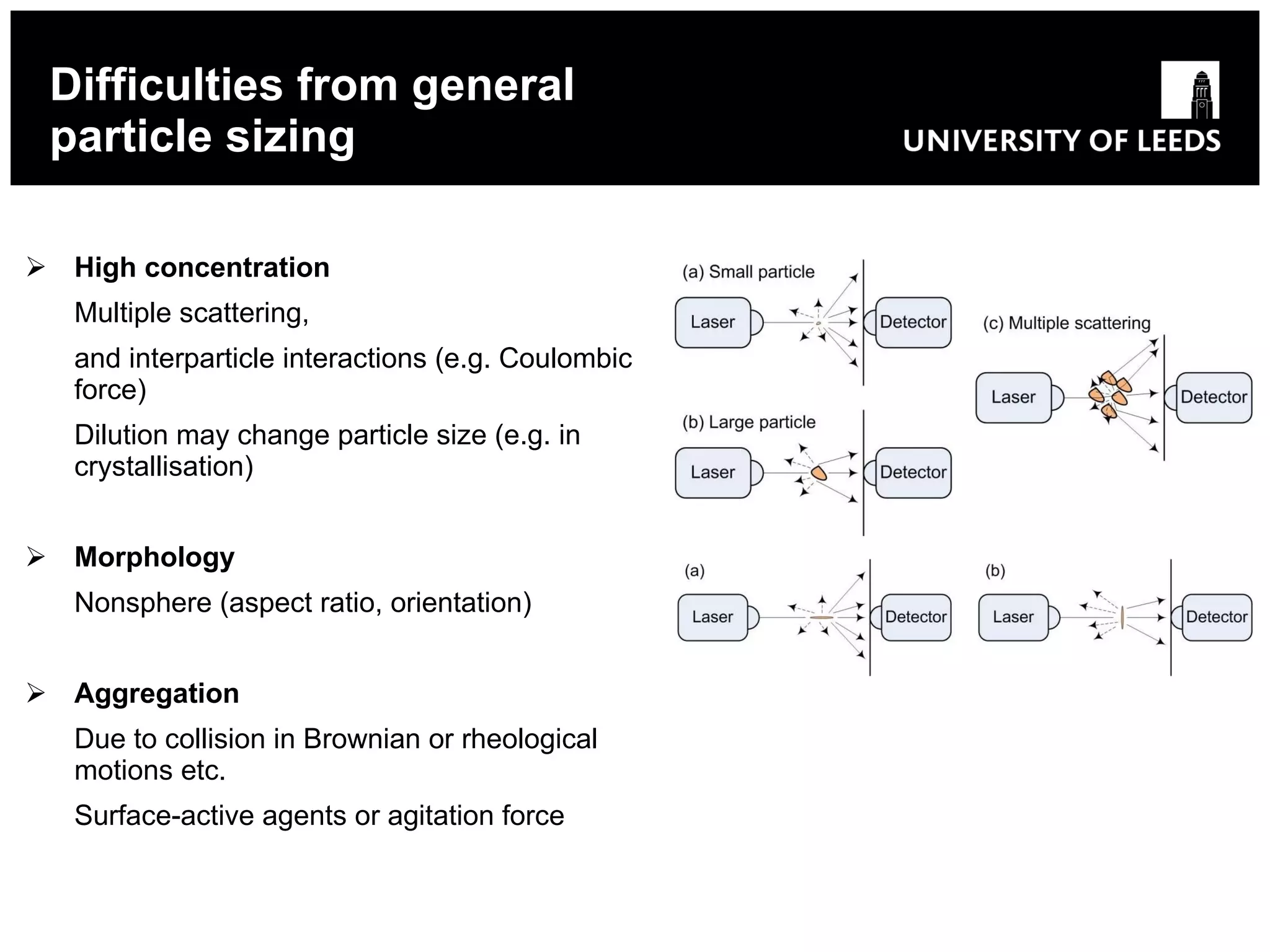
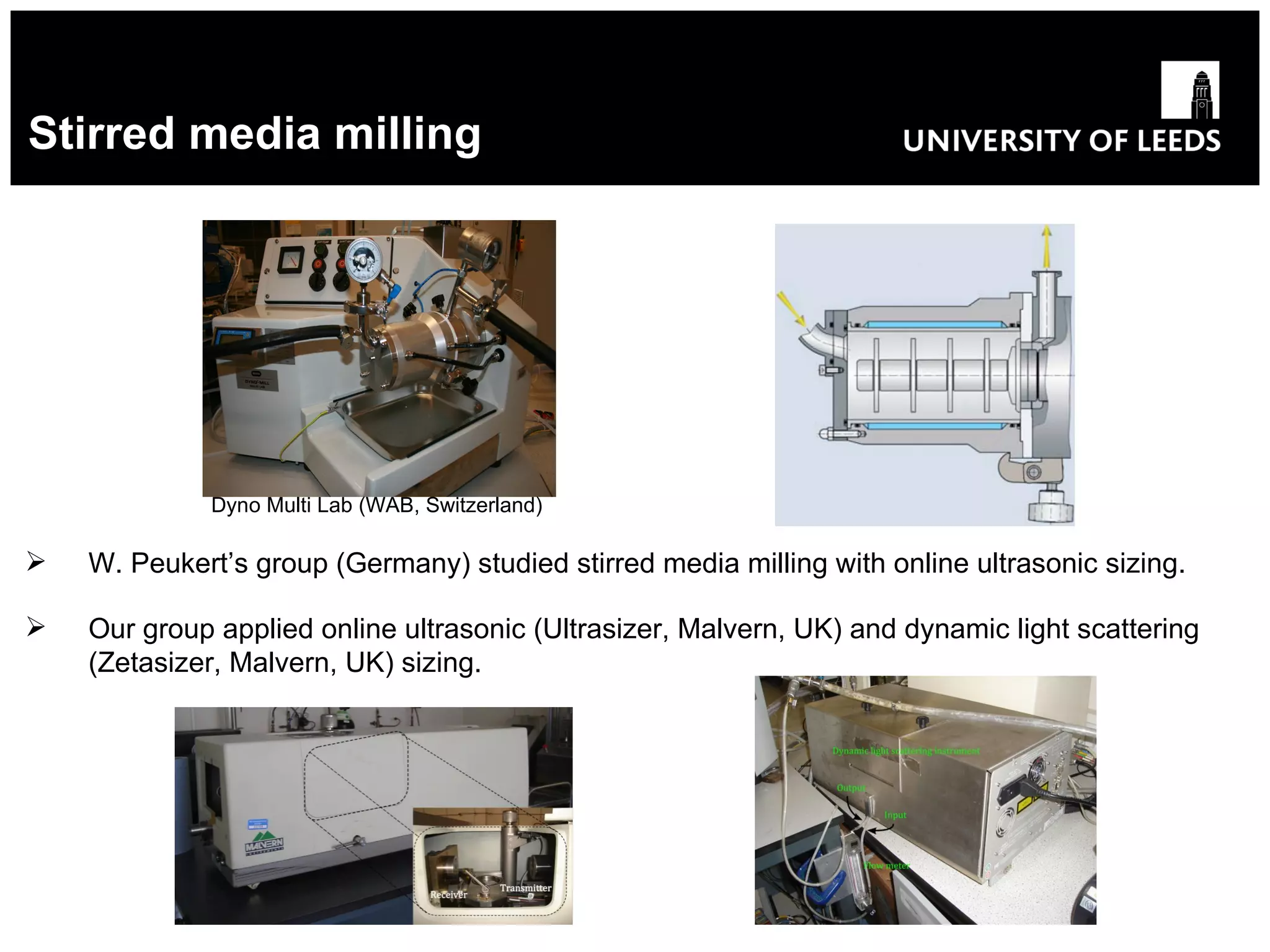

This document summarizes techniques for online particle sizing, especially for wet processes and nanoparticles. It discusses common sizing methods, challenges of online sizing like high concentration and morphology, and advances to address these difficulties. These include modeling approaches to account for multiple scattering, techniques to suppress scattering effects, and the use of chemometrics to model sizing results and process parameters from instrument data. Wet media milling for nanoparticle production is also briefly reviewed, outlining variables that influence particle size and strategies for efficient milling.