 hour runtime:
𝐸𝑛𝑒𝑟𝑔𝑦 = 𝑄 ∗ 𝑡 = 1.114
𝑀𝐽
𝑠
∗ 256 ℎ𝑜𝑢𝑟𝑠 ∗ 3600
𝑠
ℎ
= 1,026,662 𝑀𝐽 = 𝟏𝟎𝟐𝟔. 𝟕 𝑮𝑱
Therefore, to dry the spent grain produced in a continuous ethanol production system to the above
given condition a total of 1.114 MW of power is required, over a 256 hour run time this translates
to 1026.7 GJ of energy required.
3 Conclusion
Large scale ethanol production is a complex and involved task, from a cost perspective, a time
perspective and an energy perspective. During the production of 500,000 litres of ethanol from a
95% corn and 5% wheat the fermentation process alone requires 256 hours to complete, this
includes four fermenter runs of 52 hours each and four emptying, cleaning and filling cycles of 12
hours each. To minimize down time the ethanol production line, all downstream processes are
designed to run concurrently with the fermentation process, but when a new production run is
25. 23
started there is some lag while the first batch undergoes fermentation and then passes through the
subsequent steps. Taking two of the longest processes into account, the evaporation and the drying,
adds a production lag equal to two complete fermentation runs, or 128 hours. The total ethanol
production time is now up to 384 hours, which comes out to 16 days. This production time doesn’t
consider other processes, such as distillation or centrifugation, neither does it factor any time losses
during the transition between processes or due to mechanical failure. A production time of at least
20 days is a safer assumption for the total production time of 500,000 litres of ethanol from a 95%
corn and 5% wheat blend.
The amount of material required to produce 500,000 litres of ethanol is quite substantial. Using a
95% corn and 5% wheat blend requires 1,164,200 kg of corn and 61,300 kg of wheat, a further
3,120,700 kg of water is also added to the fermenter to create adequate fermentation conditions.
Some enzymes and yeast are also required, but their mass is negligible compared to the other
components. This means that a total of 4,346,200 kg of matter is used in the production of the
ethanol. The 500,000 litres of produced ethanol only weighs about 395,000 kg, which means the
production of ethanol in the given condition requires approximately 11 times more initial matter
than amount of ethanol produced, this is a very large ratio. All this extra mass is taken up by the
production of by-products, such as 42,304 kg of glycerol, 4,127 kg of lactic acid, approximately
3,261,400 kg of water, 489,977 kg on insoluble cake fraction and 555,353 kg of thin stillage, as
well as some CO2. The thin stillage and cake fraction are further processed to produce distillers
dried grain.
The production of ethanol was also evaluated from a perspective of energy requirement, though
only the fermentation, mixing, and drying operations were examined. The fermentation process
creates an excess 414.8 gigajoules of heat energy, this heats needs to be dispersed to ensure a stable
fermentation and maximize the yield. The mixing operation requires 746 Watts of power, which
over the 208 hours of active fermentation corresponds to 559 megajoules of energy. The drying
process was determined to require 1.114 megawatts of power, which over a continuous operational
cycle of 256 hours corresponds to 1026.7 gigajoules of energy. Therefore, just these three
processes require 1442.1 gigajoules of energy, which doesn’t factor in any of the other processes,
nor any energy losses throughout the production. The actual energy requirement to produce
500,000 litres of ethanol from a 95% corn and 5% wheat mixture would be much higher than this
calculated amount.
To determine the design parameters of the ethanol production process several assumptions needed
to be made. In all these cases, assumptions were made which kept the process simple and which
could be supported which factual reasoning. These assumptions will be briefly listed and analysed.
The moisture content of the wheat was assumed to be 14.5% wet basis, which was found on
Ontario ministry of agriculture, food and rural affairs website. The initial fermenter volume and
final fermenter volume were assumed to be equal, this was chosen because it was unsure of
whether the produced CO2 was dispersed in the fermentation liquid or it escaped as gas, also the
density of the distillers spent grain would need to be calculated to determine the volume it
26. 24
occupies. Since these factors over-complicated the design they were omitted and the fermentation
volume was left constant. It was also assumed that the fermentation reaction was completely
successful, in other words all possible starch was converted to ethanol and its by-products, this
was also done to simplify the design, though in real life conditions these reactions are never 100%
perfect. For the mixing operation, the Reynold’s number was pre-set to 200, this number was
chosen since it would prevent vortexing in the fermenter and therefore baffles can be omitted.
Baffles were purposely omitted since they add cleaning complexities. By assuming the Reynold’s
number the speed of the impeller was determined. The centrifuge was assumed to be similar to a
standard industry scale centrifuge, this assumption provided the length and diameter of the
centrifuge, which was required in further calculations. During the operation process, the steam
used in the heat exchanger was assumed to have a pressure of 143.27kPa, which corresponds to a
temperature of 110°C, this temperature was chosen since is low enough to prevent burning of the
incoming feed. Finally, two assumptions were made for the drying process. The first assumption
was in regards to the equivalent diameter of the solid particles entering the dryer. The particles
were assumed to have a diameter of 3 mm, which is approximately the diameter of the distillers
spent grain provided in Dr. Cenkowski’s lab. The second dryer assumption involved the rotational
speed of the dryer. A speed of 3 rpm was chosen, this slow speed allows for consistent drying
conditions.
From all these factors, specific design parameters for the ethanol production were determined. The
mixing operation was found to require a 1.52 m diameter impeller with a power usage of 746
Watts. The centrifugation operation was found to be simplest if one centrifuge was available for
each fermenter, therefore, four centrifuges are required in this design. The evaporation process
requires a total of 545,587 kg of steam to properly concentrate the thin stillage, this heat exchange
occurs over a 52.8 m2
area. Lastly, the required volumetric airflow required during the drying of
the distillers spent grain was determined to be 19,992 m3
/h, this entire drying process requires
1026.7 gigajoules of energy. Throughout this design, simplifying assumption were made and
several processes were overlooked, which adds a level of uncertainty to the calculated parameters
of this ethanol production process design. That being said, this design is successful in
demonstrating the way in which each process affects the other processes, exposing the complexity
of the ethanol production process. For these reasons, this design could be used as a starting point
for designing an ethanol production process, but the steps should be reviewed by a qualified
professional and the calculations should be reworked as concrete decisions are made on assumed
values.
27. 25
4 References
Engineering Toolbox. 2016. Air Properties. http://www.engineeringtoolbox.com/air-properties-
d_156.html (2016/11/29).
Majekodunmi, S.O. 2015. A Review on Centrifugation in the Pharmaceutical Industry, American Journal
of Biomedical Engineering, 5(2): 67-78.
Ontario Ministry of Agriculture, Food and Rural Affairs. 2009. Cereal: Drying and Storing Wheat.
http://www.omafra.gov.on.ca/english/crops/pub811/4drying.htm (2016/11/29).