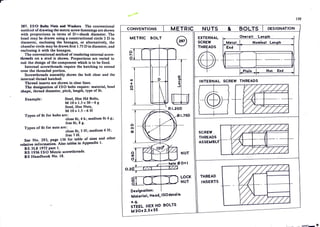
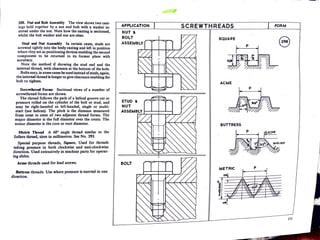
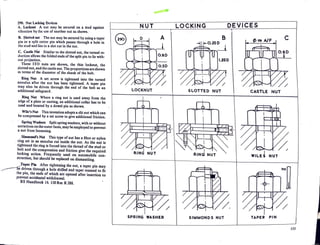
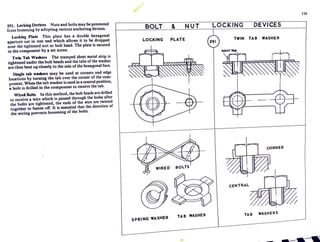
The document discusses various types of mechanical fastenings, including rivets, bolts, nuts, and machine screws, detailing their forms, proportions, and applications in engineering. It covers joint failures, methodologies for calculating stresses in riveted joints, and conventional designation for ISO screws and bolts. Additionally, it introduces locking devices for nuts and bolts, along with key types for securing shafts and wheels in mechanical assemblies.

![I
289. Machine Screws ISO machine screws take the
form shown in the diagrams. The proportions are given
in terms of the shank diameter.
Countersunk bead machine screws are used whena flush
finish is required on the outer surface. The head is either
slotted as shown, for use with a plain flat screwdriver or
recessed. A recessed head has a crossed closed slot're-
quiring the use of a Philips screwdriver.
Raised countersunk head screws give a small projection
of the head beyond the general surface.
Pao head screws require no countersinking and all the
head projects beyond the plate surface.
Cl!eese bead screws also give ahead projection beyond
the plate surface.
Square Head Set Screw is often used to fix collars,
gears and wheels to shafts, though the head can give·
imbalance~
Grub screws, slotted for screwdriver give a non-projec-
tion finish, and are useful for fixing collars, wheels, gib
strips.
Hexagon Socket screws have that shape recess in the
head, weakening the head less than the slot, and are
·tightened by the use of a hexagon socket key. This is a
piece of hexagonal sectioned rod with rightangled bend
to give torque.
Cap socket screws are the shape shown~ and are used
for securing covers and flanges which is counterbored to
take the caphead giving a 1lush finish.
COU11tersunk bead screws also have hexagonal sockets
for use with a key.
The ends ofmachine screws may be rolled, chamfcr~d,
radiuscd, ,coned, cup, w point, dog as suited to the special
purpose. h h
TabJes in Appendix I give the size A/F oft e exagon
socket relative to the head size of various socket.screws.
152
MACHINE SCREWS
COUNTERSUNK RAISED CSK PAN CHEESE e
20 20 20
1.75 D 1 1.75 D 0.'40 0.25D
1.60 ·i
r" .f ~0.25
0.25D-I 1.0-25D1 IJ_ I059._-<{ lo--0.25
J 0.3D
1
,1 I I 17 , . ~ - .7 r- I
I 0.6~
-'----- - - -
_.,,, ........,,...,. I'
VI 0 .ro IV I II 11 11 11
.:c
,
z
11 I I 11
l&J
D 11 I I 11 11 .J
SQ HP SET SCREW 1·1 GRUB SCREW
II CAP
SOCKET SCREWS
1.25D _1 SLOTTED I.SD
-1t: GRUB
I I I I
I I I I
~!> -}.7J
.&
o1 II o.;m 1 ~.2so II I
-R0:1SD11l']
rT'"' ~t_-_;;
I / 1.25D
SCREW
ENDS
D _11
45° II
IN
D-1
:t~
ROLLED
:c
t;
z
l&J
J
D
I II u y
CHAMFER
"
~, LV
z
l&J
_J
II u b ~up
RAOIUSED CONE
,_,,_... ·~-ti-'.""J~](https://image.slidesharecdn.com/conventions-240525204353-62a6a121/85/TECHNICAL-DRAWING-CONVENTIONS-LISTSS-pdf-7-320.jpg)





![ME 312 Mechanical Machine Design [Screws, Bolts, Nuts]](https://cdn.slidesharecdn.com/ss_thumbnails/me312-dsulec10-screws-170213050612-thumbnail.jpg?width=640&height=640&fit=bounds)









































