
More Related Content
More from ahmedmigi (9)
Old hvac boq
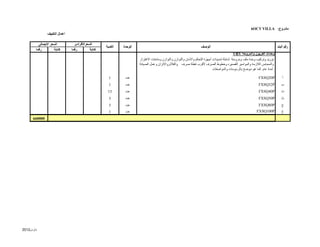
- 1. ﻣﺸﺮوع: 6OCT VILLA أﻋﻤﺎل اﻟﺘﻜﯿﯿﻒ اﻟﺴﻌﺮ اﻻﺟﻤﺎﻟﻰ اﻟﺴﻌﺮاﻻﻓﺮادى اﻟﻜﻤﯿﺔ اﻟﻮﺣﺪة اﻟﻮﺻﻒ رﻗﻢ اﻟﺒﻨﺪ رﻗﻤﺎ ﻛﺘﺎﺑﺔ رﻗﻤﺎ ﻛﺘﺎﺑﺔ وﺣﺪات اﻟﻔﺮﯾﻮن واﻟﻤﺮوﺣﺔ VRV ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ وﺣﺪة ﻣﻠﻒ وﻣﺮوﺣﺔ ﺷﺎﻣﻠﺔ ﺗﻤﺪﯾﺪات أﺟﮭﺰة اﻟﺘﺤﻜﻢ واﻻﻣﺎن واﻟﺘﻮازن واﻟﻨﻮازن وﻣﺎﻧﻌﺎت اﻻھﺘﺰاز واﻟﻤﺤﺎﺑﺲ اﻟﻼزﻣﮫ واﻟﻤﻮاﺳﯿﺮ اﻟﻘﺼﯿﺮه وﺧﻄﻮط اﻟﺼﺮف ﻷﻗﺮب ﻧﻘﻄﺔ ﺻﺮف .واﻟﻔﻼﺗﺮواﻻﺗﺰان وﻋﻤﻞ اﻟﺼﯿﺎﻧﺔ . ﻟﻤﺪة ﻋﺎم. ﻛﻤﺎ ھﻮ ﻣﻮﺿﺢ ﺑﺎﻟﺮﺳﻮﻣﺎت واﻟﻤﻮاﺻﻔﺎت 1 ﻋﺪد FXSQ20P أ 1 ﻋﺪد FXSQ32P ب 31 ﻋﺪد FXSQ40P ت 5 ﻋﺪد FXSQ50P ث 5 ﻋﺪد FXSQ80P ج 1 ﻋﺪد FXSQ100P ح 000066 ﻣﺎرس2102
- 2. ﻣﺸﺮوع: 6OCT VILLA أﻋﻤﺎل اﻟﺘﻜﯿﯿﻒ اﻟﺴﻌﺮ اﻻﺟﻤﺎﻟﻰ اﻟﺴﻌﺮاﻻﻓﺮادى اﻟﻜﻤﯿﺔ اﻟﻮﺣﺪة اﻟﻮﺻﻒ رﻗﻢ اﻟﺒﻨﺪ رﻗﻤﺎ ﻛﺘﺎﺑﺔ رﻗﻤﺎ ﻛﺘﺎﺑﺔ أﻋﻤﺎل ﻣﺠﺎري اﻟﮭﻮاء Sheet Metal Duct Work ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ ﺷﺒﻜﺔ ﻣﺠﺎري اﻟﮭﻮاء ﻣﻦ ﺻﺎج اﻟﻤﺠﻠﻔﻦ اﻟﻤﺼﻨﻊ ﻣﺸﺘﻤ ً ﻋﻠﻰ ﻛﻞ اﻟﻤﻠﺤﻘﺎت ﻣﻦ دﻧﺎﺑﺮ ووﺻﻼت ﻼ ﻣﺮﻧﺔ وأﺑﻮاب ﻛﺸﻒ و أﻧﻈﻤﺔ اﻟﺘﺤﺎﻣﯿﻞ وﻋﻼﻣﺎت ﺗﻌﺎرف وﻋﻮازل ﻟﻠﺼﻮت وﻣﻮاﻧﻊ اﻟﺘﺴﺮب واﻟﺒﻨﺪ ﯾﺸﻤﻞ اﻻﺧﺘﺒﺎرات واﻻﺗﺰان و ﻣﺠﺎري اﻟﮭﻮاء ﻣﻦ اﻟﺼﺎج اﻟﻤﺠﻠﻔﻦ و ﻣﺠﺎري اﻟﮭﻮاء ﻣﻦ اﻟﺼﺎج اﻷﺳﻮد 00462 22 002,1 ﻛﺠﻢ أﻟﻮاح اﻟﺼﺎج اﻟﺼﻠﺐ اﻟﻤﺠﻠﻔﻦ Galvanized steel sheet metal duct أ 00462 اﻟﻤﺮاوح Fan ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ ﺑﺠﻤﯿﻊ ﺗﺮﻛﯿﺒﺎﺗﮭﺎ اﻟﺪاﺧﻠﯿﺔ ﻛﻤﺎ ھﻮ ﻣﻮﺿﺢ ﺑﺎﻟﺮﺳﻮﻣﺎت واﻟﻤﻮاﺻﻔﺎت اﻟﻮﺣﺪة ﺳﺘﻜﻮن ﺷﺎﻣﻠﮫ ﻗﺎﻋﺪة ﻣﻦ اﻟﺼﻠﺐ ﺑﻌﻮازل اﻟﺬﺑﺬﺑﺔ و اﻟﻌﻮازل اﻟﺼﻮﺗﯿﺔ و ﺷﺒﻜﺔ ﻣﻌﺪﻧﯿﺔ و ﺑﻄﺎﻗﺎت ﺗﻌﺮﯾﻒ اﻟﻤﻮاد و ﺗﻮﺻﯿﻞ اﻟﻮﺣﺪة ﺑﺎﻷرﺿﻲ و ﺗﻮﺻﯿﻞ اﻟﻮﺣﺪة ﺑﻤﺠﺎري اﻟﮭﻮاء و اﻟﺒﻨﺪ ﯾﺸﻤﻞ ﻋﻠﻰ اﻻﺧﺘﺒﺎر واﻟﺘﺸﻐﯿﻞ واﻟﺼﯿﺎﻧﺔ ﻟﻤﺪة ﻋﺎم. 0044 002 22 ﻋﺪد )EX.F.-01(150CFM أ 0003 006 5 ﻋﺪد )EX.F.-02(400CFM ب 0047 اﻟﻌﺰل اﻟﺤﺮاري ﻟﻤﺠﺎري اﻟﮭﻮاء Duct Insulation ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ اﻟﻌﺰل اﻟﺤﺮاري ﻣﻦ اﻟﺼﻮف اﻟﺰﺟﺎﺟﻲ ﻛﺜﺎﻓﺔ 42ﻛﺠﻢ/م3 اﻟﻤﻐﻄﻲ ﺑﻐﻼف ﻣﻦ اﻷﻟﻮﻣﻨﯿﻮم اﻟﻤﺴﻠﺢ وذﻟﻚ ﻟﻌﺰل ﻣﺠﺎري اﻟﮭﻮاء اﻟﻤﻜﯿﻒ ﻣﺸﺘﻤ ً ﻋﻠﻰ ﺟﻤﯿﻊ اﻟﻤﻠﺤﻘﺎت ﻣﻦ ﻣﻮاد ﻻﺻﻘﺔ وﺗﻐﻠﯿﻒ وﻋﻼﻣﺎت ﻟﺘﻮﺿﯿﺢ اﺗﺠﺎه ﻼ ﺳﺮﯾﺎن اﻟﮭﻮاء ﻃﺒﻘً ﻟﻠﺮﺳﻮﻣﺎت واﻟﻤﻮاﺻﻔﺎت ﺎ ﻣﺎرس2102
- 3. ﻣﺸﺮوع: 6OCT VILLA أﻋﻤﺎل اﻟﺘﻜﯿﯿﻒ اﻟﺴﻌﺮ اﻻﺟﻤﺎﻟﻰ اﻟﺴﻌﺮاﻻﻓﺮادى اﻟﻜﻤﯿﺔ اﻟﻮﺣﺪة اﻟﻮﺻﻒ رﻗﻢ اﻟﺒﻨﺪ رﻗﻤﺎ ﻛﺘﺎﺑﺔ رﻗﻤﺎ ﻛﺘﺎﺑﺔ 3 3 04382 031 812 Fiber glass insulation density of 24kg/mﺑﺎﻟﻤﺘﺮ اﻟﻤﺮﺑﻊ ﻋﺰل ﺣﺮاري ﻣﻦ اﻟﺼﻮف اﻟﺰﺟﺎﺟﻲ ﻛﺜﺎﻓﺔ 42/ﻛﺠﻢ أ ﻣﺨﺎرج اﻟﮭﻮاء Grilles , Registers And Diffuser ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ ﻣﺨﺎرج اﻟﮭﻮاء ﻣﻦ اﻷﻟﻮﻣﻨﯿﻮم وﻣﺪھﻮﻧﺔ اﺳﺘﺎﺗﯿﻜﯿً ﺷﺎﻣﻠﺔ دﻧﺎﺑﺮ اﻟﺘﺤﻜﻢ وﻧﻈﺎم اﻟﺘﺤﻤﯿﻞ ﻃﺒﻘً ﻟﻠﺮﺳﻮﻣﺎت ﺎ ﺎ واﻟﻤﻮاﺻﻔﺎت ﻧﻮاﺷﺮ اﻟﺘﻐﺬﯾﺔ اﻟﺴﻘﻔﯿﺔ Supply Ceiling Diffusers 095 0 592 2 ﻋﺪد ﻧﺎﺷﺮ اﻟﺘﻐﺬﯾﺔ اﻟﺴﻘﻔﻲ "21 S.C.D 12" X أ 0 ﺷﺒﯿﻜﺔ ﺗﻐﺬﯾﺔ اﻟﮭﻮاء اﻟﺴﻘﻔﯿﺔ Supply Air Grille 0513 012 51 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 6S.A.G 24 X أ 0281 062 7 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 8 S.A.G 24 X ب 078 092 3 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 61S.A.G 24 X ت 083 083 1 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 02S.A.G 24 X ت 05153 ﻣﺨﺎرج اﻟﮭﻮاء Grilles , Registers And Diffuser ﺷﺒﯿﻜﺔ ﺳﺤﺐ اﻟﮭﻮاء Exhaust Air Grille 095 0 592 2 ﻋﺪد ﺷﺒﯿﻜﺔ ﺳﺤﺐ اﻟﮭﻮاء "21 R.A.G 12" X أ 0 0 ﺷﺒﯿﻜﺔ ﺗﻐﺬﯾﺔ اﻟﮭﻮاء اﻟﺴﻘﻔﯿﺔ Return Air Grille 0513 012 51 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 6R.A.G 24 X أ 0281 062 7 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 8 R.A.G 24 X ب 078 092 3 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 61R.A.G 24 X ت 083 083 1 ﻋﺪد ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 02R.A.G 24 X ت ﻣﺎرس2102
- 4. ﻣﺸﺮوع: 6OCT VILLA أﻋﻤﺎل اﻟﺘﻜﯿﯿﻒ اﻟﺴﻌﺮ اﻻﺟﻤﺎﻟﻰ اﻟﺴﻌﺮاﻻﻓﺮادى اﻟﻜﻤﯿﺔ اﻟﻮﺣﺪة اﻟﻮﺻﻒ رﻗﻢ اﻟﺒﻨﺪ رﻗﻤﺎ ﻛﺘﺎﺑﺔ رﻗﻤﺎ ﻛﺘﺎﺑﺔ ﺷﺒﯿﻜﺔ ھﻮاء اﻟﺘﻐﺬﯾﺔ 02S.A.G 24 X أﻋﻤﺎل ﻣﻮاﺳﯿﺮ اﻟﻔﺮﯾﻮن Piping Work ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ ﺷﺒﻜﺔ اﻟﻤﯿﺎه اﻟﻤﺜﻠﺠﺔ ﻣﻦ اﻟﺼﻠﺐ اﻷﺳﻮد اﻟﻐﯿﺮ ﻣﻠﺤﻮم ﻃﻮﻟﯿﺎ ﻛﺎﻣﻠﺔ ﺑﺎﻟﻮﺻﻼت واﻟﻔﻠﻨﺸﺎت واﻟﻌﻼﻣﺎت اﻹرﺷﺎدﯾﺔ وﻣﻮاﻧﻊ اﻟﺘﺴﺮﯾﺐ ووﺻﻼت اﻟﺘﻤﺪد واﻟﺘﺤﺎﻣﯿﻞ ﺑﻤﺸﺘﻤﻼﺗﮭﺎ واﻟﺒﻨﺪ ﯾﺸﻤﻞ ﻣﻌﺎﻟﺠﺔ اﻟﻤﻮاﺳﯿﺮ واﻟﺘﻘﻄﯿﻊ واﻟﻠﺤﺎم ﻃﺒﻘﺎ ﻟﻠﻤﻮرد واﻟﺪھﺎﻧﺎت واﻻﺧﺘﺒﺎرات ﻃﺒﻘً ﻟﻠﺮﺳﻮﻣﺎت واﻟﻤﻮاﺻﻔﺎت ﺎ 0186 أﻋﻤﺎل اﻟﺼﺮف اﻟﺨﺎﺻﺔ ﺑﻤﻌﺪات ﺗﻜﯿﯿﻒ اﻟﮭﻮاء Drainage ﺗﻮرﯾﺪ وﺗﺮﻛﯿﺐ ﺷﺒﻜﺔ ﻣﻦ ﻣﻮاﺳﯿﺮ PVCاﻟﻼزﻣﺔ ﻷﻋﻤﺎل ﺻﺮف اﻟﻤﯿﺎه اﻟﻤﻜﺜﻔﺔ ﻣﻦ ﻣﻌﺪات ﺗﻜﯿﯿﻒ اﻟﮭﻮاء ﺷﺎﻣﻠﺔ ﺻﺤﻰ اﻟﻮﺻﻼت و اﻟﻌﻼﻣﺎت اﻹرﺷﺎدﯾﺔ واﻟﻌﺰل اﻟﺨﺎرﺟﻲ وﺟﻤﯿﻊ اﻟﻤﺸﺘﻤﻼت ﻃﺒﻘً ﻟﻠﺮﺳﻮﻣﺎت واﻟﻤﻮاﺻﻔﺎت ﺎ Testing and Balancing ﻋﻤﻞ ﺿﺒﻂ واﺗﺰان وﻗﯿﺎﺳﺎت ﻷﻋﻤﺎل ﺗﻜﯿﯿﻒ اﻟﮭﻮاء ﻋﻦ ﻃﺮﯾﻖ ﺟﮭﮫ ﻣﻨﻔﺼﻠﺔ ﻣﺘﺨﺼﺼﺔ ﻣﺸﺘﻤﻠﺔ ﻋﻠﻰ اﻟﻌﻤﺎﻟﺔ ﻃﺒﻘﺎ ﻟﻠﻤﻮرد اﻟﻤﻄﻠﻮﺑﺔ واﺟﮭﺰة ﻗﯿﺎس وﺿﺒﻂ ﻣﻌﺎﯾﯿﺮ اﻟﻼزﻣﺔ ﻷداء اﻷﻋﻤﺎل ﻃﺒﻘً ﻟﻠﺮﺳﻮﻣﺎت واﻟﻤﻮاﺻﻔﺎت ﺎ 067537 ﺑﺎﻟﺠﻨﯿﮫ اﻟﻤﺼﺮى ﻣﺎرس2102