Download to read offline

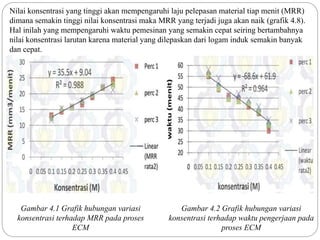


Studi eksperimental menunjukkan bahwa laju pelepasan material dan kecepatan proses pemesinan elektrokimia meningkat seiring kenaikan konsentrasi larutan elektrolit. Konsentrasi larutan berpengaruh terhadap tingkat korosi hingga unsur logam dapat terlepas dengan mudah. Hasil percobaan menunjukkan bahwa konsentrasi larutan optimal untuk memaksimalkan laju pelepasan material dan meminimalkan overcut serta tapering adalah 0,3 M









































