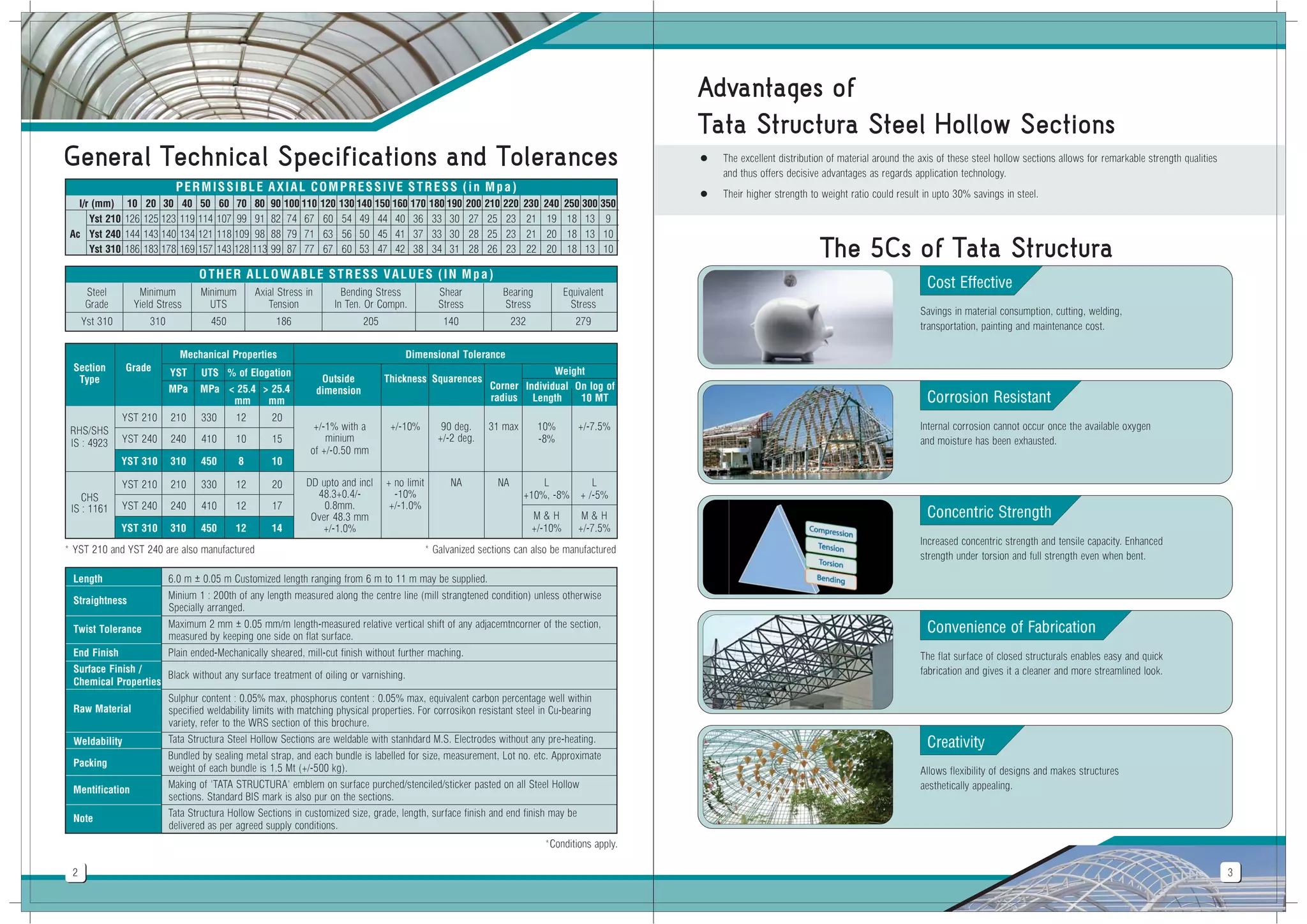
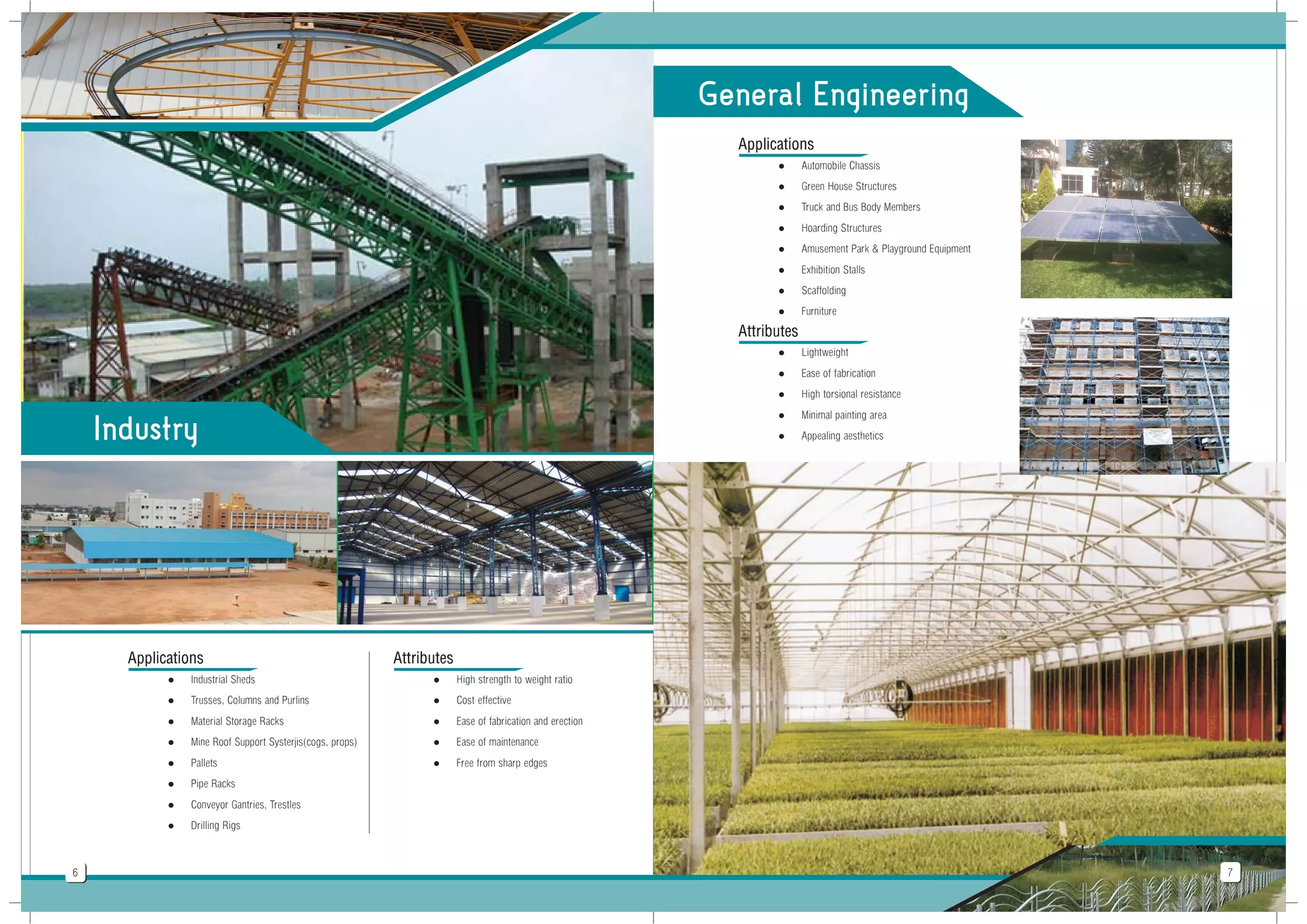
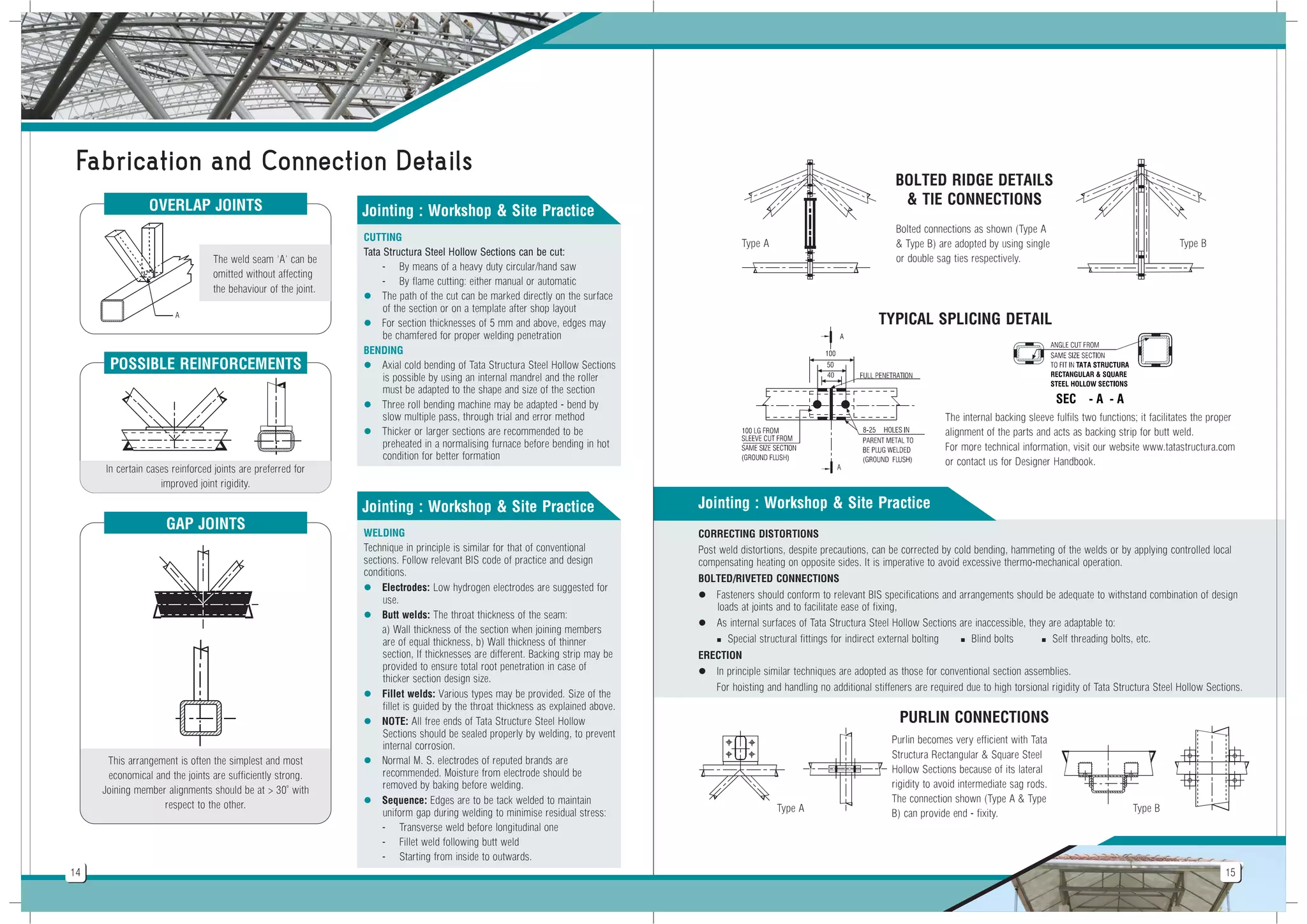
The document provides technical specifications and product information for Tata Structura steel hollow sections manufactured by Tata Steel Limited. It includes details about the manufacturing process, quality control procedures, general specifications and tolerances, advantages of the product, applications in various industries, and section properties for different hollow section profiles including square, rectangular, and circular sections. Tables with dimensional and mechanical properties are provided for steel grades YST 210, YST 240, and YST 310.