Uneak White's Personal Brand Exploration Presentation
Gas Flow Chart
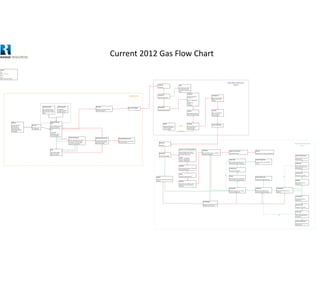
1. Current 2012 Gas Flow Chart
Legend
Gas
NGLs/ Condensate
Water
Glycol
Hot Oil
Gas, Condensate and Water
Mark West Compressor
Pig Receiver Tanks Station
Catches pig All liquids from separators
and slug catchers sent
here to be hauled away by
trucks
Compressor
Slug Catchers After Separator
Well Pad Site 1200 hp 3 stage Ariel
Allows for fluid dropout Compressor Separates any triethylene
glycol or other liquids
For each stage gas goes from gas
thru:
•Scrubber pot
•Throw
•Cooling Fan
Heated Glycol Bath 3 Phase Separator Gas Outlet Inlet Separator
Pig Launcher/ Pipeline
Used to heat liquids and Separates gas, Metered and sent along the Mark Separates liquids from gas
gas coming from wellhead condensate and water. West gathering system Gas Meter
Coalescer
before and after automatic 3 separate outlets.
choke Gets metered and then
Separates entrained fluids
sent to Mark West
from compression process
processing plant
GPU (Gas Processing
Wellhead
Unit) Reboiler Dehydrator
•Casing Wing Valves Flow Lines Pig Launcher/Pipeline
Pure Glycol
Used to separate gas from Keeps triethylene glycol at Removes water that may
•Primary Valves
•4” Schedule 160 water and condensate. 370-400°F and boils off be in the gas using
•Secondary Valves
•4” Schedule 80 Multiple GPUs per well any water in glycol triethylene glycol
•Tubing Wing Valves
pad.
•Smart Side (Telemetry)
•Flowing Side Water Saturated Glycol
The two main
components:
•Heated Glycol Bath
•3 Phase Separator
Heated Flash Separator VRU (Vapor Recovery Unit)
Water From One GPU EBU (Enclosed Burner Unit)
Receives condensate from all GPUs Compresses vapors off tanks
on site. Used to flash off any gas Burns off any excess vapors that the
and Heated Flash Separator
remaining in condensate. Water VRU cannot recover . Pig Receiver
Gas sent to one GPU
supply from only one GPU Mark West Processing
Catches pig Plant
Tanks Houston 1, 2, and 3 Processing Plants
De-Ethanizer Residue Gas Compression Sales Line
Stores condensate and Gas gets divided between these 3
plants depending on inlet flow rate Removes residue gas from C3+ (propane
water until truck haul . Slug Catchers Compressed to 700 psi Leaves plant with rating of 1135 BTU/Mscf
and capacity of each plant and heavier) components
Vapors sent to VRU.
Allows for fluid dropout Isobutane Storage Tanks
Capacity:
Houston 1: 60 MMscf/d Stores Isobutane on site until
Houston 2: 100 MMscf/d Product Tank Propane Storage Tanks hauled by truck
Houston 3: 200 MMscf/d
Stores liquid propane and is used to Stores propane on site until hauled
reflux back into the De-Propanizer by truck Product Tank
Dehydrator Stores liquid Isobutane and is
used to reflux back into the
Removes water that may be in the gas Condensing Fans De-Isobutanizer
using triethylene gylcol
Cools gas into liquid form
Condensing Fans
Cooler
Reflux
Cools gas into liquid form
Reflux
Cools gas to approximately 0°F Propane
Stabilizer Natural Gasoline Tanks
One product from De-Propanization
Flashes gas off of NGLs from the slug with a 98-99% pure propane rating Storage until hauled off by trucks
Isobutane
catchers Expander
Condensed and sent to
Gas expands from 900 psi to 270 psi. storage tanks
Necessary for most accurate fluid
distillation.
De-Propanizer De-Butanizer De-Isobutanizer
Removes propane from C4+ (butane Produces natural gasoline from Separates Normal Butane from
and heavier) components butane and heavier components Isobutane
Normal Butane
Condensed and sent to
storage tanks
Hot Oil Heaters
Heats the oil that will be used by
Condensing Fans
distillation towers to 470°F
Cools gas into liquid form
Product Tank
Reflux
Stores liquid N-Butane and is
used to reflux back into the
De-Butanizer
N-Butane Storage Tanks
Stores N-Butane on site until
hauled by truck
2. Legend
Well Pad Site Gas
Water
NGLs/ Condensate
Gas, Condensate, and
Water
Heated Glycol Bath
3 Phase Separator
Used to heat liquids
and gas coming from Separates gas,
wellhead before and condensate and water. Gas Outlet
after automatic choke 3 separate outlets. Pig Launcher/ Pipeline
Metered and sent
along the Mark Headed to Mark West
West gathering Compressor Station
system
Wellhead GPU (Gas Processing Unit)
•Casing Wing Valves Used to separate gas from
Flow Lines
•Primary Valves water and condensate.
•Secondary Valves Multiple GPUs per well pad.
•4” Schedule 160
•Tubing Wing Valves
•4” Schedule 80
•Smart Side The two main components:
(Telemetry) •Heated Glycol Bath
•Flowing Side •3 Phase Separator
Water From One
GPU Heated Flash Separator
VRU (Vapor Recovery
Receives condensate Unit) EBU (Enclosed Burner Unit)
from all GPUs on site.
Used to flash off any gas Compresses vapors off Burns off any excess vapors
remaining in tanks and Heated Flash that the VRU cannot recover
condensate. Water Separator .
supply from only one Gas sent to one GPU
GPU
Tanks
Stores condensate
and water until truck
haul .
Vapors sent to VRU.
3. Legend
Gas
Mark West Compressor Station Water
NGLs/ Condensate
Gas, Condensate, and
Water
Pig Receiver
Tanks
Catches pig from well pad
All liquids from separators
and slug catchers sent here to
be hauled away by trucks
Slug Catchers Compressor After Separator
Allows for fluid dropout 1200 hp 3 stage Ariel Compressor Separates any triethylene
glycol or other liquids from
For each stage gas goes thru: gas
•Scrubber pot
•Throw
•Cooling Fan
Inlet Separator
Separates liquids from gas
Gas Meter
Coalescer
Gets metered and then sent
Separates entrained fluids
to Mark West processing
from compression process
plant
Reboiler Dehydrator Pig Launcher/Pipeline
Pure Glycol
Keeps triethylene glycol at Removes water that may be Heads to Mark West
370-400°F and boils off any in the gas using triethylene Processing Plant
water in glycol glycol
Water Saturated Glycol
4. Pig Receiver Houston 1, 2, and 3 De-Ethanizer
Catches pig from Residue Gas
Processing Plants Removes residue gas Sales Line
compressor station Compression
Gas gets divided between from C3+ (propane Leaves plant with rating of
Compressed to 700
these 3 plants depending and heavier) 1135 BTU/Mscf
psi
on inlet flow rate and components
capacity of each plant
Slug Catchers
Allows for fluid Capacity:
dropout Houston 1: 60 MMscf/d Product Tank
Propane Storage
Houston 2: 100 MMscf/d Stores liquid
Tanks
Houston 3: 200 MMscf/d propane and is used
Stores propane on site
to reflux back into
until hauled by truck Isobutane Storage Tanks
the De-Propanizer
Stores Isobutane on site
until hauled by truck
Dehydrator
Removes water that Condensing Fans
may be in the gas using Cools gas into liquid
triethylene gylcol form Product Tank
Stores liquid Isobutane
and is used to reflux back
into the De-Isobutanizer
Stabilizer Propane
Reflux
Cooler One product from Natural Gasoline
Flashes gas off of
Cools gas to Tanks
Reflux
NGLs from the slug De-Propanization Condensing Fans
approximately 0°F with a 98-99% pure Storage until hauled
catchers Cools gas into liquid form
propane rating off by trucks
Isobutane
Expander Condensed and sent to
Gas expands from 900 De-Propanizer De-Butanizer storage tanks
psi to 270 psi. De-Isobutanizer
Removes propane Produces natural
Necessary for most + (butane Separates Normal
from C4 gasoline from butane
accurate fluid Butane from
and heavier) and heavier
distillation. Isobutane
components components Normal Butane
Condensed and sent to
storage tanks
Condensing Fans
Cools gas into liquid form
Hot Oil Heaters
Heats the oil that will be
used by distillation Product Tank
towers to 470°F Stores liquid N-Butane
Reflux and is used to reflux back
into the De-Butanizer
Legend
Gas N-Butane Storage Tanks
Water
NGLs/ Condensate Stores N-Butane on site
Gas, Condensate, and Water
Mark West Processing Plant until hauled by truck
Editor's Notes
Designed to Print first page only at 42” x 60”For printing subsets (slides 2-4) see _______Hyperlinks available on subsets for accompanying information slides