What are Defectsin Welding?
It is common in any type of manufacturing,
there can be deviations in the shape and
size of the metal structure.
3.
Different Types OfWelding Defects
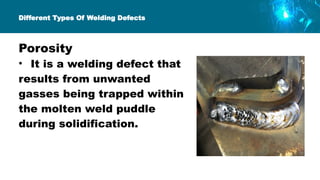
Porosity
• It is a welding defect that
results from unwanted
gasses being trapped within
the molten weld puddle
during solidification.
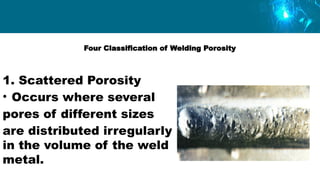
Four Classification ofWelding Porosity
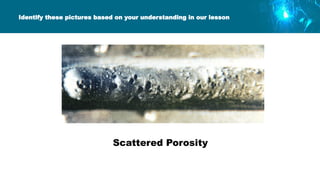
1. Scattered Porosity
• Occurs where several
pores of different sizes
are distributed irregularly
in the volume of the weld
metal.
7.
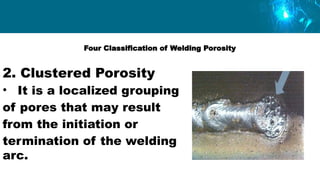
Four Classification ofWelding Porosity
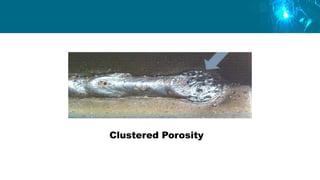
2. Clustered Porosity
• It is a localized grouping
of pores that may result
from the initiation or
termination of the welding
arc.
8.
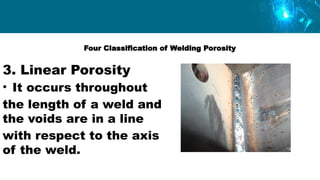
Four Classification ofWelding Porosity
3. Linear Porosity
• It occurs throughout
the length of a weld and
the voids are in a line
with respect to the axis
of the weld.
9.
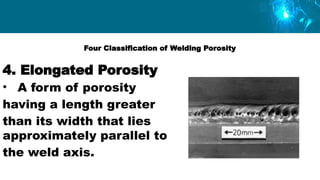
Four Classification ofWelding Porosity
4. Elongated Porosity
• A form of porosity
having a length greater
than its width that lies
approximately parallel to
the weld axis.
10.
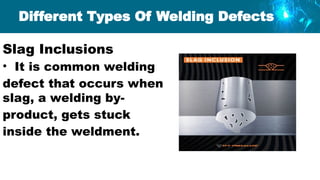
Slag Inclusions
• Itis common welding
defect that occurs when
slag, a welding by-
product, gets stuck
inside the weldment.
Different Types Of Welding Defects
11.
Causes
•Improper maintenance ofthe metal.
•Insoluble flux due to defective welding
electrode.
•Improper welding angle and travel rate of
welding rod.
12.
Remedies
•Make sure thatthe metal that we used has a
proper maintenance.
•Use accurate welding electrode to avoid any
casualties.
•Have a proper electrode angle travel
•rate
13.
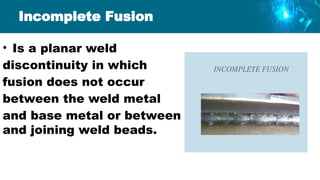
Incomplete Fusion
• Isa planar weld
discontinuity in which
fusion does not occur
between the weld metal
and base metal or between
and joining weld beads.
14.
Causes
• Improper manipulationof welding
electrode.
• Narrow welding groove.
Remedies
•Use accurate speed in manipulation of welding
electrode.
•Adjust welding groove.
15.
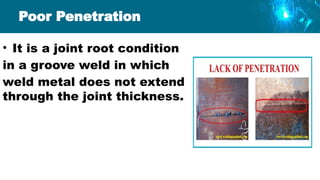
Poor Penetration
• Itis a joint root condition
in a groove weld in which
weld metal does not extend
through the joint thickness.
Remedies
•Avoid so muchspeed when working in a
welding process.
•Select size of electrode according to groove
size.
•Use enough current to obtain penetration and
weld slowly.
18.
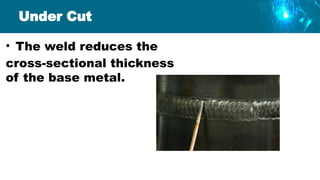
Under Cut
• Theweld reduces the
cross-sectional thickness
of the base metal.
19.
Causes
•Arc voltage isvery high.
•Using large electrode is also not advisable.
Remedies
•Reduce the arc length or lower the voltage.
•The diameter of the electrode should be
small.
20.
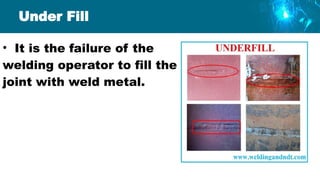
Under Fill
• Itis the failure of the
welding operator to fill the
joint with weld metal.
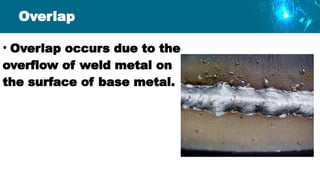
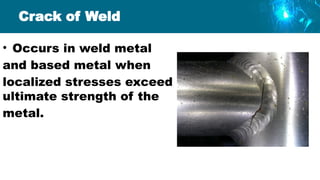
Crack of Weld
•Occurs in weld metal
and based metal when
localized stresses exceed
ultimate strength of the
metal.
25.
Two types ofCrack Weld
Hot Cracks
• Hot cracks occur during welding or soon
after the completion of welding process.
Cold Cracks
• Cold cracks occur after the solidification
of weld metal.
26.
Causes
•Poor ductility ofthe given base metal
•High concentration of residual stress
Remedies
•Using appropriate materials may decrease the
change of crack.
•Pre heating and Post heating to avoid rapid
cooling.
27.
Pre Heating
• Occurswhen heat is applied to the metal
prior to welding.
Post Heating
• Post heating in welding refers the heating
of the weldment after weld completion.
28.
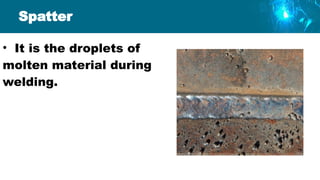
Spatter
• It isthe droplets of
molten material during
welding.
29.
Causes
• Too highcurrent
• Too long arc
Remedies
•Adjust current properly
•Adjust voltage