By.Aidil Zamri LAB-
CNC Politeknik Negeri Padang
NC/CNC (Numerical Control/Computer Numerical Control) :
Adalah istilah yang digunakan untuk menunjukkan bahwa suatu peralatan manufaktur; misalnya
mesin bubut, milling, dll dikontrol secara numerik berbasis komputer yang mampu membaca instruksi
kode . Mesin CNC dapat bekerja melalui pemograman yang dilakukan dan dikendalikan melalui
komputer.
Dengan mesin CNC, ketelitian suatu produk dapat dijamin hingga 1/1000 mm lebih.
Mesin CNC digunakan untuk pengerjaan produk masal dengan hasil yang sama persis dan waktu
permesinan yang cepat
Mesin perkakas CNC dilengkapi dengan bermacam alat potong yang dapat membuat benda kerja
secara presisi.
Dengan berkembangnya Mesin CNC, maka benda kerja yang rumit sekalipun dapat dibuat secara
mudah dalam jumlah yang banyak.
Mesin CNC dapat bekerja secara otomatis atau semi otomatis setelah diprogram terlebih dahulu
melalui komputer yang ada
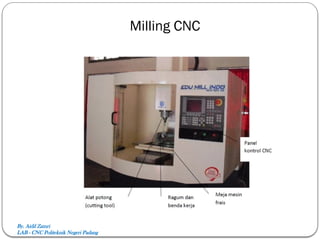
Pengenalan Mesin CNC
3.
Jenis Mesin CNC
By.Aidil Zamri LAB
- CNC Politeknik Negeri Padang
Di industri menengah dan besar, banyak dijumpai mesin CNC dalam mendukung proses produksi. Secara garis
besar, mesin CNC dibagi dalam 2 (dua) macam, yaitu :
1. Mesin bubut CNC
2. Mesin frais CNC
Setiap jenis mesin CNC mempunyai karakteristik tersendiri sesuai dengan pabrik pembuat nya.
Namun demikian secara garis besar cara mengoperasikan mesin CNC dapat dilakukan dengan dua macam cara,
yaitu :
Sistem Absolut
Sistem Incremental
1. SistemAbsolut
SistemAbsolut adalah suatu metode pemrograman dimana titik referensinya selalu tetap yaitu satu titik / tempat dijadikan referensi
untuk semua ukuran.
2. Sistem Inkrimental
Sedangkan sistem Incremental adalah suatu metode pemrograman di mana titik referensinya selalu berubah.
Pada system ini titik awal yang digunakan sebagai acuan adalah selalu berpindah sesuai dengan titik actual yang dinyatakan terakhir.
4.
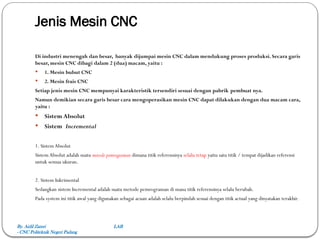
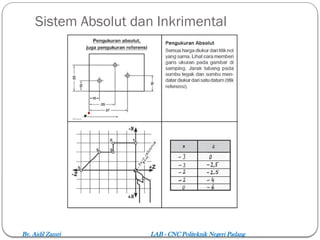
Sistem Absolut danInkrimental
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
Absolut
Inkrimental
5.
Sistem Absolut danInkrimental
By. Aidil Zamri LAB - CNC Politeknik Negeri Padang
Titik referensi
6.
Pemograman mesin CNCMilling
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
Titik A [5 , 8]
Titik B [-6 , 4]
Titik C [-9 , -2]
Titik D [3, -7]
Dari gambar :
7.
Pemogragman Absolut
By. AidilZamri
LAB - CNC Politeknik Negeri Padang
Didalam program mesin CNC sistem pemrograman ini lebih banyak digunakan dibanding sistem pemrograman dengan
inkremental. Dalam sistem pemrograman Absolut hanya mengacu pada satu titik referensi saja [ titik nolnya tidak berpindah-
pindah ]
Dari gambar :
8.
Pemogragman Inkrimental
By. AidilZamri
LAB - CNC Politeknik Negeri Padang
Pemrograman sistem inkremental titik referensinya [ titik nolnya ] selalu berpindah-pindah, dimana
gerakan itu berhenti, disitulah titik referensi untuk menghitung jarak untuk pergerakan berikutnya
[ Endpoint akan menjadi start point untuk start berikutnya ]
Dari gambar :
9.
Fungsi G danM
Gerakan ini tidak boleh dipergunakan untuk melakukan cutting / pemakanan terhadap benda kerja, sebab bisa
menyebabkan pisau atau alat potong patah. Didalam pemrograman gerakan G00 ini harus diperhatikan dengan cermat
agar gerakannya tidak menimbulkan tabrakan antara alat potong dan benda kerja atau alat bantu lainnya
G00
G00 : Gerakan cepat tanpa pemakanan / rapid [ gerakan
mesin ]
G00 X ….Y ….Z ….
10.
By.Aidil Zamri LAB-
CNC Politeknik Negeri Padang
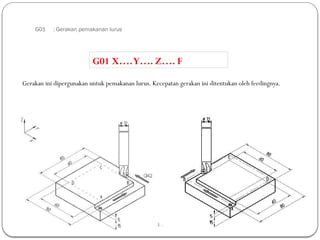
G01 : Gerakan pemakanan lurus
Gerakan ini dipergunakan untuk pemakanan lurus. Kecepatan gerakan ini ditentukan oleh feedingnya.
G01 X….Y…. Z…. F
11.
G02 : Gerakanmelingkar searah jarum jam
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
G02 X ....Y .... Z .... R .... F ... ; atau
G02 X .... Y .... Z .... I .... J .... K .... F ... ;
Gerakan ini dipergunakan untuk pemakanan melingkar yang searah jarum jam. Kecepatan gerakan inipun ditentukan oleh
feedingnya
X,Y,Z : Koordinat yang dituju
R : Radius [ Jarak antara start point ke center poit ]
I : Jarak antara start point menuju center point searah sumbu X
secara
Inkremental
J : Jarak antara start point menuju center point searah sumbuY
secara
Inkremental
K : Jarak antara start point menuju center point searah sumbu Z
secara Inkremental
F : Feeding [ kecepatan pemakanan / asutan / penyayatan ]
12.
G03 : Gerakanmelingkar berlawanan arah jarum jam
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
G03 X ....Y .... Z .... R .... F ... ; atau
G03 X .... Y .... Z .... I .... J .... K .... F ... ;
Gerakan ini dipergunakan untuk pemakanan melingkar yang searah jarum jam. Kecepatan gerakan inipun ditentukan oleh
feedingnya
X,Y,Z : Koordinat yang dituju
R : Radius [ Jarak antara start point ke center poit ]
I : Jarak antara start point menuju center point searah sumbu X
secara
Inkremental
J : Jarak antara start point menuju center point searah sumbuY
secara
Inkremental
K : Jarak antara start point menuju center point searah sumbu Z
secara Inkremental
F : Feeding [ kecepatan pemakanan / asutan / penyayatan ]
13.
Fungsi G
By. AidilZamri
LAB - CNC Politeknik Negeri Padang
G00 Rapid Move
G01 Linear Feed Move
G02 Clockwise Arc Feed Move
G03 Counter Clockwise Arc Feed Move
G04 Dwell
G20 program in Inch
G21 Program in Millimeter
G40 Cutter Compensation Cancel
G41 Cutter Compensation Left
G42 Cutter Compensation Right
G54 Workpiece Coordinate Sysatem 1
G55 Workpiece Coordinate Sysatem 2
G56 Workpiece Coordinate Sysatem 3
G57 Workpiece Coordinate Sysatem 4
G58 Workpiece Coordinate Sysatem 5
G59 Workpiece Coordinate Sysatem 6
14.
Daftar perintah Gpada mesin CNC
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
Fungsi G
G00 Gerakan cepat
G01 Interpolasi lurus
G02 Interpolasi melinqkar searah Jarum Jam
G03 Interpolasi melinqkar berlawanan arah jarum jam
G04 Lamanya tingqal diam.
G40 Kompensasi radius pisau hapus
G41 Kompensasi radius kiri
G42 Kompensasi Radius kanan
G45 Penambahan radius pirau
G46 Pengurangan radius pisau
G47 Penambahan radius pisau 2 kali
G48 Penguranqan radius pisau 2 kali
G73 Siklus pemutusanTatal
G74 Siklus penguliran (jalan kiri)
G81 Siklus pemboran tetap
G82 Siklus pemboran tetap dengan tinj diam
G83 Siklus pemboran tetap dengan pembuangantatal
G84 Siklus penquliran
G85 Siklus mereamer tetap
G89 Siklus mereamer tetap denqan tinqqal diam.
G90 Pemroqraman nilai absolut
G91 Pemroqraman nilai inkremental
G92 Penqqeseran titik referensi
Fungsi M
M00 Diam
M03 Spindel frais hidup.searahjarumjam
M05 Spindel frais mat!
M06 Penggeseran alat, radius pisau frais masuk
M17 Kembali ke program pokok
M30 Program berakhir

![Pemograman mesin CNC Milling
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
Titik A [5 , 8]
Titik B [-6 , 4]
Titik C [-9 , -2]
Titik D [3, -7]
Dari gambar :](https://image.slidesharecdn.com/1-pengenalanmesincncok-250225012908-56ed1132/85/PENGENALAN-MESIN-COMPUTER-NUMERIC-CONTROL-CNC-6-320.jpg)
![Pemogragman Absolut
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
Didalam program mesin CNC sistem pemrograman ini lebih banyak digunakan dibanding sistem pemrograman dengan
inkremental. Dalam sistem pemrograman Absolut hanya mengacu pada satu titik referensi saja [ titik nolnya tidak berpindah-
pindah ]
Dari gambar :](https://image.slidesharecdn.com/1-pengenalanmesincncok-250225012908-56ed1132/85/PENGENALAN-MESIN-COMPUTER-NUMERIC-CONTROL-CNC-7-320.jpg)
![Pemogragman Inkrimental
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
Pemrograman sistem inkremental titik referensinya [ titik nolnya ] selalu berpindah-pindah, dimana
gerakan itu berhenti, disitulah titik referensi untuk menghitung jarak untuk pergerakan berikutnya
[ Endpoint akan menjadi start point untuk start berikutnya ]
Dari gambar :](https://image.slidesharecdn.com/1-pengenalanmesincncok-250225012908-56ed1132/85/PENGENALAN-MESIN-COMPUTER-NUMERIC-CONTROL-CNC-8-320.jpg)
![Fungsi G dan M
Gerakan ini tidak boleh dipergunakan untuk melakukan cutting / pemakanan terhadap benda kerja, sebab bisa
menyebabkan pisau atau alat potong patah. Didalam pemrograman gerakan G00 ini harus diperhatikan dengan cermat
agar gerakannya tidak menimbulkan tabrakan antara alat potong dan benda kerja atau alat bantu lainnya
G00
G00 : Gerakan cepat tanpa pemakanan / rapid [ gerakan
mesin ]
G00 X ….Y ….Z ….](https://image.slidesharecdn.com/1-pengenalanmesincncok-250225012908-56ed1132/85/PENGENALAN-MESIN-COMPUTER-NUMERIC-CONTROL-CNC-9-320.jpg)
![G02 : Gerakan melingkar searah jarum jam
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
G02 X ....Y .... Z .... R .... F ... ; atau
G02 X .... Y .... Z .... I .... J .... K .... F ... ;
Gerakan ini dipergunakan untuk pemakanan melingkar yang searah jarum jam. Kecepatan gerakan inipun ditentukan oleh
feedingnya
X,Y,Z : Koordinat yang dituju
R : Radius [ Jarak antara start point ke center poit ]
I : Jarak antara start point menuju center point searah sumbu X
secara
Inkremental
J : Jarak antara start point menuju center point searah sumbuY
secara
Inkremental
K : Jarak antara start point menuju center point searah sumbu Z
secara Inkremental
F : Feeding [ kecepatan pemakanan / asutan / penyayatan ]](https://image.slidesharecdn.com/1-pengenalanmesincncok-250225012908-56ed1132/85/PENGENALAN-MESIN-COMPUTER-NUMERIC-CONTROL-CNC-11-320.jpg)
![G03 : Gerakan melingkar berlawanan arah jarum jam
By. Aidil Zamri
LAB - CNC Politeknik Negeri Padang
G03 X ....Y .... Z .... R .... F ... ; atau
G03 X .... Y .... Z .... I .... J .... K .... F ... ;
Gerakan ini dipergunakan untuk pemakanan melingkar yang searah jarum jam. Kecepatan gerakan inipun ditentukan oleh
feedingnya
X,Y,Z : Koordinat yang dituju
R : Radius [ Jarak antara start point ke center poit ]
I : Jarak antara start point menuju center point searah sumbu X
secara
Inkremental
J : Jarak antara start point menuju center point searah sumbuY
secara
Inkremental
K : Jarak antara start point menuju center point searah sumbu Z
secara Inkremental
F : Feeding [ kecepatan pemakanan / asutan / penyayatan ]](https://image.slidesharecdn.com/1-pengenalanmesincncok-250225012908-56ed1132/85/PENGENALAN-MESIN-COMPUTER-NUMERIC-CONTROL-CNC-12-320.jpg)



































![materi 4_P3K_Transformasi Digital [Rev] ok suyono[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/materi4p3ktransformasidigitalrevoksuyono1-250703023358-5d753cfd-thumbnail.jpg?width=640&height=640&fit=bounds)







