1.
For
our
Senior
Design
project,
we
designed
a
facility
to
produce
100
million
pounds
of
ethanol-‐amine
compounds
annually
at
99%
weight
purity
with
350
operaAng
days
per
year.
The
proposed
facility
produces
ethanol-‐amines
by
reacAng
ethylene
oxide
with
aqueous
ammonia
in
the
liquid
phase.
Ethanol-‐amines
are
mainly
used
as
acid
gas
absorbents
to
scrub
off
gases
like
hydrogen
sulfide
and
carbon
dioxide.
They
are
also
used
as
feedstock
for
detergents,
chemical
intermediates,
and
pharmaceuAcals.
Various
product
distribuAons
consisAng
of
different
amounts
of
mono-‐
ethanolamine,
di-‐ethanolamine,
and
tri-‐ethanolamine
were
explored
using
the
Aspen
Plus
V8.4
simulator.
This
analysis
focuses
on
maximizing
the
profit
of
an
ethanol-‐
amines
facility.
Introduc)on
Design
of
an
Ethanolamines
Produc)on
Facility
Student Team: Aaron Kirschen, Anais Flynn, Scott Torres, Vinh Tran
Project Managers: Professor Gregory Miller, Professor Nael El-Farra
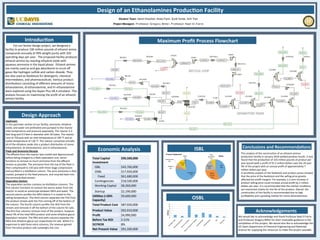
Maximum
Profit
Process
Flowchart
Upstream
In
the
upstream
secAon
of
our
facility,
ammonia,
ethylene
oxide,
and
water
are
preheated
and
pumped
to
the
reactor
inlet
temperature
and
pressure
separately.
The
reactor
is
4
feet
long
and
0.5
feet
in
diameter
with
50
tubes.
The
reactor
runs
at
750
psia
with
an
inlet
temperature
of
100
°F
and
an
outlet
temperature
of
136
°F.
The
reactor
converted
virtually
all
of
the
ethylene
oxide
into
a
product
distribuAon
of
mono-‐
ethanolamine,
di-‐ethanolamine,
and
tri-‐ethanolamine.
Flash
and
Ammonia
Recycle
The
effluent
from
the
reactor
was
cooled
and
depressurized
before
being
charged
to
a
flash
separaAon
unit,
which
funcAons
to
remove
as
much
ammonia
from
the
effluent
stream
as
possible.
The
ammonia
from
the
top
of
the
flash
is
then
compressed
to
150
psia
with
three
stage
compression
and
purified
in
a
disAllaAon
column.
The
pure
ammonia
is
then
cooled,
pumped
to
the
feed
pressure,
and
recycled
back
into
the
ammonia
feed
stream.
Separa)on
Sec)on
The
separaAon
secAon
contains
six
disAllaAon
columns.
The
first
column
funcAons
to
remove
the
excess
water
from
the
reactor
to
avoid
an
azeotrope
between
MEA
and
water.
The
second
column
purifies
the
MEA
before
it
is
cooled
to
the
selling
temperature.
The
third
column
separates
the
TEA
from
the
product
stream
with
the
TEA
coming
off
of
the
boYom
of
the
column.
The
fourth
column
purifies
the
DEA
from
the
stream
and
removes
it
off
the
boYom
of
the
column
for
sale.
The
first
four
columns
remove
most
of
the
product,
however
about
5%
of
the
total
MEA
product
and
some
ethylene
glycol
byproduct
remains.
The
fiZh
and
sixth
columns
separate
the
MEA
and
ethylene
glycol
out
respecAvely
for
sale.
While
it
is
expensive
to
add
these
extra
columns,
the
revenue
gained
from
the
extra
product
sale
outweighs
the
cost.
Economic
Analysis
OSBL
Acknowledgements
ISBL
Design
Approach
Conclusions
and
Recommenda)ons
We
would
like
to
acknowledge
and
thank
Professor
Nael
El-‐Farra
and
Professor
Gregory
Miller
for
their
invaluable
guidance
in
the
compleAon
of
this
project.
We
would
also
like
to
acknowledge
the
UC
Davis
Department
of
Chemical
Engineering
and
Materials
Science
for
supplying
the
resources
to
make
this
project
possible.
This
analysis
of
the
construcAon
of
an
ethanol-‐amines
producAon
facility
in
January
2018
yielded
posiAve
results.
It
was
found
that
the
producAon
of
103
million
pounds
of
product
per
year
would
yield
a
profit
of
91.5
million
dollars
over
the
20
year
life
of
the
project
with
an
annual
profit
of
approximately
7
million
dollars
per
year.
A
sensiAvity
analysis
of
the
feedstock
and
product
prices
showed
that
the
price
of
the
feedstock
and
the
selling
price
greatly
affected
the
profit
margins.
For
example,
a
2
cent
increase
in
product
selling
price
could
increase
annual
profit
by
2
million
dollars
per
year.
It
is
recommended
that
the
market
condiAons
are
monitored
closely
for
the
life
of
this
product.
Overall,
the
construcAon
of
this
facility
is
recommended
due
to
high
profitability
and
a
growing
market
for
mono-‐ethanolamines.
DisAllaAon
77%
Heaters
4%
Compressor
4%
Pumps
12%
Other
3%
Process
Equipment
HEX
42%
Reflux
Drums
31%
Reactor
20%
Flash
Separator
7%
Other
Total
Capital
Investment
$90,500,000
ISBL
$43,760,000
OSBL
$17,920,000
Fixed
$61,680,000
ConAngencies
$18,500,000
Working
Capital
$8,260,000
Startup
$2,190,000
U)li)es
(+20%
Capacity)
$9,600,000
Total
Product
Cost
$87,920,000
Product
Value
$92,910,000
Profit
$4,990,000
Before
Tax
ROI
5.51%
DCFROR
8%
Net
Present
Value
$91,500,000
0
2
4
6
8
10
12
Millions