Download to read offline














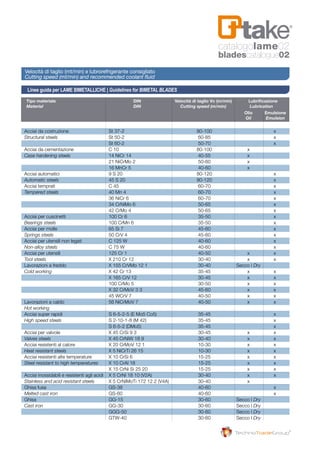
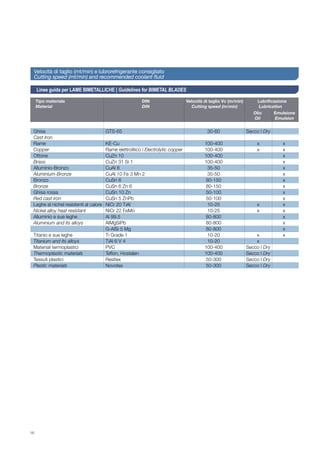
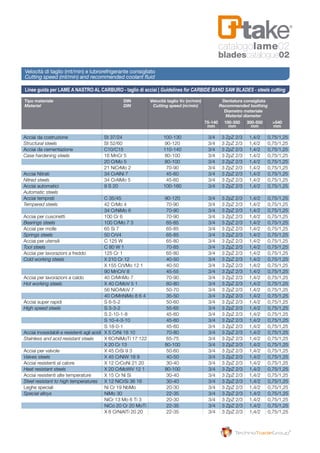
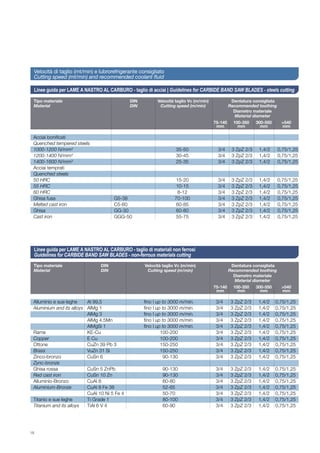

















































Il catalogo TT.AKE offre una selezione di prodotti professionali per il taglio, adatti a vari settori industriali, con l'obiettivo di soddisfare esigenze specifiche con soluzioni tecniche avanzate. Include informazioni dettagliate su diversi tipi di lame e accessori, fornendo guide per facilitare la scelta ottimale per gli operatori professionali. La filosofia commerciale di TT.AKE si basa su qualità elevata, prodotti esclusivamente europei e flessibilità operativa.



























