History Class XII Ch. 3 Kinship, Caste and Class (1).pptx
LIST OF ANNEXURES
1. List of Annexures
Annex. No. Annex. Description
1 Permission letter from Ministry of Commerce & Industry, New Delhi
2 Site Plan of the land
3 Layout Plan of the project site
4 (1) Flow Chart for manufacture of SSP / GSSP
4(2) Flow Chart for manufacture of Sulphuric Acid
4(3) Flow Chart for Captive Power Plant
5 List of Plant & Machinery
6 Material Balance
7 Water Balance
8 Fluorine Balance
9 MSDS for Hazardous chemicals in use
10 Details of proposed pollution control measures
11 Treatment of domestic waste
12 Reuse of liquid effluent
13 Risk analysis
14 Environment Management Plan
7. ANNEXURE 4 (1)
MANUFACTURING PROCESSES FOR SSP, GSSP AND SULPHURIC ACID
FLOW CHART FOR SSP/GSSP PRODUCTION PROCESS
8. ANNEXURE 4 (2)
FLOW CHART FOR SULPHURIC ACID PRODUCTION PROCESS
Caustic
Scrubber
Stack To
Atmosphere
Soft Water
Mist
Candle
IPAT Economiser
1st
Converter
3rd
Bed
HHE (T) Converter
2nd
Bed
AP Tank 98.4% Conc.
Sulphuric Acid
CHE (S)
2 nd
CHE (S)
1st
HHE (S) Converter
IV Bed
CHE
(T) 2ND
SSP for Captive
Consumption
FAT Candle
Filter
Sulphuric Acid
Storage Tanks (NF)
Sulphuric Acid
Storage Tanks (F)
SALE
FAT
Sulphur Sulphur
(NF) (F)
Molten Molten
Sulphur Sulphur
(NF) (F)
Saturated Steam
Condensate to
Boiler Feed Water
Sulphur
Burner
Boiler I Super Heater Hot Gas Filter Converter 1st
Bed Boiler II
Super Heated Steam Captive Power Plant
Steam Turbine Captive
Power Generation &
Supply to SAP.
Drying
Tower
Air Blower
Economizer
IInd
CHE
(T)
1ST
Oleum
Tower
Oleum
Process Tank
Oleum
Storage
Tank
Sale
NF = Non Fertilizer
F = Fertilizer
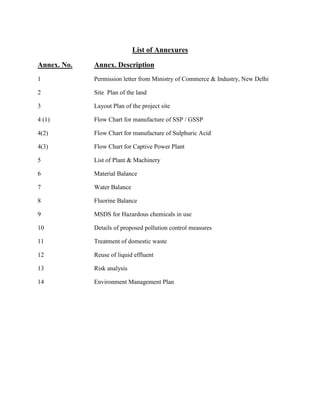
9. ANNEXURE 4 (3)
FLOW CHART FOR CAPTIVE POWER PLANT
The captive power plant is based on the steam generated in Sulphuric Acid as a bye product. The fully condensing Steam Turbo generating set is proposed. No fu
raw materials are used and hence there is no emissions / effluent from this captive power plant. The blow down of Cooling Tower is recycled to SSP lagoon f
using in SSP process.
Cool Hot
Water Water
Superheated steam
from Sulphuric
Acid Plant.
Fully Condensing
Steam Turbo
Generating set
5MW..
Power
Generation.
Condenser Condensate to
Boiler feed water
Tank.
Cooling Tower Blow down water
to SSP Process.
10. ANNEXURE 5
List of Plant and Machinery
(A) SSP Fertilizer Plant
S. No. Equipment Quantity
1 EOT Crane 7.5 MT capacity 2 Nos.
2 Rock Feed Hopper 1 No
3 Feed Bell Conveyor 1 No
4 Ball Mill for Rock grinding 1 No
5 Hot air Generator 1 No
6 Grit Seperator / cyclones 1 set
7 D.C. Bags 1 set
8 Ground Rock hopper 1 No
9 Screw conveyer 1 No
10 Ground Rock Bucket Elevater 1 No
11 Mass flow hopper 1 No
12 Belt weigher 1 No
13 Screw conveyer 1 No
14 Mixer 1 No
15 Den 1 No
16 Scrubber 1 No
17 scrubbing fan 1 No
18 scrubbing pumps 6 Nos
19 Sulphuric Acid pump 1No
20 Raw Water Pump 1No
21 Sulphuric Acid Storage Tanks 2Nos
22 Raw Water Storage Tank 1 No
23 Fo Storage Tank 1No
11. 24 Lagoon 1No
25 powder packing RM hopper 1 No
26 Feed Belt 1 No
27 Bucket Elevator 1 No
28 Vibrating Screen 1 No
29 Crusher 1 No
30 Powder hopper 1 No
31 Stiching m/c 1 No
32 Slat Conveyor 1 No
33 Weighing Machinery 1 No
34 Portable Tank Loader 1 No
35 Stack 30 Meter high 1No
(B) Granulated SSP Fertilizer Plant
1 Feed Hopper 1No
2 Feed Belt 1No
3 Recycle Belt 1No
4 Bucket Elevator 1No
5 Granulator Drum 1No
6 Dryer Drum 1No
7 Hot Air Generator 1No
8 Dryer to cooler belt 1No
9 Cooler Drum 1No
10 Raw Material Pump 1No
11 FO Storage Tank 1No
12 Cooler to Bucket Elevator Belt 1No
13 Cyclones Dryer / Cooler 1No
14 Multiclones Dryer / Cooler 1No
12. 15 Stack 30 Meter high 1No
16 Bucket Elevator 1No
17 Vibrating Screens oversize & under size 1 Set
18 Chain Mill 2 Nos
19 Product belt 1No
20 Product Hopper 1No
21 Weighing m/c 1No
22 Slat Conveyor 1No
23 Stitching M/c 1No
( C ) Sulphuric Acid
1 Sulphur Melter Agitator 1No
2 Molten Sulphur Pumps 2Nos
3 Air Blower 1No
4 Air Drying Tower 1No
5 Sulphur Burner 1No
6 Waste Heat Boiler with BFW Pumps 1 Set
7 Hot Gas Filter 1 No
8 Converter 1No
9 Hot Heat Exchanger 1No
10 Cold Heat Exchanger 2 Nos.
11 Economizer 1No
12 Super Heater 1No
13 Inter Pass Absorption Tower 1No
14 Acid Process Tank Pumps 2Nos
15 Acid Coolers DT / IPAT / FAT 1Set Each
16 Final Absorption Tower 1No
17 Mist Eliminators IPAT / FAT 1Set Each
13. 18 DT Mist Pad 1Set
19 Alkali Scrubbing Tower 1No
20 Acid Process Tank 1No
21 Acid Transfer / Dispatch pumps 2 Nos.
22 Acid Storage Tanks 5 Nos.
23 Cooling tower with pumps 1 Set
24 Raw Water Pumps 2 Nos.
25 D/M. Water plant 1 Set
26 Soft Water Plant 1 Set
27 stack 50 m high 1 No
(D) Captive Power Plant
1 Steam Turbine Fully Condensing type 1 Set
2 Condenser 1 No
3 Condensate Pumps 2 Nos.
4 Oil Tank, Oil Pumps, Oil Filters 1 Set
5 Cooling Tower 1 Set
6 Vacuum Pumps 2 Nos.
14. ANNEXURE - 6
Material Balance – Single Super Phosphate Fertilizer
For 1 MT SSP Fertilizer Powder
Rock Phosphate having + 31.5% Total P2O5 0.565 MT
Sulphuric Acid 0.370 MT
(98.4% Concentration Technical Grade)
Moisture 0.110 MT
(-) CO2 Gaseous losses (-) 0.027 MT
(-) Water Vapour Losses (-) 0.018 MT
TOTAL 1.000 MT
• Specific Furnace Oil or Equivalent Wood / Biomass Consumption
SSP 2.0 Ltrs / MT SSP or equivalent wood / biomass
GSSP 10 Ltrs / MT GSSP or equivalent wood / biomass
The additional furnace oil or equivalent wood/biomass requirement will be 14.4 Kl /day
day for the proposed 2x600 MTPD SSP & 3x400 MTPD GSSP Plants.
15. • Specific Raw Water Consumption
SSP 0.30 MT / MT SSP
GSSP 0.06 MT / MTGSSP
SA 1.75 MT / MT SA
Captive Power Plant 6 Kgs / KWH
Domestic 25 KL / day
The Raw Water requirement will be 2052 Kl / day for the proposed 2x600 MTPD SSP
3x400 MTPD GSSP, 500 MTPD Sulphuric Acid & 5 MW Captive power plants. KCFL
is paying water cess as per the prevailing rates to the CG. Govt. for drawing ground water
from the tube wells.
• Specific Sulphur Consumption
Sulphur 0.335 MT / MT Sulphuric Acid
16.
17. ANNEXURE - 7
Water Balance
Break Up Of Water Uses and Water Balance for proposed 4.00 Lac MT/Yr SSP Fertilizer,
3.96 Lac MT/Yr Granulated SSP Fertilizers, 500 MTPD Sulphuric Acid, 5 MW Captive Power Plant
Raw water from Bore wells
2052 KL / Day
SSP Fertilizer Plant
1200 MTPD @ 0.30
KL/MT SSP
360 KLD
GSSP Fertilizer Plant
1200 MTPD @ 0.06
KL/MT GSSP
72 KLD
72 KL/Day
Domestic use
25KL/Day
Sewage Septic
Tank
Horticulture
Use within the
Premises
Scrubber Liquor
Microbiological
vermiculture
treatment
Sulphuric Acid Plant
500 MTPD @ 1.75 MT
/MT Acid
875 KLD
Captive Power
Plant 5 MW @ 6kgs
/ KWH
720 KLD
720 KL / Day
Blow Down
Boiler, CT,
DM/Softner
Back wash
Blow down CT
Mixer
18.
19.
20. ANNEXURE - 8
Fluorine and H2SiF6 Balance
(A) H2SiF6 Liquor
The 100% H2SiF6 Liquor is recycled into the SSP Mixer for acidulation of Rock Phosphate.
(B) Fluorine
Total Fluorine
25 mg / Nm³
„F‟0.0131 0.00003
H2SiF6 0.0166
(CaSiF6 as insoluble)
„F’ 0.01307MT/SSPMT
Sulphuric Acid H2SiF6 Liquor
Rock Phosphate
Ca3(PO4)2.CaF2
Mixer / Den Scrubber Stack
Input Fluorine 0.565 x 0.03
= 0.01695 MT / SSP MT
HF/ SIF4 Curing Shed Silica
‘F’ 0.007 MT / SSP MT
SSP Fertilizer
‘F’ 0.01622 MT / MT SSP
‘F’ 0.00003MT /MT SSP
21. ANNEXURE 9
MATERIAL SAFETY DATA SHEET FOR HAZARDOUS MATERIALS
1. SULPHURIC ACID
Common
synonyms
Sulphuric acid, vitriol, oil of vitriol
Formula H2SO4
CAS /
EINECS No.
7664-93-9
Physical
properties
Form: Colourless oily liquid when concentrated; colourless liquid when diluted
Stability: Stable, but hygroscopic
Melting point: -2 °C
Water solubility: Miscible in all proportions (dissolution is very exothermic)
Specific gravity: 1.84 (concentrated), close to 1 (dilute)
Principal
hazards
Contact with the eyes or skin can cause serious permanent damage
Concentrated solutions of acid are extremely corrosive
Dissolution of sulfuric acid in water is very exothermic; enough heat may be released
to make the water boil
Hazard
Codes
NFPA
Flammability (Red) = 0, Reactivity (Yellow) = 2, Health (Blue) = 3 Sulfuric acid is
water-reactive if concentrated.
Safe Always wear safety glasses. Do not allow the acid or a solution of it to come into
22. handling contact with your skin. Concentrated sulfuric acid acid should not be diluted by
inexperienced users. When diluting acid always wear eye protection, and ALWAYS
add acid to water (not the reverse) slowly and with great care. Use constant stiring
(sulfuric acid is much denser than water, and if you do not stir when adding acid to
water, a layer of concentrated acid may form at the bottom of the beaker, creating a
substantial temperature gradient where acid and water meet).
Note that freshly-prepared solutions will be warm or hot, and will as a consequence be
more corrosive than a cool solution.
Emergency
Eye contact: Immediately flush the eye with plenty of water. Continue for at least ten
minutes and call for immediate medical help.
Skin contact: Wash off with plenty of water. Remove any contaminated clothing. If
the skin reddens or appears damaged, call for medical aid.
If swallowed: Drink plenty of water and call for immediate medical help
Disposal
Small amounts of dilute sulfuric acid can be flushed down a sink with a large quantity
of water, unless local rules prohibit this.
Larger amounts should be neutralised before disposal. Concentrated acid should not be
flushed down a sink.
Protective
equipment
ALWAYS wear safety glasses when handling sulfuric acid or its solutions.
If you need gloves, use neoprene, butyl rubber, natural rubber, polyethylene or PVC
for handling solutions at concentrations of up to 70%. Use butyl rubber or
polyethylene for concentrated sulfuric acid.
2. FURNACE OIL
Common
synonyms
Diesel fuel; Fuel Oil; Gas Oil; or Product use Fuel Heating Oil
CAS No.
Physical
properties
Form Clear, slightly viscous, oily liquid
23. Specific gravity 0.881 max @ 15°C (59°F)
Colour Clear to golden
Odour Petroleum odour
Vapour pressure Typically 2.1 to 2.6 mm Hg @ 21°C (70°F)
Boiling point Typically 130-400°C (266-752°F)
Hazard Codes
NFPA - Health: 0; Flammability: 2; Reactivity: 0
Combustible Liquid Class B, Division 3; Classification: Very Toxic
Fire & Explosion
Hazards
Conditions May be ignited by heat or flames.
Flash point 43°C (109°F)
Auto ignition temperature 241°C (466°F)
Lower flammable limit 0.6 to 1.3%
Upper flammable limit 6 to 7.5%
Explosion data: Sensitivity to: Mechanical impact Not expected to be sensitive
Static discharge Vapor: Yes
Hazardous
combustion
products
Carbon monoxide (CO). Nitrogen oxides. PAHs and other aromatic hydrocarbons.
Reactivity
Information
Stability: Stable
Conditions to avoid: Sources of ignition. Static discharges. High temperatures.
Incompatible substances: Oxidizers such as peroxides, nitric acid, and per
chlorates.
Extinguishing of
fire
Means of extinction In general, do not extinguish fire unless flow can be stopped.
Use carbon dioxide, dry chemical, or foam. Cool containers with flooding
24. quantities of water until well after the fire is out.
Special precautions Vapor may spread along the ground and collect in low or
confined areas (sewers, basements). May also travel to a source of ignition and
flash back. Containers may explode when heated.
Principal health
hazards
Route of Entry Inhalation Hazardous Contact Eye, Ingestion Skin, Skin
absorption
Acute exposure: Headache and giddiness following inhalation. Aspiration into
the lungs can cause severe pneumonitis (serious lung irritation), with coughing,
gagging, shortness of breath, chest pain, and/or pulmonary edema (fluid
accumulation in the lungs). Ingestion may produce nausea, vomiting, and
cramping. Kidney effects have been reported.
Chronic exposure Kidney, liver, lung, blood, and skin disorders.
Irritation to Skin and respiratory tract.
Sensitization Skin, in some animal studies.
Protective
equipment
Use of gloves recommended.
Eye Chemical safety goggles or face shield, as a good general safety practice.
Respiratory NIOSH-approved SCBA or air line respirator with escape cylinder for
confined spaces. If an air purifying respirator is appropriate, use a “P series” filter
& organic vapor cartridges. A qualified occupational health and safety
professional should advise on respirator selection.
Personal protective equipment Clothing & footwear.
Coveralls to prevent skin contact with product. If clothing or footwear becomes
contaminated with product, completely decontaminate it before re-use, or discard
it.
Engineering controls.
Enclose processes. Use local exhaust ventilation to remove vapour at its site of
generation. Handle laboratory samples in a fume hood. Use mechanical
ventilation in confined spaces.
25. First – Aid
Inhalation Move victim to fresh air. Give artificial respiration if breathing has
stopped and if a qualified AR administrator is available. Apply CPR if both pulse
and breathing have stopped. Get medical help immediately.
Ingestion Never give anything by mouth if the person is unconscious, rapidly
losing consciousness, or convulsing. If the person is conscious, have them drink 8
to 10 ounces of water or milk to dilute the material in the stomach. Do not induce
vomiting. If vomiting occurs spontaneously, have the person lean forward to
avoid aspiration. Get medical help immediately.
Eye If irritation occurs, flush eye with lukewarm, gently flowing fresh water for at
least 10 minutes. Get medical help.
Skin Quickly and gently blot away excess product. Gently remove contaminated
clothing and shoes under running water.
Wash gently and thoroughly with water and non-abrasive soap. Get medical help.
Handling
procedure &
equipment
Avoid heating open containers of product so as to minimize vapour production
and accumulation. Use non-sparking equipment, explosion-proof ventilation, and
intrinsically safe electrical equipment. Ground handling equipment. Have clean
eyewash and shower near the work area. Never siphon product by mouth. Leaks
& spills Keep unauthorized persons away. Eliminate all sources of ignition.
Ventilate area. Stop leak if it can be done safely. Prevent entry into sewers,
waterways, or confined spaces. Absorb or cover with dry earth, sand or other non-
combustible material and use clean, non-sparking tools to transfer to container.
Storage May be stored at ambient temperatures. Containers should be vented and
equipped with a flame arrester.
3. SULPHUR
Common
synonyms
Sulphur, brimstone, flowers of sulfur, precipitated sulfur, sublimed sulfur,
bensulfoid, flowers of sulphur, precipitated sulphur
CAS No. 7704-34-9
26. Physical properties
Appearance: Bright yellow powder
Melting point: ca. 116 °C (depending upon form)
Boiling point: 445 °C
Vapour density: 8.8 (air = 1)
Density (g cm-3
): 2.01
Flash point: 188 °C
Water solubility: negligible
Hazard Code
NFPA Hazard code
Health – 2, Fire -1 , Reactive- 0.
Fire & Explosion
Hazards
Explosive Limits: LEL 35 gm/m3
; UEL - 1400 gm/m3
Dust suspended in air is readily ignited by flame, static electricity or friction
spark. Every reasonable step must be taken to minimize dust formation. Dust
tight casings should be equipped with explosion relief vents. Sparkless electrical
equipment is recommended.
Handling equipment must be grounded or bonded to avoid static electricity. Keep
away from sources of flame or sparks.
Hazardous
combustion
products
Mixtures with chlorates, nitrates or other oxidizing agents may be explosive.
Sulphur will react with alkalis or alkaline earths.
Reactivity
Information
Stability: Stable.
Dust may form a flammable or explosive mixture with air. Incompatible with
strong oxidizing agents, most common metals, hydrogen, chlorine, fluorine.
Extinguishing of
fire
1. A fine water spray or fog is recommended.
27. 2. CO2 or dry chemical.
3. Small fires may be smothered with sand or solid sulphur.
Because burning sulphur evolves sulphur dioxide, breathing apparatus or gas
masks approved for use in acid-gas atmosphere should be used. Fumes from
unprotected sulphur fires shall be avoided, if possible, by approaching for the
upwind side.
Principal health
hazards
Inhalation: Sulphur dust may irritate the mucous membranes of the respiratory
passages.
Ingestion: Solid sulphur is virtually non-toxic. It can be taken internally in fairly
large doses without injury.
Skin: In some individuals, sulphur dust has an irritant action, which may be
aggravated by perspiration or moisture.
Eyes: Sulphur dust is capable of irritating the inner surfaces of the eyelids.
Protective
equipment
Respiratory Protection: Dust-type respirators shall be provided for dusty
conditions. Breathing apparatus must be available for emergency use in case of
fire.
Eyes and Face: Dust-tight goggles with plastic or rubber frames may be helpful
in dusty conditions.
Hands, Arms and Body: Workers whose skin may be sensitive to sulphur dust
should button collars, roll sleeves down, and gather trousers at the ankle. Gloves
may be helpful.
Other Clothing and Equipment: Hard hat and safety shoes. Fire-retardant fabric is
recommended. Sulphur impregnated clothing should not be worn.
First – Aid
Skin: Wash with mild soap and water.
Eyes: Irrigate thoroughly with copious quantities of plain water. Inadequate
irrigation may increase the irritation. Do not use Boric Acid.
Handling
procedure &
equipment
Ventilation: Local exhaust if dusty conditions prevail.
Normal Handling: Avoid breathing dust and keep clothing as free from dust as
28. possible.
Storage: Solid becomes corrosive to metals when stored wet. Sulphur/bentonite
fertilizer will physically break down when exposed to moisture or water.
Spill or Leak: Shovel into disposal containers or cover with tarp. For landfill
disposal, mix with limestone 3 times the weight of sulphur.
29. ANNEXURE - 10
Details of facility for controlling air pollution from manufacturing process and process
plant
A. Air
S.No. Name of Equipment Attached to Efficiency %
Reduction
Final Concentration of
pollutant being emitted
A. SSP Plant
1.
DC bags
Ball Mill for Rock
Grinding
PM – 150 PPM
2. Venturi Scrubber I Den and Mixer for
SSP Manufacturing
3. Separator Scrubber I Venturi Scrubber I
4. Venturi Scrubber II Seperator Scrubber I
4. Separator Scrubber II Ventury Scrubber II
5. Scrubber Fan Separator Scrubber II
6. MSRL Stack 40 meters high Scrubber Fan PM - 150 PPM
Total Fluoride 25 mg / Nm³
B. GSSP Plant
1. Multi-clones Dryer and Cooler
Drums
2. Cyclones Multi Clones
3. Fans Cyclones
4. Stack 30 meters high Fans PM - 150 PPM
C. Sulphuric Acid Plant
1. MIST Eliminator for DT
2. MIST Eliminator for IPAT
30. 3. MIST Eliminators FAT
4. Tail End Gas Scrubber
5. 50 m high stack SO2 4 kgs / MT SA, Acid MIST
50 mg / N m³
6. DCDA Technology
Two stacks of 40 meters height for each SSP plant & one stack of 30 meters height for each GSSP plant are proposed. From
each stack air flow rate shall be 36000 m
3
/hr. One stack of 50 m high for SAP with air flow of 50000 m³ / hr. is proposed.
These stacks are for:
a. Rock Phosphate Grinding and Drying
b. Scrubber for Acidulation
c. Granulated SSP
d. Sulphuric Acid Plant
FO / Agro waste shall be used as fuel.
B. Water
INDUSTRIAL :
PLANT POLLUTANTS POLLUTION CONTROL MEASURES
SULPHURIC ACID PLANTS DM/SOFTNER/RO PLANT EQUALISED WITH RAW WATER AND USED FOR
31. REGENERATED WATER
AND THE BACK WASH OF
WATER TREATMENT PLANT
UNITS.
SCRUBBING THE OFF GASES OF SSP PLANTS.
SINGLE SUPER PHOSPHATE PLANTS SCRUBBER LIQUOR i.e.
FLUOROSILICIC ACID
1) USED ALONG WITH CONCENTRATED
SULPHURIC ACID FOR ACIDULATION OF
ROCK PHOSPHATE TO MANUFACTURE
SINGLE SUPER PHOSPHATE FERTILIZER, THIS
ALSO REDUCES SULPHURIC ACID SPECIFIC
CONSUMPTION BY 4.3 KGS PER MT SSP.
2) RCC FRP LINED LAGOON FOR
SCRUBBER LIQUOR.
C. DOMESTIC (25 M³ / DAY):
UTILITIES POLLUTANTS POLLUTION CONTROL MEASURES
ADMINISTRATIVE OFFICE & COLONY DOMESTIC SEWAGE
WATER
1) SEWAGE TREATMENT PLANT TO TREAT
25 M³ / DAY WASTE WATER IS PROPOSED
ON VERMI-CULTURE TECHNOLOGY
INSTALLED AFTER SEPTIC TANK. THE
TREATED WATER IS FREE FROM ODOUR
AND IS BEING USED FOR HORTICULTURE.
D. HAZARDOUS WASTES:
PLANTS WASTES MANAGEMENT OF DISPOSAL
SULPHURIC ACID PLANTS 1) VANADIUM
PENTOXIDE CATALYST
WASTE (CAT 17.20) 3.5
MT/ANNUM
SENT FOR SAFE AND SECURE DISPOSAL TO UTTER
PRADESH WASTE MANAGEMENT PROJECT AT
KANPUR (U.P.). WHICH IS AN AUTHORISED AGENCY
BY UPPCB LUCKNOW.
32. 2) SULPHUR SLUDGE
(CAT 17.10) 230
MT/ANNUM
REUSED WITH ROCK PHOSPHATE FOR ENRICHMENT
OF ELEMENTAL SULPHUR IN SSP FERTILIZER,
WHICH IS RECOGNISED AS FOURTH ESSENTIAL
NUTRIENT FOR AGRICULTURE CROPS IN FCO 1985
REVISION JUNE-03.
SINGLE SUPER PHOSPHATE PLANTS 1. FLUOROSILICIC ACID
(CAT 36.10) 2700
MT/ANNUM (100%)
2. USED LUBRICATING
OIL
3. SPENT RESIN FROM
DM PLANT
USED FOR ACIDULATION OF ROCK PHOSPHATE
WITH SULPHURIC ACID TO MANUFACTURE SSP
FERTILIZER.
TURBINE OIL IS CENTRIFUSED AND REUSED. DG SET
(400 KVA) AND OTHEREQUIPMENTS USING
LUBRICATING OIL IS OPEN DRIVE CHAINS ON DEN,
BUCKET ELEVETORS MIXTURE DRUM ETC.
WITHOUT AFFECTING SOIL CONDITIONS. USED OIL
SHALL BE DISPOSED OFF TO AUTHORISED
RECYCLERES / VENDORS AS APPROVED BY UPPCB,
LUCKNOW.
SHALL BE DISPOSED OFF TO UTTAR PRADESH
WASTE MANAGEMENT PROJECT, KANPUR (U.P.) AS
AND WHEN REPLACEMENT OF RESIN IS DONE.
ACHIEVED ZERO LIQUID DISCHARGE FROM JHANSI WORKS
LIQUID EFFLUENTS ARE TOTALLY RECYCLED BACK INTO PROCESS WITHOUT AFFECTING GROUND WATER QUALITY.
RECYCLE OF SOLID HARZADOUS WASTES IS DONE WITHOUT AFFECTING SOIL CONDITION.
E. SOLID WASTES:
33. SULPHURIC ACID PLANTS AND SINGLE
SUPER PHOSPHATE PLANTS
1) MS SCRAP
2) POLYETHYLENE/ PLASTIC
3) USED BATTERIES
1) SALE FOR RECYCLE AND
REUSE.
2) SALE FOR RECYCLE AND REUSE
AFTER WASHING IN THE ETP
LAGOON.
3) SELL TO AUTHORISED VENDOR
ONLY.
SOLID HARZADOUS WASTES DISPOSED TO AUTHORISED VENDOR ONLY WITHOUT AFFECTING SOIL CONDITION.-
34. ANNEXURE 11
DOMESTIC EFFLUENT TREATMENT FACILITY
Filter Feed
Pump
Sump
Horticulture
Solid collected
during cleaning
P
S
F
A
C
F
Vermiculture Technology
based treatment plant
Stage I Stage II
Pump SumpSeptic tank
Domestic waste
35.
36. ANNEXURE 12
REUSE OF LIQUID EFFLUENT
Drained off liquor
100% Recycling
H2SiF6 liquor
Overflow
SiO2 Solids to SSP Godown
Scrubber
Unit
LagoonFRP Lined
RCC Pit
Mixer SSP
ProcessFeed Tank to
Mixer
Raw Water
H2SiF6 liquor
Gases from Den/
mixer
37. ANNEXURE 13
HAZARD AND RISK ANALYSIS OF ACTIVITIES RELATED TO MANUFACTURING PROCESS, STORAGE, HANDLING AND
USE OF CHEMICALS AND RAW MATERIALS FOR SSP, GSSP, SULPHURIC ACID PRODUCTION
Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
1. Operation of
conveyor belts
Accidental
startup of
conveyor
belt
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body injury Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Spillage of
green SSP or
rock
phosphate
a. Improper
loading
b. Procedure
violation
c. Operator error
a. Exposure to
material
hence skin
irritation
Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Shower to be provided
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
Contact with
moving parts
a. Safety guard
not provided
b. Not using PPE
a. Contact
with
moving
parts
Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Guard will be provided
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
2. Operation of
pumps
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
a. Body injury Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
38. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
Spillage of
sulphuric
acid
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
e. Equipment
failure
a. Body Burn Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
c. Proper inspection for pump, pipe lines,
flanges, union and valves
d. Shower
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
d. MSDS will be available at the site
which shall be explained to all
Spillage of
Hydrofluoro
silic acid,
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
e. Equipment
failure
a. Skin
irritation
Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
c. Proper inspection for pump, pipe lines,
flanges, union and valves
d. Shower
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
d. MSDS will be available at the site
which shall be explained to all
Spillage of
Water
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective
tightness or
incomplete
closing of
valves and
connections
a. Slip and fall
b. Exposure to
contaminate
d water
c. Skin
contact
with
contaminate
d water
Immediate
workers/
persons
Low Low Engineering
a. Proper slope
b. Proper drainage lines to Lagoon
c. Proper inspection for pump, pipe lines,
flanges, union and valves
Administrative
a. Proper training
b. Shower
c. SOP
d. PPE will be provided and their use will
be made mandatory
39. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
e. Not following
SOP
f. Equipment
failure
3. Operation of air
compressor
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
a. Body injury Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Body
contact with
hot parts
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body burn Immediate
workers/
persons
Low Low Engineering
a. SOP
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
d. Signage indicating hot parts
Noise
generation
a. Incorrect
procedure
a. Hearing
loss
Immediate
workers
Low Low Engineering
a. Acoustic enclosure provided
b. Regular inspection
Administrative
a. Proper training
b. Ear muff will be provided and their use
will be made mandatory
c. Signage indicating high noise area will
be displayed
Spillage of
Water
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective
tightness or
incomplete
closing of
a. Slip and fall
b. Exposure to
contaminate
d water
c. Skin
contact
with
contaminate
d water
Immediate
workers/
persons
Low Low Engineering
a. Proper slope
b. Proper drainage lines to Lagoon
c. Proper inspection for pump, pipe lines,
flanges, union and valves
Administrative
a. Proper training
b. Shower
c. SOP
40. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
valves and
connections
e. Not following
SOP
f. Equipment
failure
d. PPE will be provided and their use will
be made mandatory
4. Operation and
maintenance of
dust collection
bag filters
Dust
emission
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Lun
g
dise
ase
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
5. Operation of
ball mill
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Spillage of
Rock
Phosphate
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Lung
disease
Immediate
workers /
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
6. Operation of
crane
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
41. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
violation Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Falling of
object from
height
a. Failure of crane
b. Operator error
c. More load on
crane
d. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
c. Crane with siren
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
7. Operation of
bucket elevator
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Falling of
object from
height
a. Failure of crane
b. Operator error
c. More load on
crane
d. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
c. Crane with siren
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Contact with
moving parts
a. Safety guard
not provided
b. Not using PPE
a. Contact
with moving
parts
Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Guard will be provided
c. Regular inspection
Administrative
42. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
a. Proper training
b. PPE will be provided and their use will
be made mandatory
8. Operation of mil
fan
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Falling of
object from
height
a. Failure of fan
b. Operator error
c. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Dust
emission
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Lung
disease
Immediate
workers /
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
9. Operation of
mixing unit:
Transfer of
sulphuric acid,
spent acid,
hydrofluorosilic
acid, silica
liquor to pits,
Spillage of
acid /
material
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Equipment
failure
e. Handling is
a. Inhalation
of chemicals
b. Skin
contact with
chemicals
hence burn
injury
Immediate
workers /
persons
Moderate Low Engineering
a. Exhaust will be provided
b. Proper equipment designs
c. Regular maintenance and inspection of
transfer pumps, pipelines, valves and
other fittings
Administrative
a. MSDS will be available at the point of
43. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
solid silica
sludge as
diluents,
operation of
venturi fluorine
gas scrubber
done without
reference to
contents and
MSDS
f. Not using PPE
use and explained to the operator
b. Shower
c. SOP
d. Mask and other PPE will be provided
their use will be made mandatory
10. Operation and
maintenance of
furnace unit
Falling from
height
a. Operator error
b. Not using PPE
a. Body injury Immediate
workers /
persons
Moderate Low Engineering
a. Hand rail and support structure will be
provided
Administrative
a. PPE will be provided their use will be
made mandatory
Spillage of
FO
a. Operator error
b. Cleaning and
mopping not done
c. Procedure
violation
d. Leakages in
transfer lines
a. Slip and
fall
Immediate
workers /
persons
Moderate Low Engineering
a. Immediate cleaning and mopping
b. Regular inspection and maintenance of
transfer pump and lines
Body
contact with
hot parts
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body burn Immediate
workers /
persons
Low Low Engineering
a. SOP
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
d. Signage indicating hot parts will be
displayed
44. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
Fire a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body burn Immediate
workers /
persons
High Low Engineering
a. SOP
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Emission of
fumes
a. Fans not
working
b. Improper
maintenance
c. Operator error
d. Procedure
violation
a. Inhalation
of fumes
Immediate
workers /
persons
Low Low Engineering
a. SOP
b. ID and FD fans will be provided
c. Stack will be provided
d. Exhaust will be provided
e. Regular maintenance and inspection
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
11. Operation of
scrubber fan
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body injury Immediate
workers /
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Spillage of
silica liquor
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Equipment
a. Inhalation
of chemicals
b. Skin
contact with
chemicals
hence
Immediate
workers/
persons
Low Low Engineering
a. Exhaust will be provided
b. Proper equipment designs
c. Regular maintenance and inspection of
transfer pumps, pipelines, valves and
other fittings
45. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
failure irritation
c. Slip and
fall
Administrative
a. Shower
b. SOP
c. Mask and safety shoes will be provided
their use will be made mandatory
12. Cleaning of
scrubber tower
and tanks
Falling from
height
a. Operator error
b. Not using PPE
a. Body injury Immediate
workers/
persons
Moderate Low Engineering
a. Hand rail and support structure will be
provided
Administrative
a. PPE will be provided their use will be
made mandatory
Spillage of
silica liquor
a. Personnel‟s
error
b. Incorrect
procedure
c. Procedure
violation
d. Not using PPE
a. Inhalation
of chemicals
b. Skin
contact with
chemicals
hence
irritation
c. Slip and
fall
Immediate
workers/
persons
Low Low Engineering
a. Exhaust will be provided
b. Proper equipment designs
c. Regular maintenance and inspection of
transfer pumps, pipelines, valves and
other fittings
Administrative
a. Shower
b. SOP
c. PPE and safety shoes will be provided
their use will be made mandatory
13. Operation of
screw conveyors
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Body injury Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Spillage of
dust
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
a. Lung
disease
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
46. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
f. Equipment
failure
Slippage
during
handling
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
a. Slip and
fall hence
body injury
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. PPE and safety shoes will be provided
their use will be made mandatory
14. Operation of
rotary valves
Spillage of
ground rocks
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Lung
disease
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
15. Operation of den Spillage of
SSP slurry
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Breathing
problem
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
Generation
of fumes
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
e. Defective tools
f. Defective
equipments
g. Equipment
failure
a. Lung
disease
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and other PPE will be provided
their use will be made mandatory
17. Operation of Accidental a. Operator error a. Body injury Immediate Low Low Engineering
47. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
vibrating screen startup b. Incorrect
procedure
c. Procedure
d. violation
workers/
persons
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Spillage of
material
a.Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Lung
disease
b.Body injury
due to slip
and fall
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and safety shoes will be
provided their use will be made
mandatory
18. Operation of
crushers
Accidental
startup
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
a. Body injury Immediate
workers/
persons
Low Low Engineering
a. SOP
b. Regular inspection for electrical
connections
Administrative
a. Proper training
b. PPE will be provided and their use will
be made mandatory
c. First-aid box will be available
Spillage of
material
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Defective tools
e. Defective
equipments
f. Equipment
failure
a. Lung
disease
b.Body injury
due to slip
and fall
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. Mask and safety shoes will be
provided their use will be made
mandatory
19. Operation and
use of electrical
Exposure to
live wire
a. Missing earth
b. Operator error
c. Electrical
shock may
Immediate
Worker / person
High Low Engineering
a. Regular inspection and maintenance
48. Sl.
No.
Activity Hazards Cause Risk Receptor Consequences Frequency Recommendations
control panel
and appliances
c. Not using PPE be fatal b. Earthing will be checked regularly for
continuity
Administrative
a. Proper training
b. Use of gloves will be made mandatory
20. Use and
handling of
chemicals
Spillage,
leakage and /
or exposure
to material
/ potent
chemicals
a. Operator error
b. Incorrect
procedure
c. Procedure
violation
d. Equipment
failure
a. Cuts
b.Inhalation
or skin
contact of
chemicals
c. Burn injury
Immediate
workers/
persons
Moderate Low Engineering
a. Proper design of equipments and tools
b. Regular inspection of chemical transfer
pumps, lines, valves, etc.
Administrative
a. Proper Training
b. Shower
c. SOP
Cleaning the
spills and
leakages
Land and
water
pollution
Premises High Low Engineering
a. Drainage line to ETP
b. Operational ETP
21. Cleaning of
tanks, pipeline,
storage vessels,
Slippage
during
handling
a. Operator error
b. Incorrect
procedure
c. Procedure
d. violation
a. Slip and
fall hence
body injury
Immediate
workers/
persons
Normal Low Engineering
a. Regular inspection and maintenance
Administrative
a. Proper training
b. PPE and safety shoes will be provided
their use will be made mandatory
Draining
contaminate
d water
Environmenta
l
Land and
water
pollution
Premises High High a. Drainage line to ETP
b. Operational ETP
49. ANNEXURE - 14
ENVIRONMENTAL MANAGEMENT PLAN
Environmental Management Plan (EMP) of the organization will ensure that the residual environmental impacts are
minimized by adopting best possible economically viable techniques. The EMP has also to ascertain compliance with all
statutory conditions.
A comprehensive plan has been worked out keeping in view these requirements.
The environmental management plan shall be directed to the following:
a. Insuring the operations of various process units as per specified operating guidelines/operating manuals.
b. Strict adherence to maintain schedule for various machinery/equipments/road repair and maintenance.
c. Good house keeping practices.
d. Periodic and planned environmental monitoring.
50. 1. Overview of the Project Site
The project site is in the village Farhad Somni, Distt. & Teh.: Rajnandgaon (CG.) Attached maps shows land use within a 1
and 10 km radius of the site under consideration. Nearest airport is Raipur and the nearest railway station is Rajnandgaon
(CG.).
The estate does not have any environmentally sensitive areas. It has adequate infrastructure, such as roads, water supply,
and electricity supply. The Project will require no new infrastructure.
Climate
This region of C.G. has four distinct seasons: winter (December–March), summer (April–June), rainy season (July–
September), and monsoon season (October–November). Air temperatures range from an average daily maximum around
45 C, normally recorded in April and May, to an average daily minimum around 13 C in the winter. Relative humidity is
quite high, exceeding 70% during rainy season. The sky is mostly cloudy during the rainy season and less cloudy in the
post–monsoon months, with clear sky during the other months of the year. Wind speeds are generally low, though they
accelerate during the latter part of summer and early southwest monsoons. Wind speeds range from calm to more than
24 km per hour.
(a) Impact on Land Use and Soil
The project is coming up in the existing premises of KCFL. The area has been marked for the industrial activities. Thus the
land use will not change due to the proposed industrial activity. The area will not undergo any topographical changes.
51. During Construction Phase
To avoid erosion of the top soil the development is planned in the shortest possible time and land-clearing activity shall be
kept to the absolute minimum by working at the specific sites one by one where construction is to take place so as to
increase detention and infiltration.
The activities that result in soil being laid bare shall be scheduled in such a way that some type of vegetative cover
appropriate to the site shall be established.
Natural waterways/drainage pattern shall be maintained by providing culverts where needed.
The solid waste generated from the construction activities shall be effectively recycled within the project.
The requirements of sand and aggregates for the construction works will be met from in and around area, where, these
are taken out from seasonal rivulets that get replenished annually.
For the development works the use of wood shall not be allowed (Timber Free Construction) and shall be replaced by Mild
Steel, Aluminium, Glass and Plastic.
During Operational Phase
Management has planned to develop thick green belt in the area and hence there is low level of weathering and soil
erosion. M/s Khaitan Chemical & Fertilizers Limited will take appropriate action for plantation inside and outside the
52. premises. Due to the proposed programme and project, the topographic features shall remain unaffected and unaltered.
The more and thick plantation in the area shall create a positive impact to the landscape and shall help in the reduction of
barren land. This will not only reduce soil erosion but shall also act as air purifier and control the air pollution further.
The various solid wastes will be collected at the point of origin and will be disposed off through the registered vendor.
Thus there is little or no chance for land pollution due to solid wastes. For on-site storage of solid waste, management has
already planned a proper arrangement.
The manufacturing of Single Super Phosphate & Granulated Single Super Phosphate do not generate any solid or
hazardous waste. Entire dust, slurry, etc from pollution control equipments will be reused in the process. Solid waste
generated from domestic waste water treatment facility shall be used as bio-manure in the factory premises.
(b) Impact on Surface Water
The impact can be discussed under following three sub-heads:
(i) Physical characteristics,
(ii) Chemical Nature and
(iii) Biological Nature.
53. During Construction Phase
The run-off during development shall be controlled by removing construction related solid waste as malba, loose soil etc.
quickly. Further land clearing activity shall be kept to the absolute minimum by working at the specific sites one by one
where construction is to take place.
During Operational Phase
No surface water course exist in the area therefore there will be no effect of mining on the water regime. The ground
water structures fall under tube well.
Soil permeability studies shall be made prior to discharge of scrubber liquid containing 10 – 12% hydroflorosilicic acid into
the holding tanks or lagoons and steps will be taken to prevent percolation and ground water contamination. Organisation
has planned RCC structure with FRP lining for lagoon.
A septic tank shall be provided with Toilet facilities. Entire domestic waste will be treated through the septic tank.
Overflow of septic tank shall be taken into the sewage treatment plant based on vermiculture bio-technology followed by
tertiary treatment to meet the requirement of CPCB and CGPCB. Entire treated domestic effluent will be used for
gardening and plantation purpose within the factory premises.
There is no generation of liquid effluent from the process. Scrubber liquid and slurry from air pollution control equipments
will be reused in the manufacturing process through a closed loop system. Thus the organization will work on zero
discharge concept.
Both roof top rainwater harvesting and storm water run off shall be tapped for recharging the aquifers and storage.
54. The analysis of water samples for physical, chemical and biological parameters of the ground water shall be done on half-
yearly basis.
c. Impact on Air Environment
During Construction Phase
Provision shall be made for sprinkling of water on loose soil to avoid dust generation. The debris and unutilized
construction material and earth from the construction site shall be removed immediately to recycle within the project so
that no nuisance dust is generated due to wind.
The vehicles used during construction activity shall be checked for vehicular emissions.
The steps shall be taken to reduce the impact of noise by taking to plantations from the very beginning. Construction
Activities shall not be allowed at Night.
The mitigation measures shall include regular maintenance of machinery and provision of personnel protective
equipments to workers where needed.
During Operational Phase
The proposed unit shall have a number of stacks as point source for discharge. These stacks shall be associated with
various equipments. These plants and therefore stacks emit fluorides fumes and dust particles. Efficient pollution control
equipments having wet scrubbers, cyclones, dust collection bag filters will be installed to arrest fine dust particles and for
converting fluorides fumes into hydroflorosilicic acid. Thus the industry will maintain the clean air emission. The emission
levels of pollutants from the various stacks would be well within the permissible limits as per CPCB or CGPCB norms.
55. The 10 – 12% hydroflorosilicic acid generated from wet scrubber will be recycled back to mixer along with concentrated
Sulphuric acid by incorporating a Distributed Control System (DCS) / PLC for computerized control of the total process..
In-plant control measures should be taken to contain the fugitive emissions. A Sewage Treatment Plant with tertiary level
of treatment is being provided to avoid any odor pollution from the sewage generated. Extensive plantation is planned to
mitigate the impact of noise and to improve the ambient air in general.
Infrastructural facilities will be provided for monitoring the stack emissions and measuring the ambient air quality.
Monitoring of ambient air and stack emission shall be done on monthly basis for various parameters.
d. Noise Environment
During Construction Phase
Entire construction shall be restricted during day time only.
During Operation Phase
Adequate measures will be taken for control of noise and vibrations in the industry. Equipments and machinery shall be
inspected regularly. Regular and routine maintenance will be done. Wherever feasible, acoustic enclosure will be provided
to machines creating high noise.
Signage will be displayed indicating high noise area. Ear muff and plug will be provided to users.
Road side plantations shall be a part of the regular activity to control the noise level.
f. Socio-Economic Environment
56. With the establishment of industries in this area, the local inhabitants have adopted a western culture. They have now
modern electrical and electronic gadgets. The villagers now enjoy good food and they have better choice. The villagers and
local inhabitants have better choice for employment.
They have all modern communication and transportation facility. These observations and the study indicate positive
impact of industries on the socio-economic aspect of the area.
g. Green belt development
h.
The main objective of the green belt is to provide a barrier between the source of pollution and the surrounding areas.
The green belt helps to capture the fugitive emission and to attenuate the noise generated apart from improving the
aesthetics. Development of green belt and other forms of greenery shall also prevent soil erosion and washing away of
topsoil besides helping in stabilizing the functional ecosystem and further to make the climate more conducive and to
restore water balance. While making choice of plant species for cultivation in green belts, weight age has to be given
priority to the natural factor of bio-climate. It is also presumed that the selected plants will be grown as per normal
horticultural (or forestry) practice and authorities responsible for plantation will also make sure that adequate provision
for watering and protection of the saplings exists at site.
For effective removal of pollutants, it is necessary that:
Plants grow under conditions of adequate nutritional supply (for health and vigor of growth),
Absence of water stress (to maintain openness of stomata apertures and form of epidermal structures),
57. Plants are well exposed to atmospheric conditions of light and breeze (i.e. away form engineering structures
hindering free flow of air) to maintain free interaction with gases.
Selection of plants will also take into consideration:
For absorption of gases:
For removal of suspended particulate matter
The landscaping and green belt will be designed and trees will be planted in open areas, around factory boundary along
footpaths and dividers. Treated domestic effluent will be used for watering of plants and trees.
h. Transport Systems
Proper parking places will be provided for the trucks and other vehicles by the industries to avoid any congestion or
blocking of roads.
Spillage of chemicals/substances or furnace oil on roads inside the plant will be cleaned immediately. Proper road safety
signs both inside and outside the plant will be displayed for avoiding road accidents.
Vehicles having PUC certificate will be allowed to move inside the factory premises.
58. i. Disaster Management Planning
Proper disaster planning will be done to meet any emergency situation arising due to fire or explosion, or sudden leakage
of gas etc. Fire fighting equipment and other safety appliances will be provided as per the requirement. Regular mock
drilling will be done.
To avoid any hazards and accidents due to chemical process and storage of chemicals industry has taken following
administrative and design controls.
(i) Administrative Control
1. Work Instruction
2. Operational Control Procedures i.e., Standard Operating Procedure (SOP)
3. Training to all employees on safety and storage of chemicals
4. Emphasis on segregation of different chemicals and fuels based on flammability, toxicity, hazard nature, oxidization
property etc.
5. On-site Emergency Management Plan will be established
6. Calibration and testing of vessels, gauges, etc shall be done regularly
7. Monitoring of tank during filling and transfer of chemicals and fuels shall be done
8. Acceptable working conditions for operators
9. Emergency services will be provided
10.Emergency escape routes to on-site emergency personnel
11.Control access of unauthorised personnel at the Main Gate
12. Proper warehousing management system
13. Proper labelling of chemical / fuel storage containers
59. 14.Proper recording of inventories of on-site chemcials
15.Marking of emergency escape routes to on-site emergency personnel
16.Chemical inventory system are sufficient to address and categorise hazardous materials into compatible groups
17.Classification and segregation of compatible, hazardous materials to avoid overlap of these areas.
18.Instructions are given that oxidising agents and flammable substances areas will not overlap, strong acids
compound areas will not overlap, peroxides will not be stored near any metallic compounds that could cause
decomposition and the liberation of oxygen.
19.Prior approval will be required from Technical Director / Manager – Production / Manager Ware Housing / Manager
- QC before carrying out any process.
(ii) Design Control
1. Personnel Protective Equipments will be provided
2. Emergency shower will be provided at all critical points
3. Dyke and confinement for bulk storage of flammable and hazardous chemicals and fuels
4. Proper drain to lagoon and STP
5. Concrete structure with sufficient slope for storage of chemicals and fuels
6. No nearby heat source
7. Fire fighting systems with alarm
8. Wet scrubbers, cyclones, dust collection bag filters to control emissions from various manufacturing operations
9. Lighting protection
10.Earthing pits
11.Operations to start if scrubber is working
60. The areas containing flammable and toxic chemicals will be sufficiently ventilated
j. Environment Management Cell
To implement the Environment Management Programme, a structured Environment Management Cell (EMC) interwoven
with the management system will be created.
EMC will undertake regular monitoring of the environment and conduct yearly audit of the environmental performance
during the operational phase. It will also check that the stipulated measures are being satisfactorily implemented and
operated. It shall also co-ordinate with local authorities to see that all environmental measures are well coordinated.
k. Monitoring Frequency
A comprehensive environmental monitoring program that has been prepared for the purpose of implementation in the
proposed project by the EMC is described below:
The frequency of monitoring for air, effluent, water and hazardous waste is as follow:
Ambient air quality shall be monitored on monthly basis for SPM, RSPM, SO2, NOx, and CO.
Ambient noise level shall be monitored on monthly basis at different locations.
Quality of under ground water shall be monitored on half-yearly basis as per IS-10500 standard.