ME351:TOOL DESIGN AND
METROLOGY
1
Metrologyis the science of measurement, embracing
both experimental and theoretical determinations at
any level of uncertainty in any field of science and
technology. (General Conference on Weights and Measures,
CGPM)
ME351: Tool Designand Metrology
General measurement
concepts
Principles of measurement,
Standards of measurement
Linear and Angular
Measurements
Limits, Fits of Tolerances as
per I.S.
Gauge Design
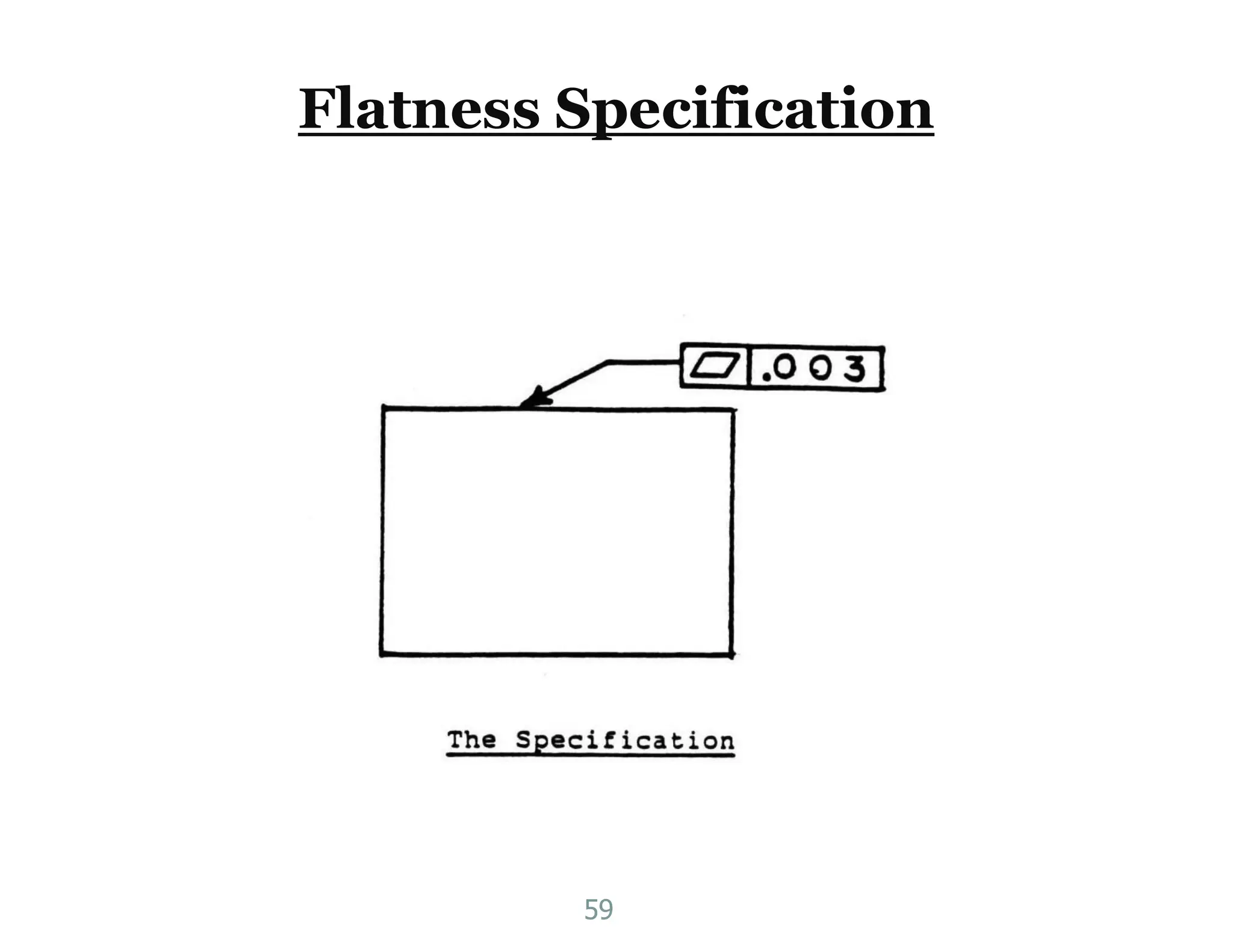
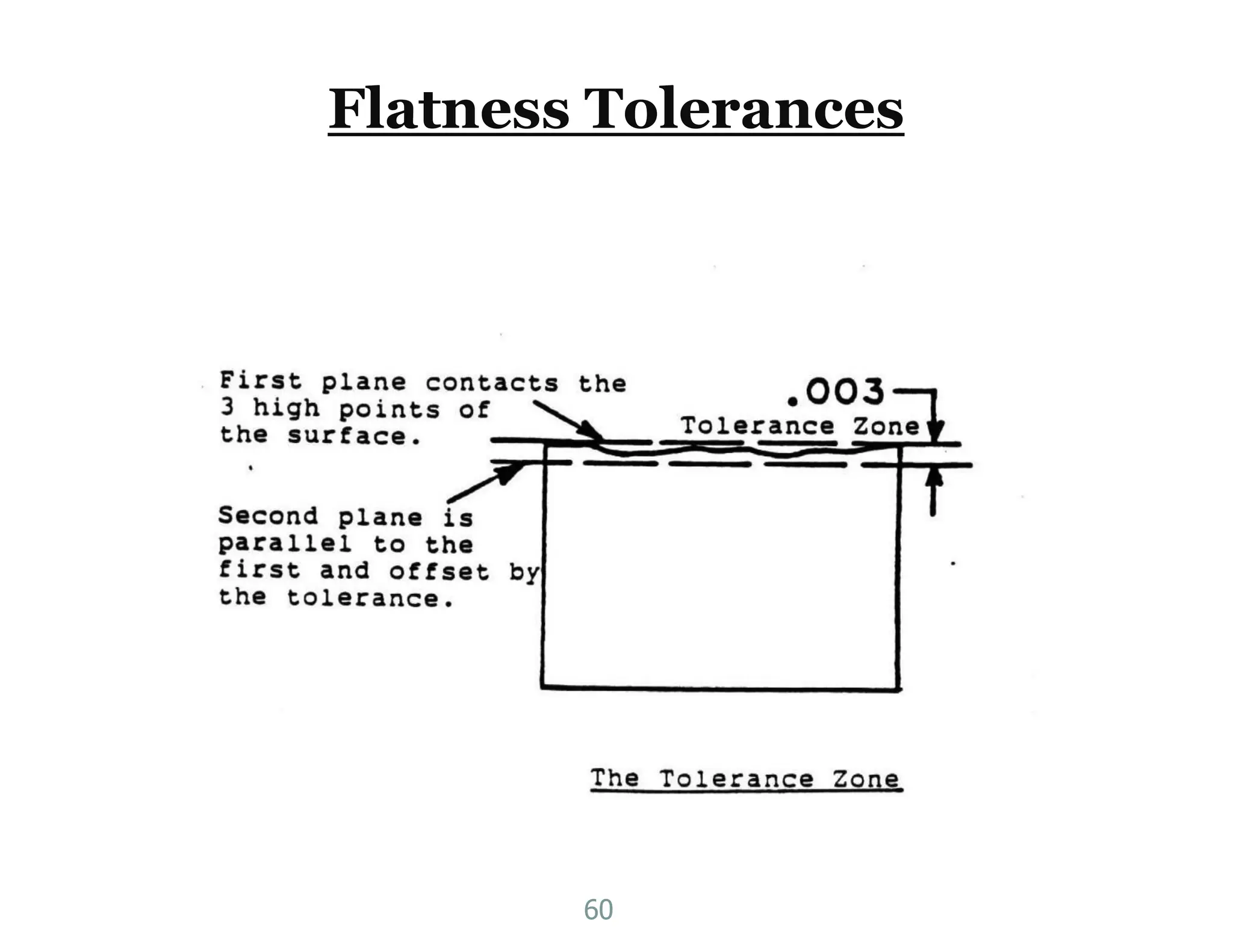
Measurements of Flatness
Inspection of threads
Measurement of surface
finish,
Comparators
6
7.
Books:
1. Metrology andMeasurement
Anand K. Bewoor, Vinay A. Kulkarni
Published by Tata McGraw-Hill Education Pvt. Ltd., 2009
ISBN 10: 0070140006 / ISBN 13: 9780070140004
2. Engineering Metrology by K. J. Hume, Macdonald
3. Handbook of Surface Metrology
by David J. Whitehouse (Author)
7
Mid-term: 30
End Sem: 50
Lab:20
Pass Marks: 35
8.
Metrology: Introduction
Metrologyis the science of measurement
Dimensional metrology is that branch of Metrology which deals
with measurement of “dimensions” of a part or workpiece
(lengths, angles, etc.)
Dimensional measurements at the required level of accuracy
are the essential link between the designers’ intent and a
delivered product.
8
9.
Principal fields ofMetrology
Establishing units of measurement and their standards such as
their establishment, reproduction, conservation, dissemination
and quality assurance.
Measurement methods and estimation of their accuracy.
Measuring instruments
Design, manufacturing and testing of gauges of all kinds
Observers’ capabilities to make measurements
9
10.
Types of Metrology
Scientific/Fundamental Metrology: Deals with the organization
and development of measurement standards and their
maintenance (Reference standard metrology)
Industrial Metrology: To ensure adequate functioning of
measuring instruments used in industry.
Legal Metrology is concerned with the accuracy of
measurement for the general good of the society.
10
11.
Some Important Standards
ASTM: American Society for Testing and Materials
JIS: Japanese Industrial Standards
DIN: Deutsches Institut für Normung (German Institute for
Standardization)
AISI: American Iron and Steel Institute
ANSI: American National Standards Institute
BS: British Standards
SAE: Society of Automotive Engineers
NIST: National Institute of Standards and Technology
11
12.
Need of inspection
Ensure the material, parts and components conform to the
established standards.
Meet the interchangeability of manufacture
Finding the problem area for not meeting established
standards
To produce parts with acceptable quality with reduced scrap.
Purchase good quality of raw materials, tools and equipment
Take necessary efforts to measure and reduce the rejection.
Judge the possibility of rework of defective parts and re-
engineer the process. 12
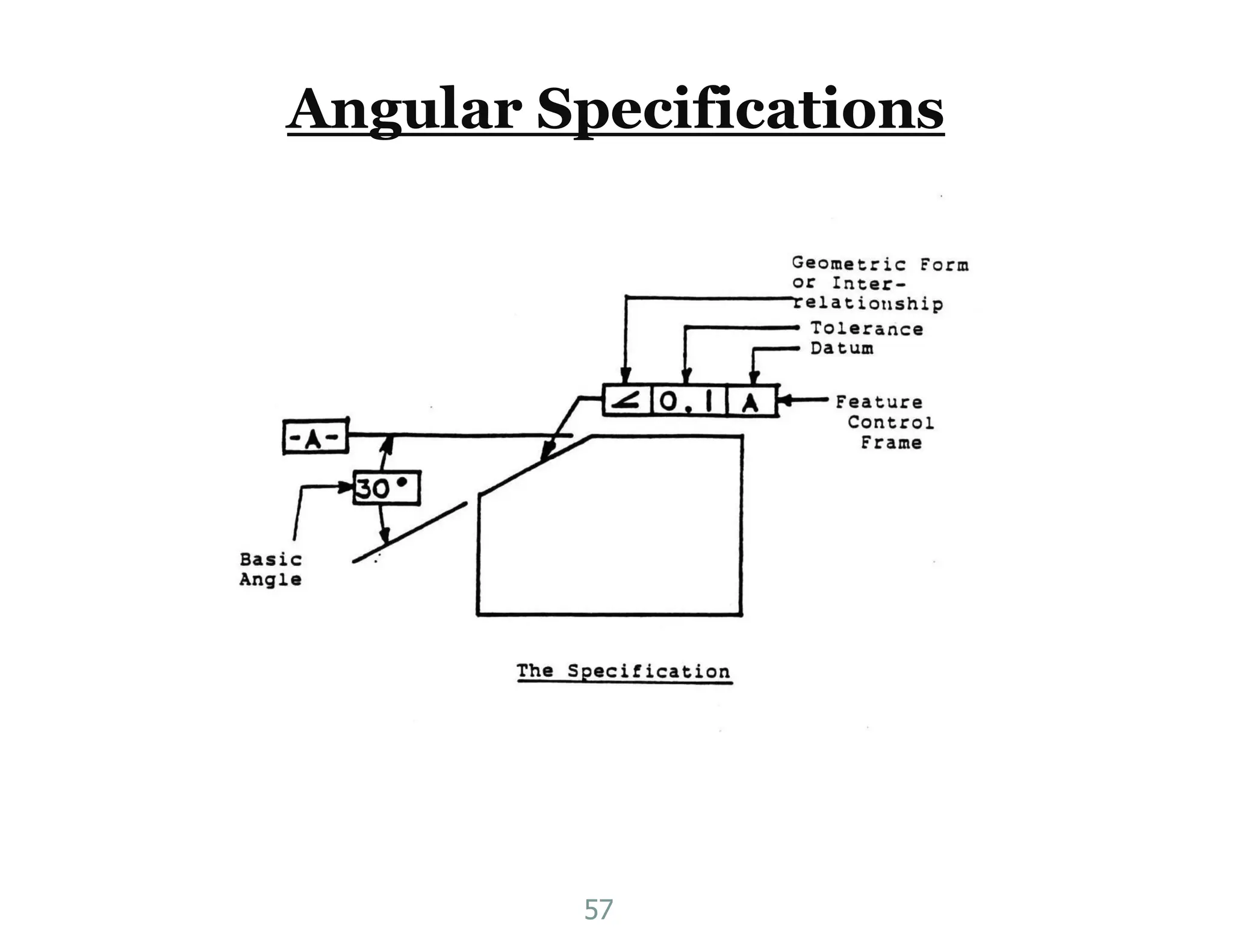
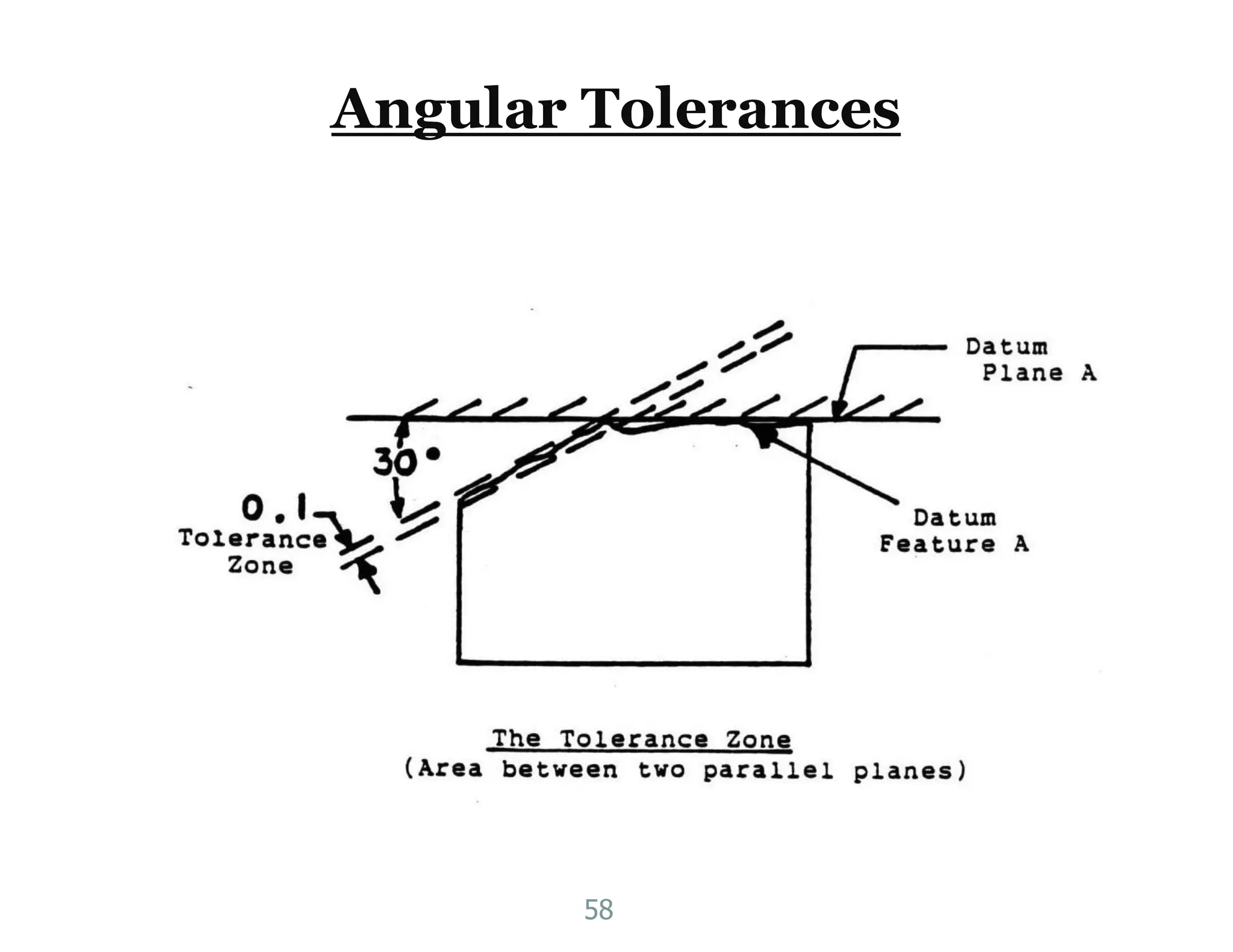
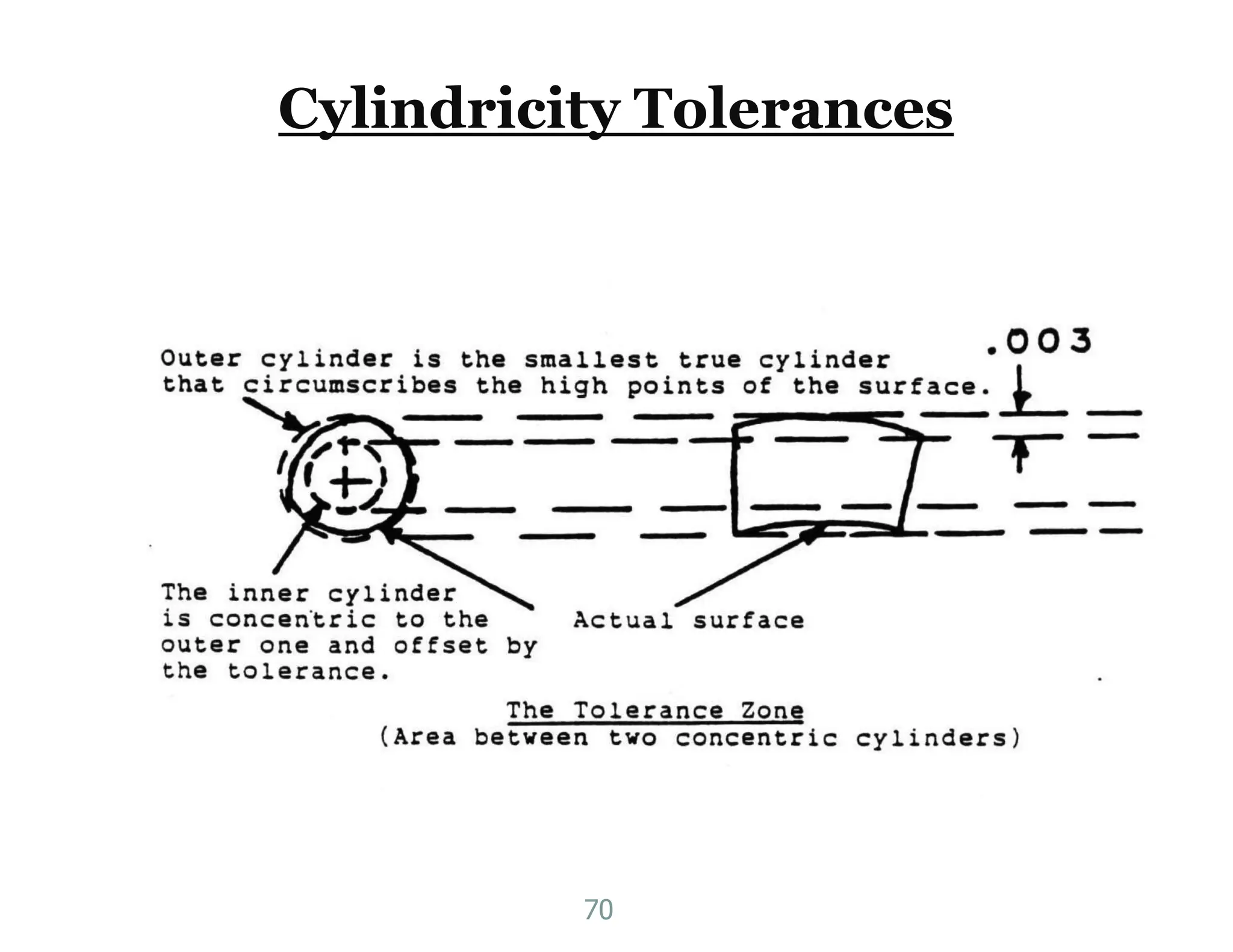
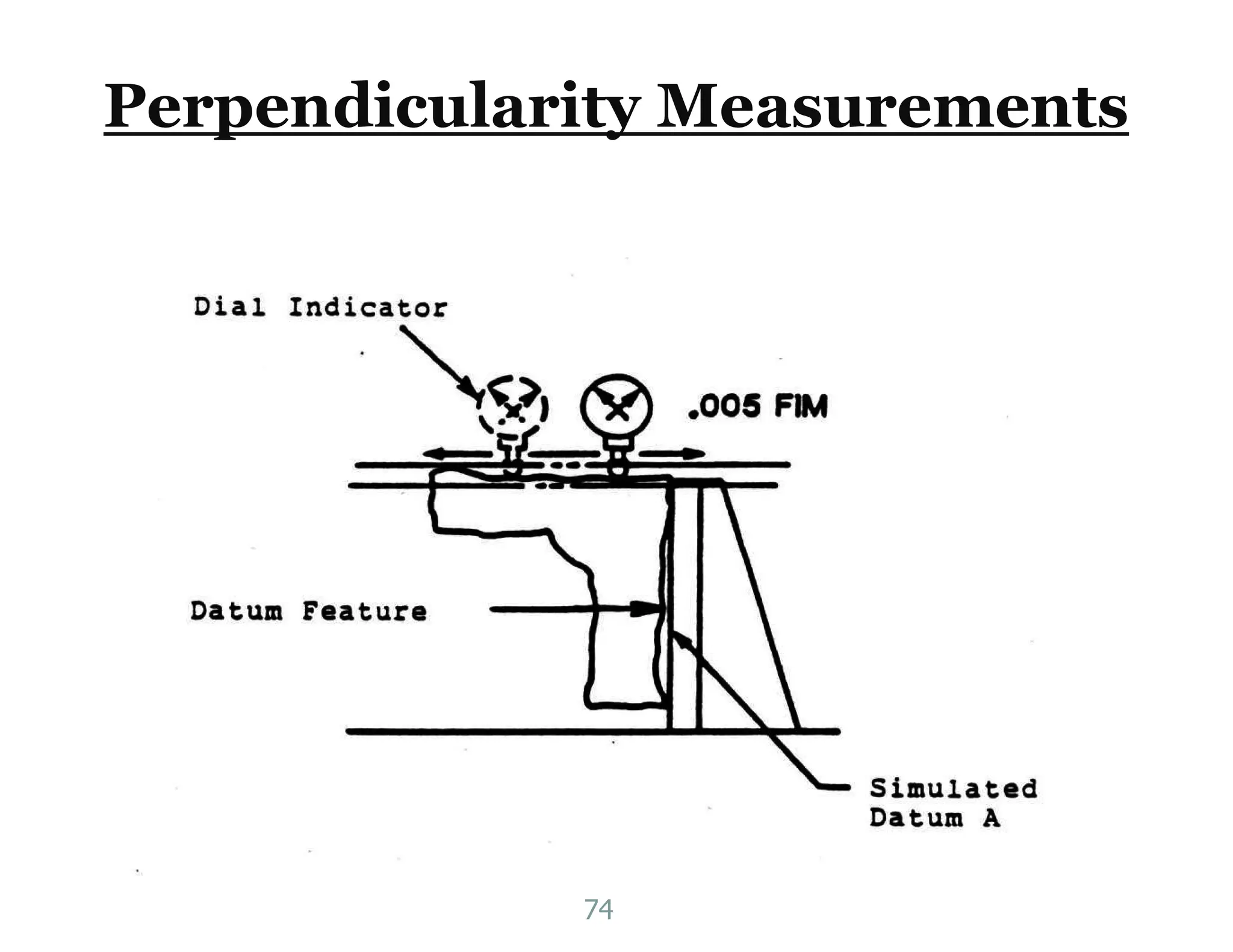
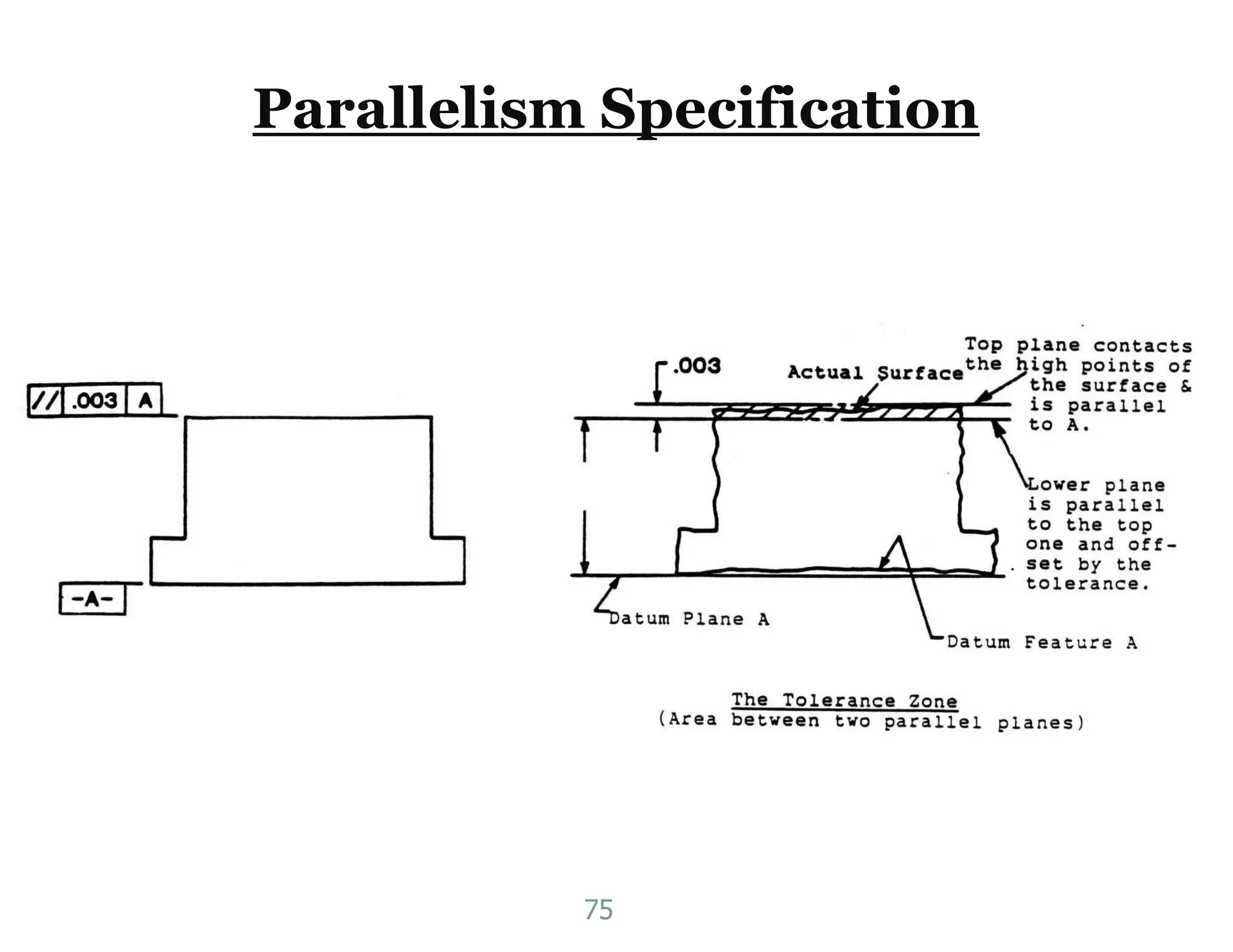
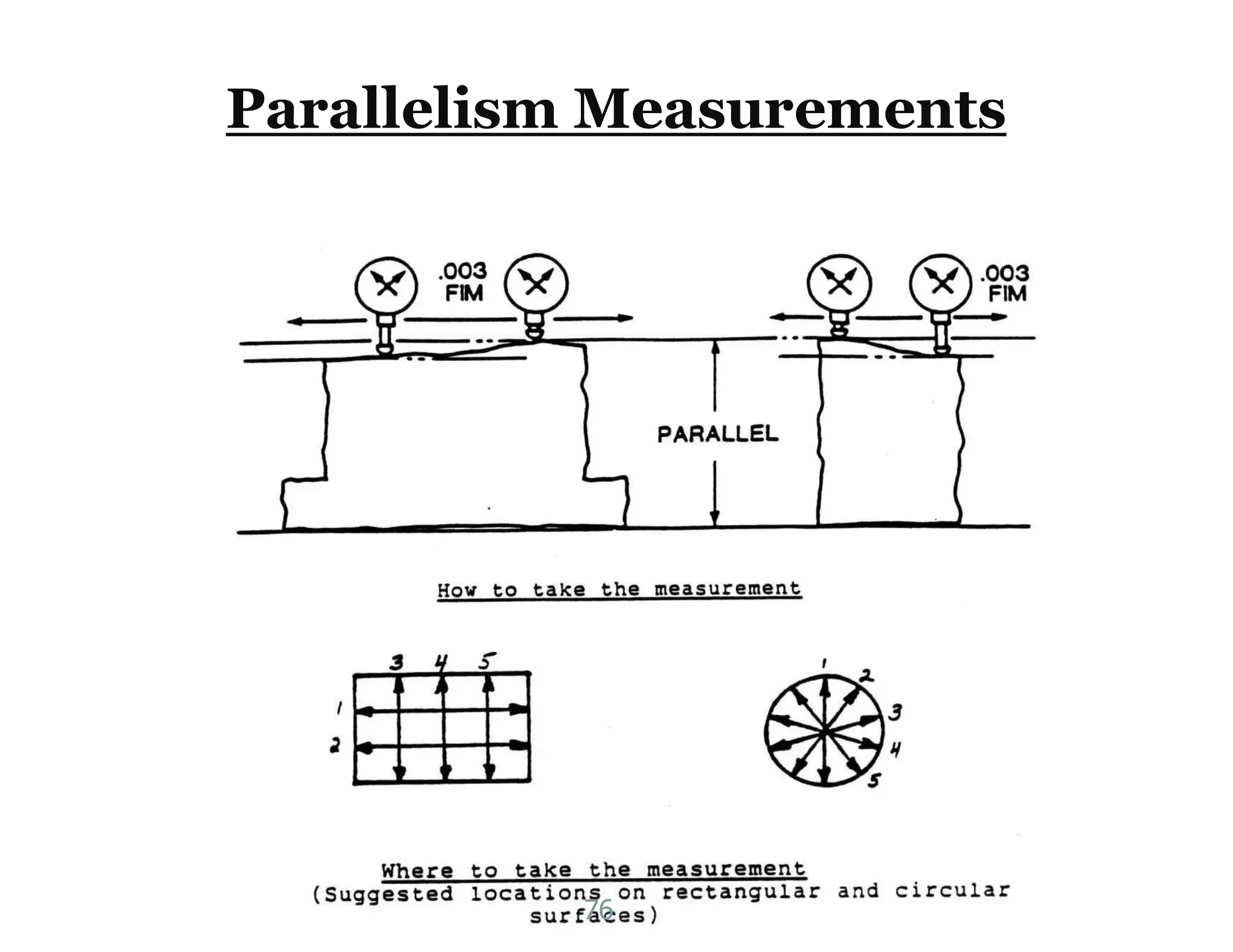
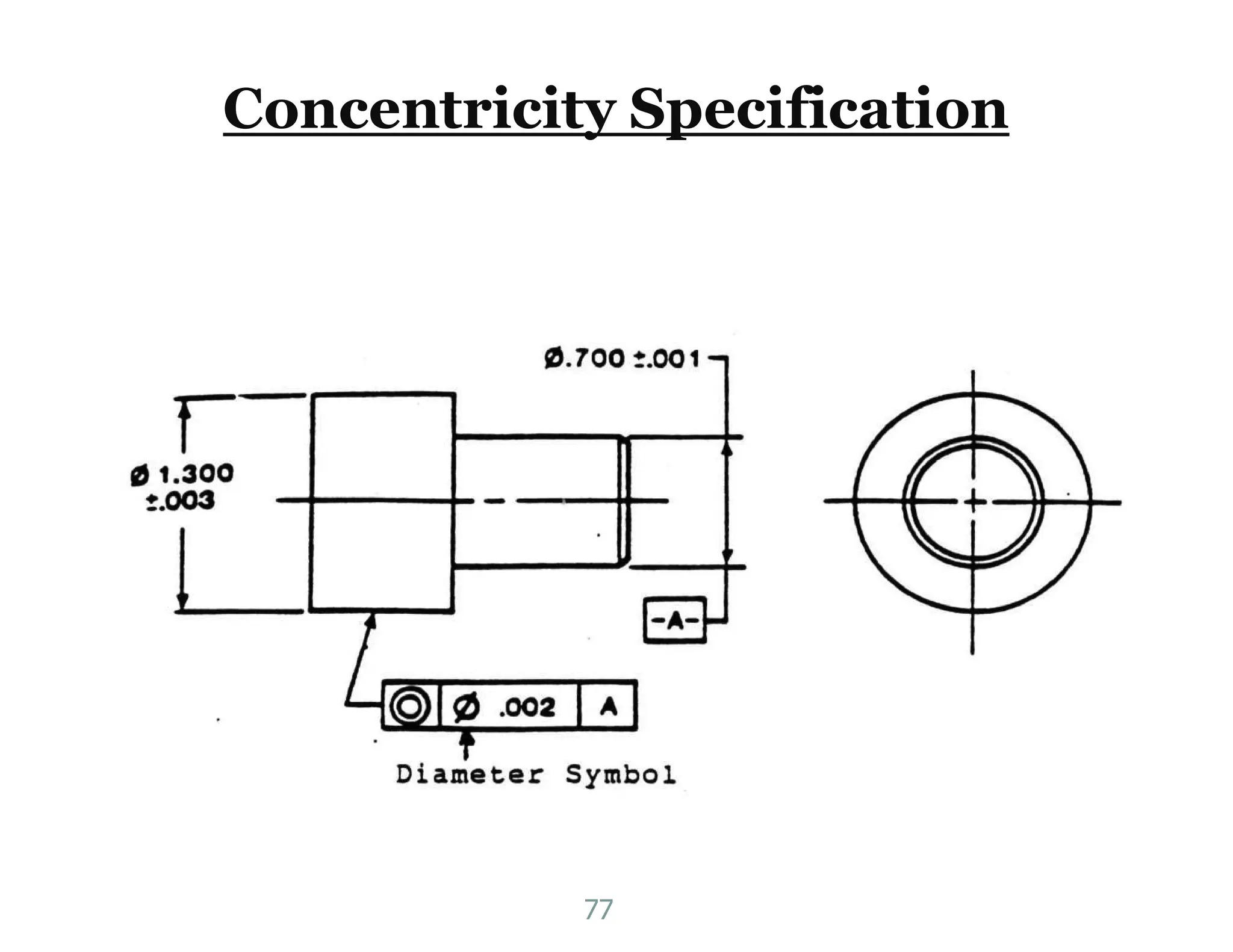
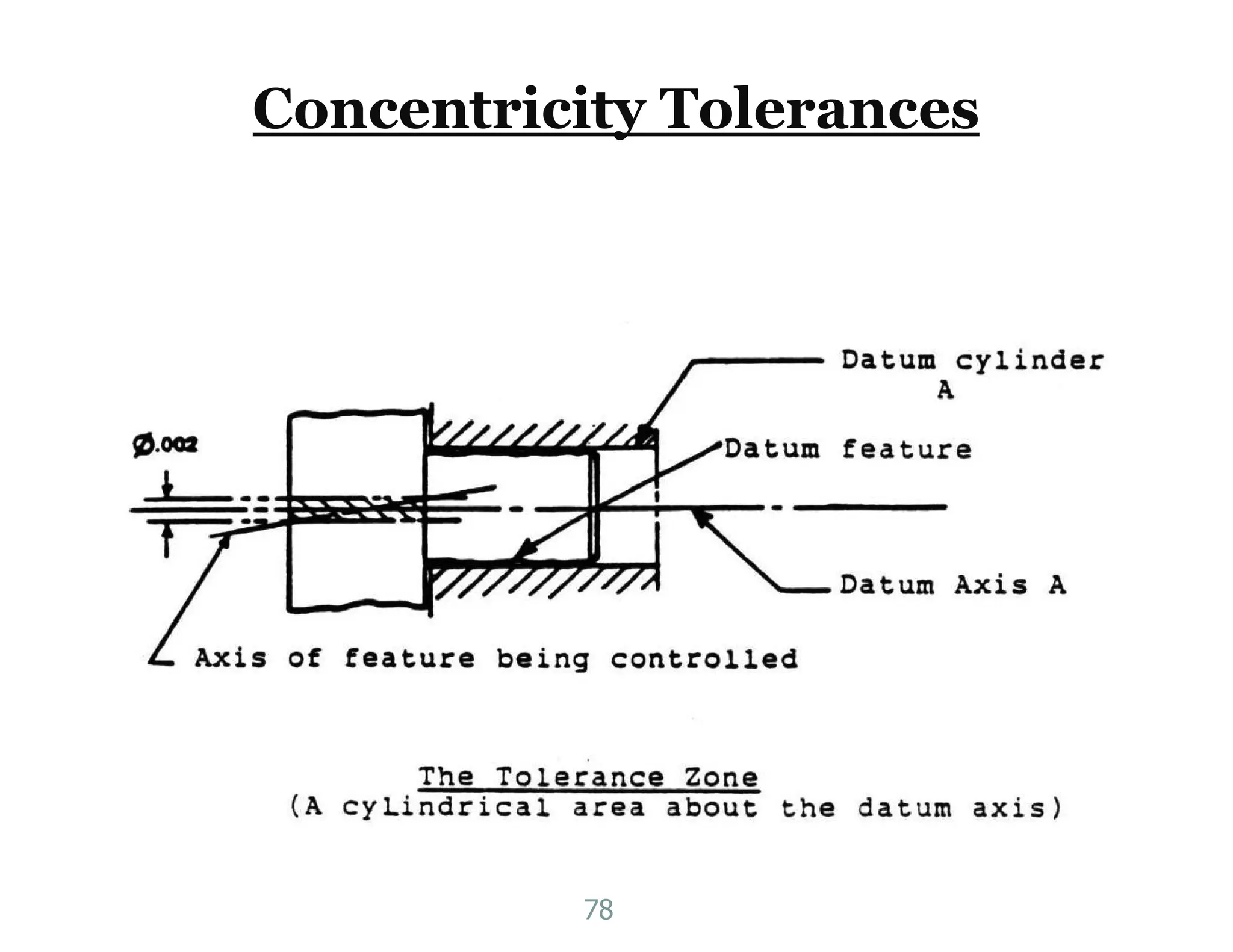
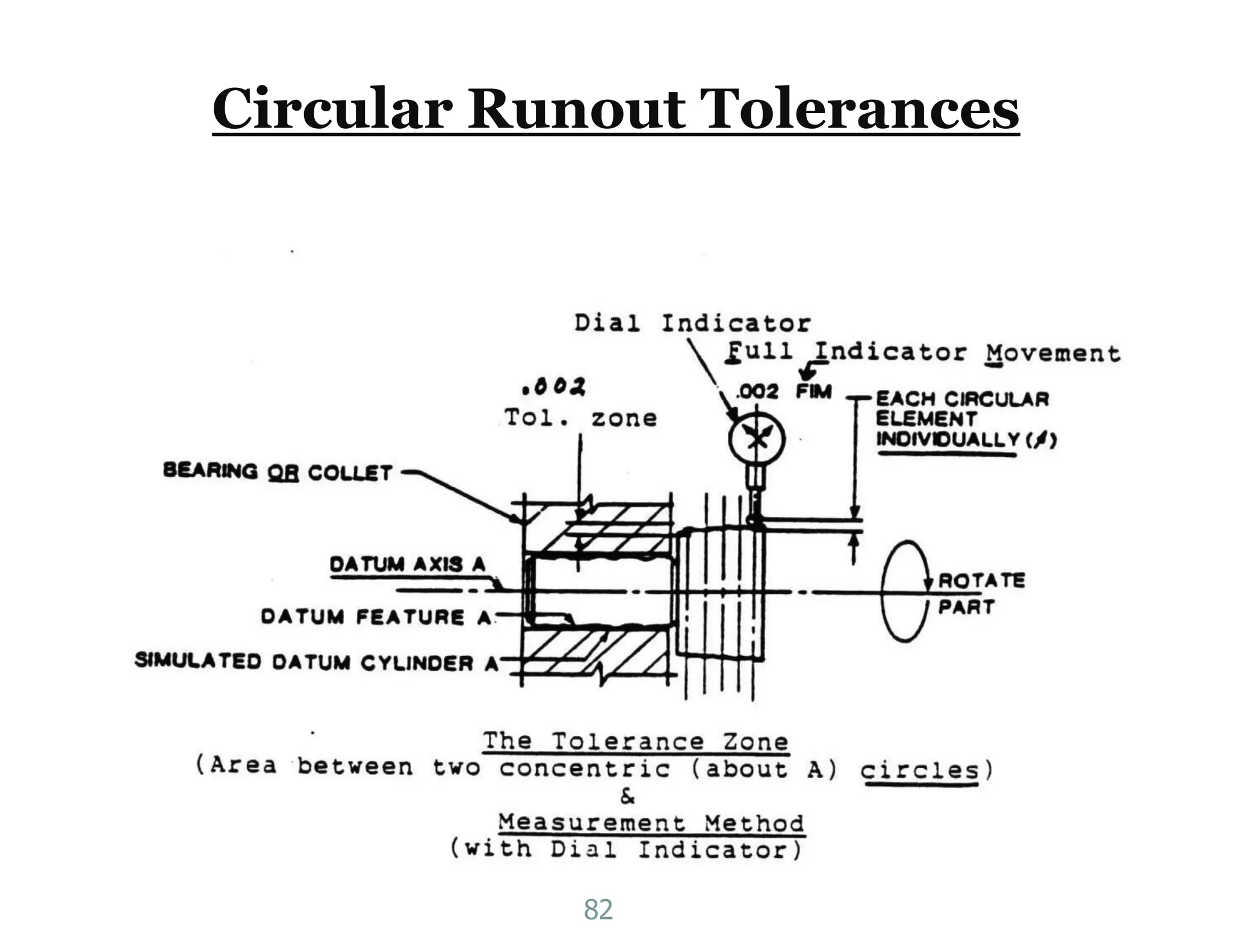
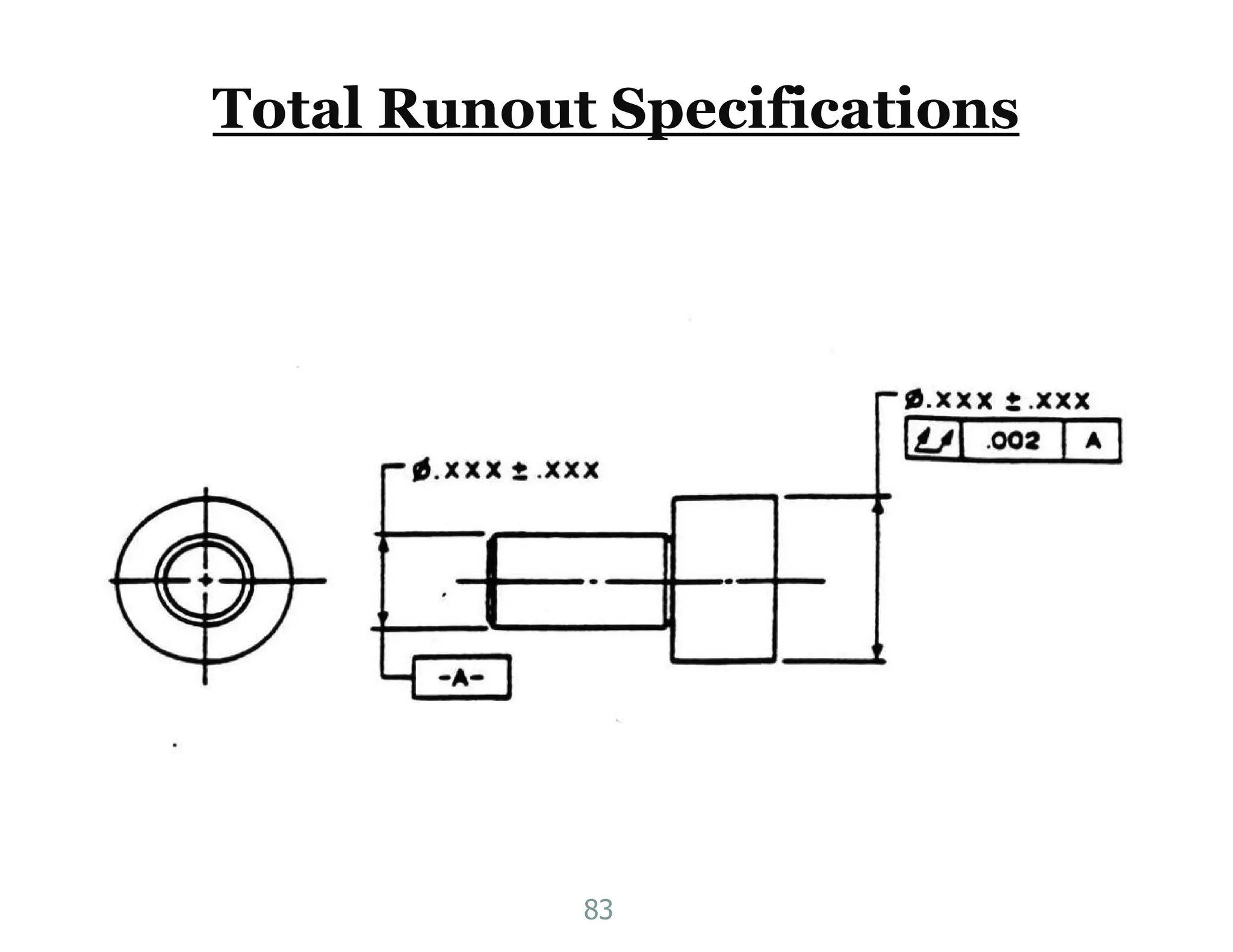
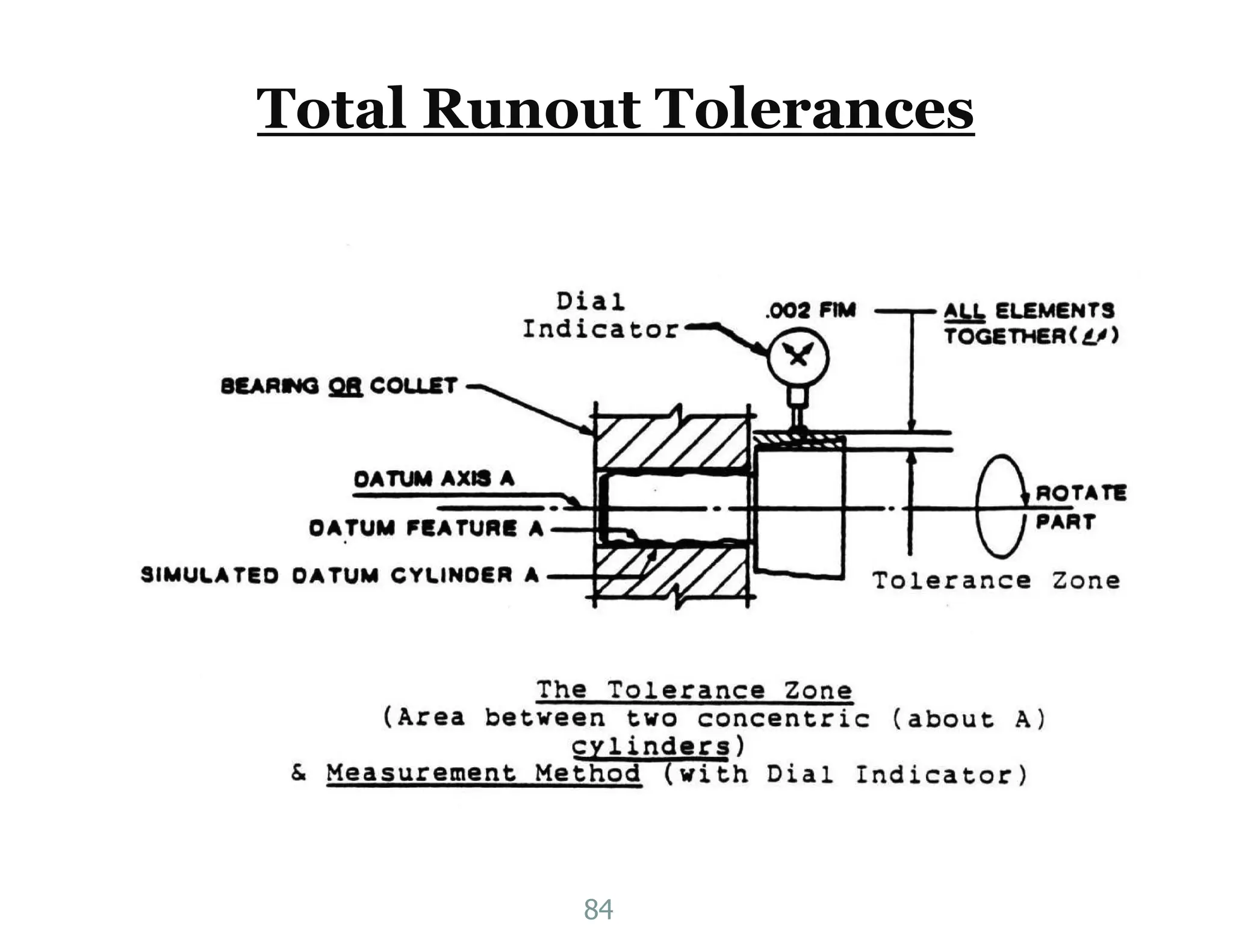
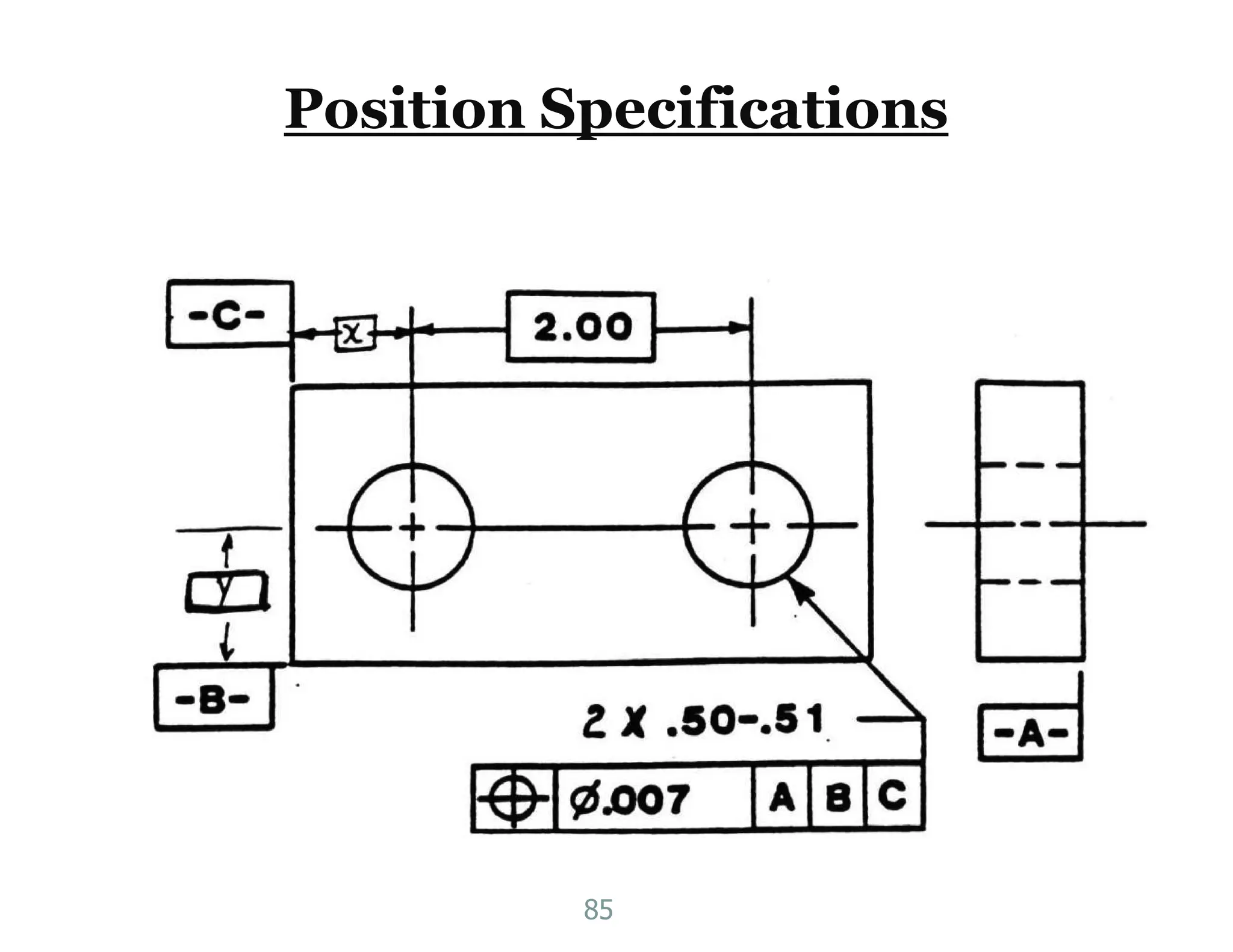
Dimensional Metrology Needs
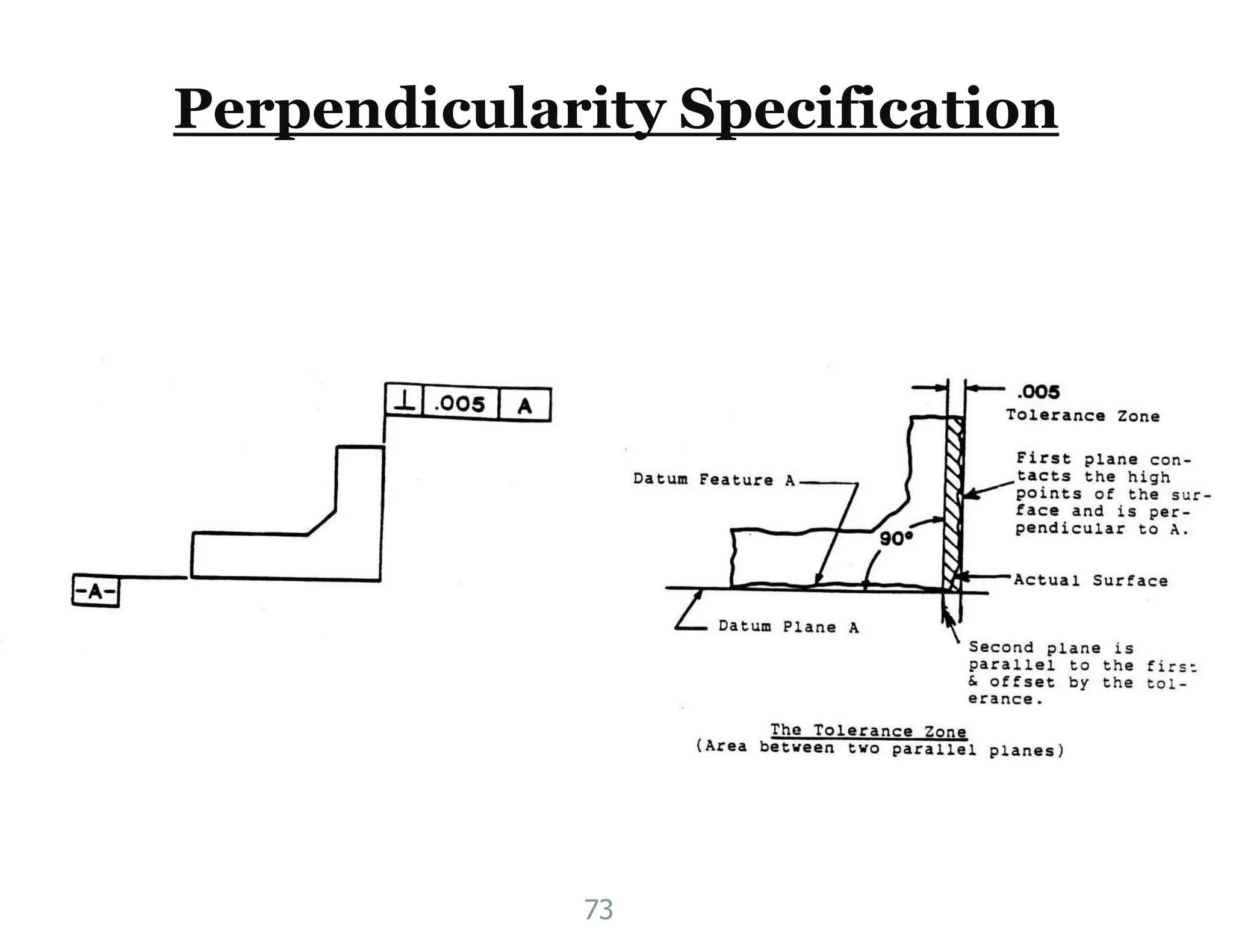
Geometric relationships
Parallel, perpendicular, etc.
Concentric, runout, etc.
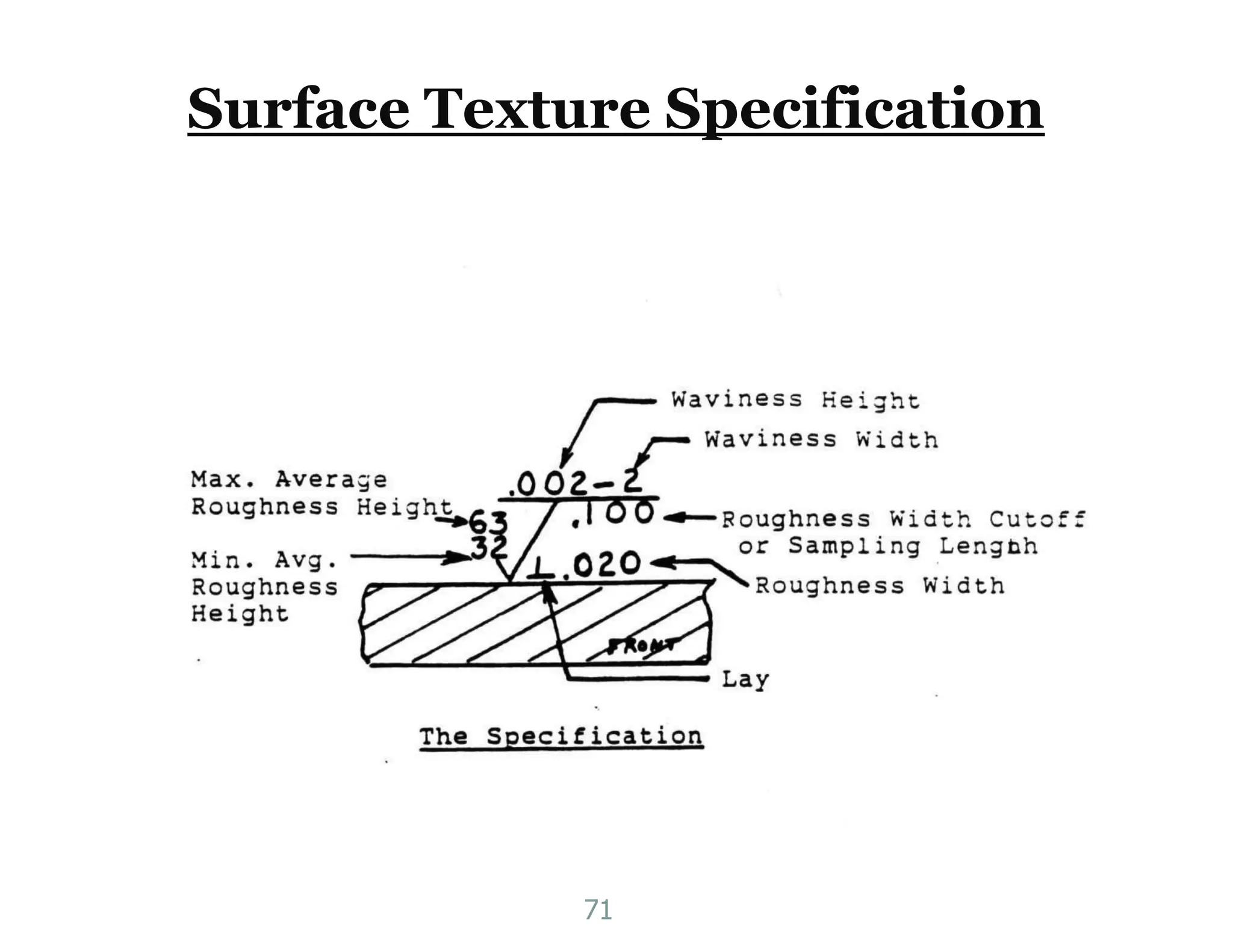
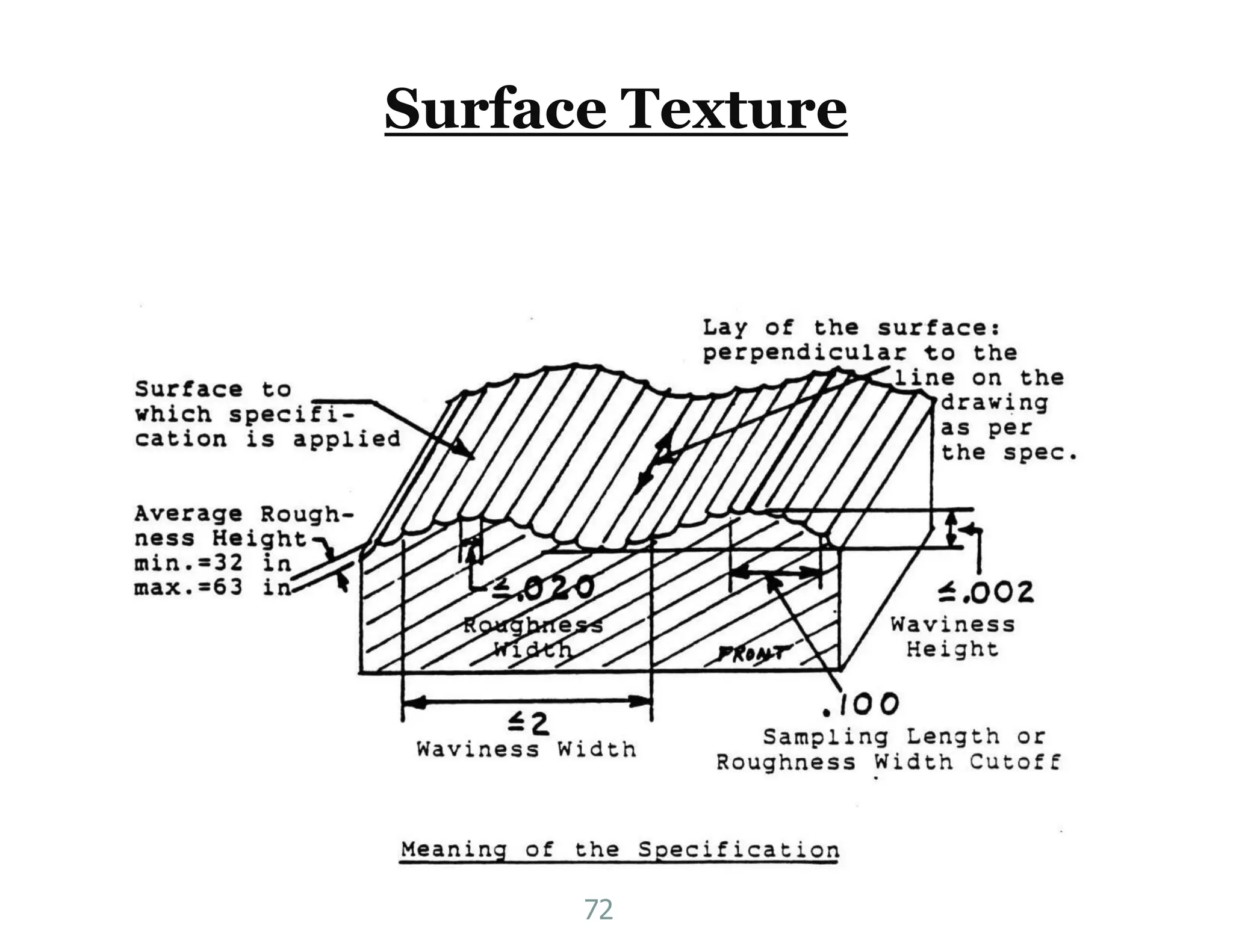
Controlled surface texture
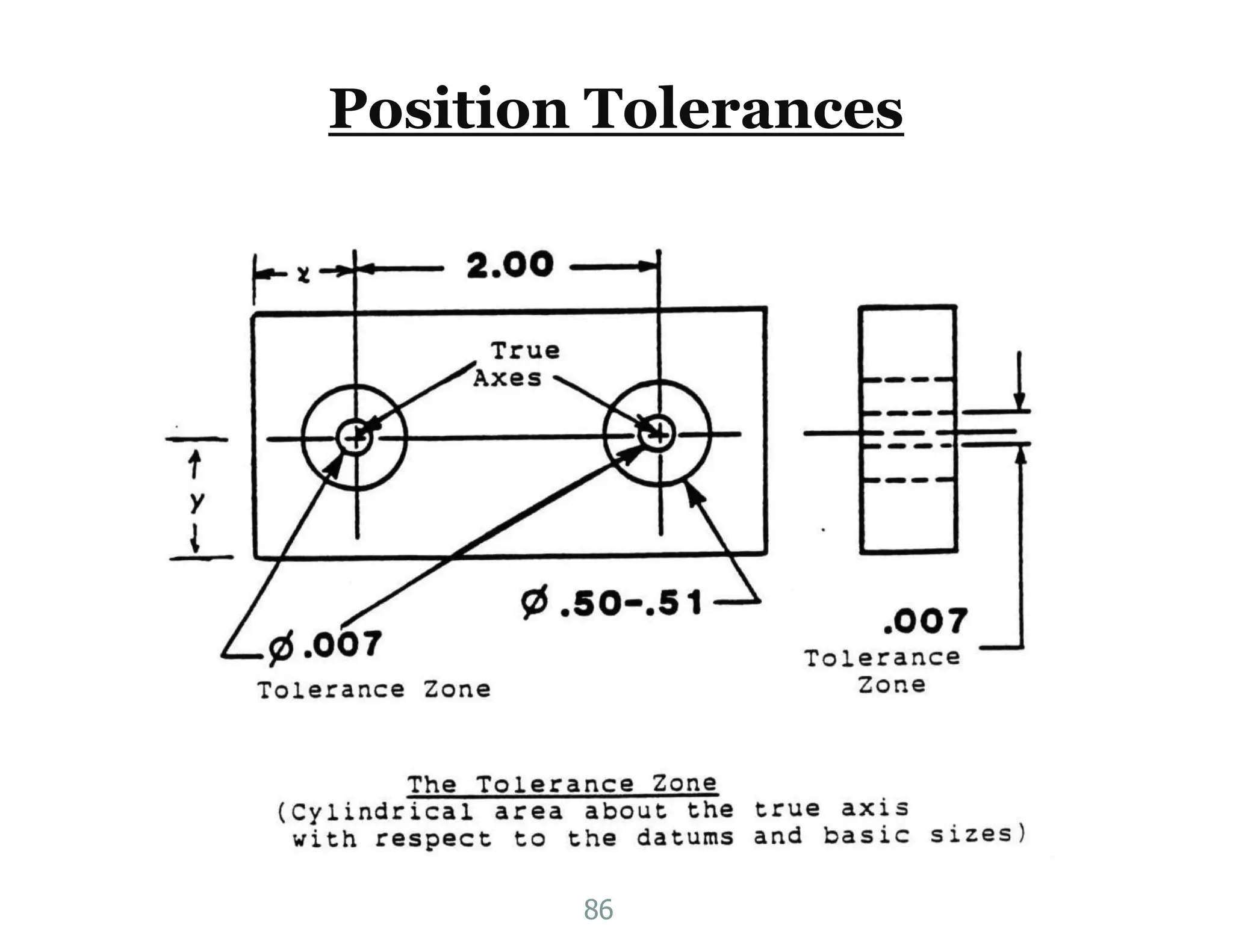
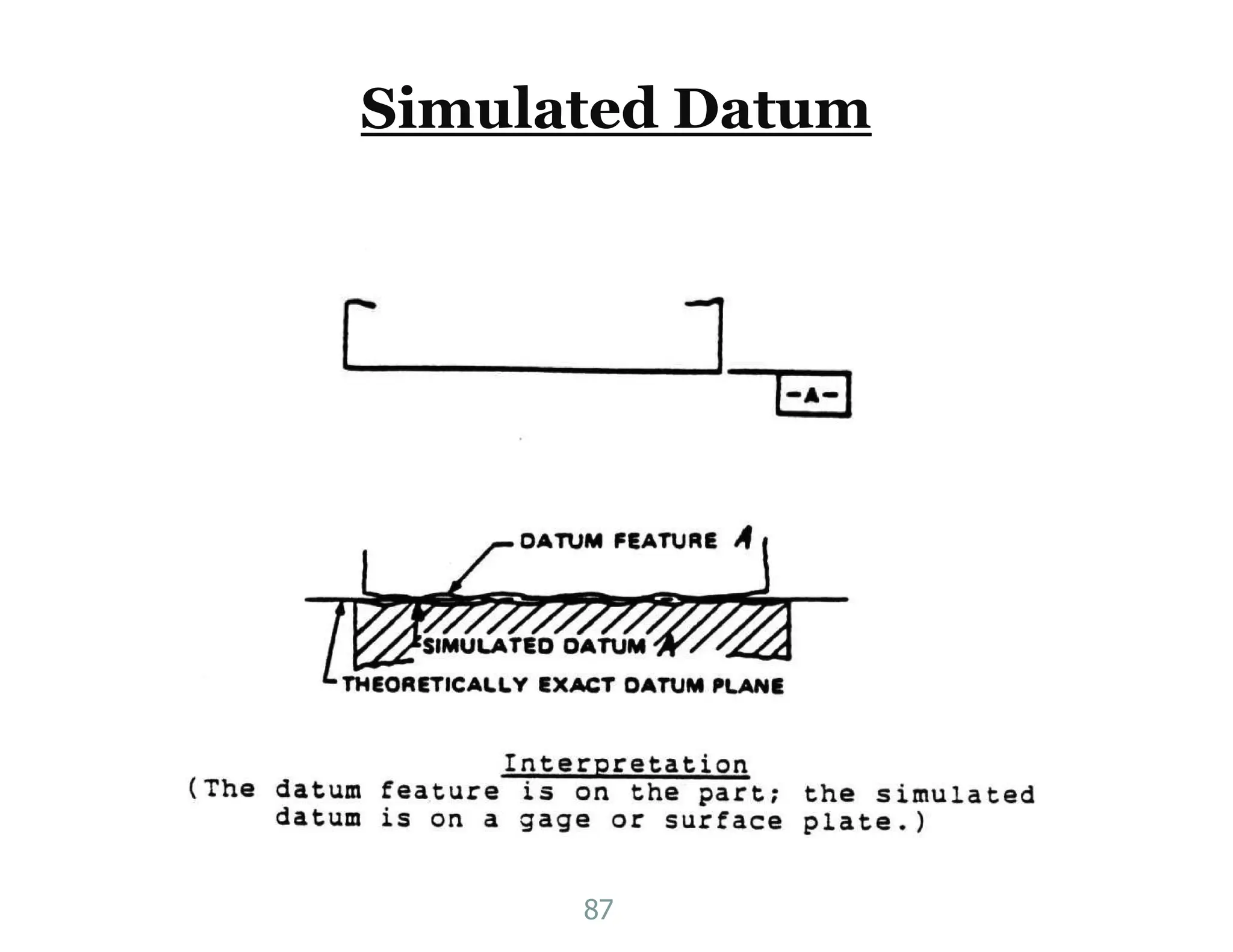
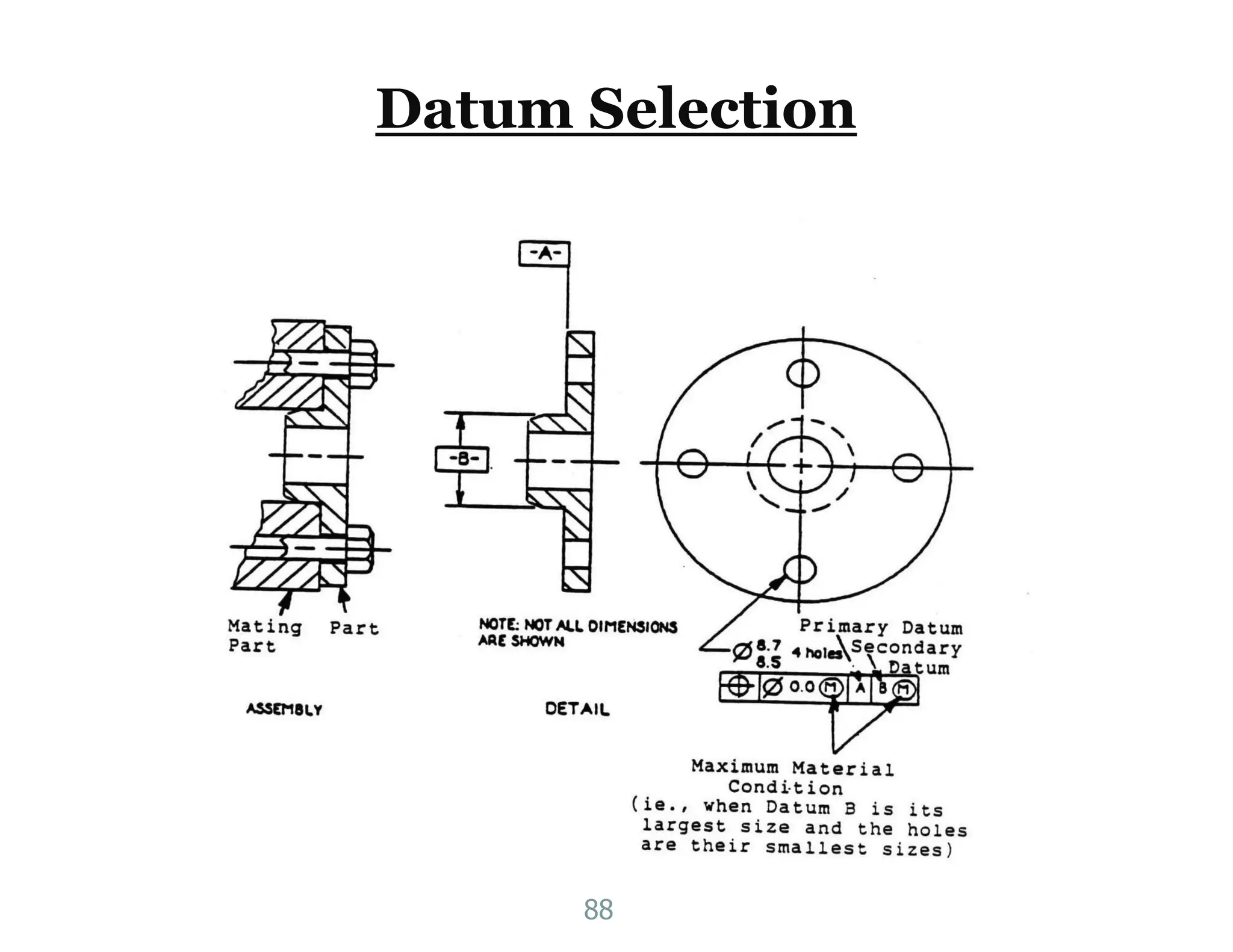
Geometric Dimensioning and Tolerancing (GDT)
Standard symbols, etc., on part drawings.
20
21.
Some important terms
Measurand
Resolution
Accuracy
Precision
Repeatability
Sensitivity
Drift
Error
Calibration
Range
Readability
Response time
Stability
Testing
Traceability
Uncertainty
21
22.
Measurand isthe quantity to be measured.
Resolution is the smallest change of the measured quantity
which changes the indication of a measuring instrument. This is
also known as the sensitivity of the instrument.
Accuracy is the closeness between a test result and the
accepted reference value.
Precision is the closeness of agreement between independent
test results obtained under stipulated conditions. This is also
referred as the repeatability of the instrument.
Sensitivity
22
23.
Drift isa slow change of a metrological characteristic of a
measuring instrument.
Error is the deviation of the measured value from the true
value.
Absolute error: │True value – Measured value│
Relative error:
│True value – Measured value│/│True value│
%age error: Relative error X 100
23
24.
24
Calibration isa documented comparison of the measurement
device to be compared against a traceable reference
standard/device.
Range is the capacity within which an instrument is capable of
measuring.
Readability refers to the ease with which the readings of a
measuring instrument can be read.
Response time is the time taken for measuring device, when
subjected to a changes in input signal, to change its state by a
specified fraction of its total response to that change.
25.
Stability refersto the ability of a measuring instrument to constantly maintain
its metrological characteristics with time.
Testing is a technical investigation to ascertain the functionality of a product.
Traceability means that a measured result can be related to the stated
reference, usually national or international standards through an unbroken
chain of comparison, all having stated uncertainty.
Uncertainty of measurement is a parameter, associated with the result of a
measurement that characterizes the dispersion of the values that could
reasonably be attributed to the measurand.
25
26.
Factors affecting accuracy
Standards of calibration for setting accuracy
Workpiece control during measurement
Inherent characteristics of measuring instrument
Inspector (Human factor)
Environmental conditions: Noise, vibration, temperature,
humidity, electrical parameter variations, adequate lighting,
atmospheric refraction, clean surrounding.
To ensure higher accuracy during measuring, the above sources of
error are required to be analyzed frequently and necessary steps
should be taken to eliminate them. 26
Standards of Measurements
Metre is accepted as the fundamental unit of linear
measurement.
The wavelength of monochromatic light, is used as the
fundamental unit of measurement.
A metre is defined as 1650763.73 wavelengths of the orange
radiation in vacuum of krypton-86
28
Iodine stabilized helium-neon laser
29.
Three types ofmeasurement standards are used:
i. Line standard
ii. End standard
iii. Wavelength standard
29
14th October: International Standards Day
30.
Line Standard
Theinternational Bureau of weights and measures (CIPM:
comite International des Poids et Measures) established the
metre as the linear measuring standards in the year 1875.
The metre is the distance between the centre portions of two
lines engraved on the polished surface of a bar made up of
platinum(90%) iridium (10%) alloy having a unique cross-
section (web).
The web section gives maximum rigidity and economy in the
use of the expensive material.
30
31.
31
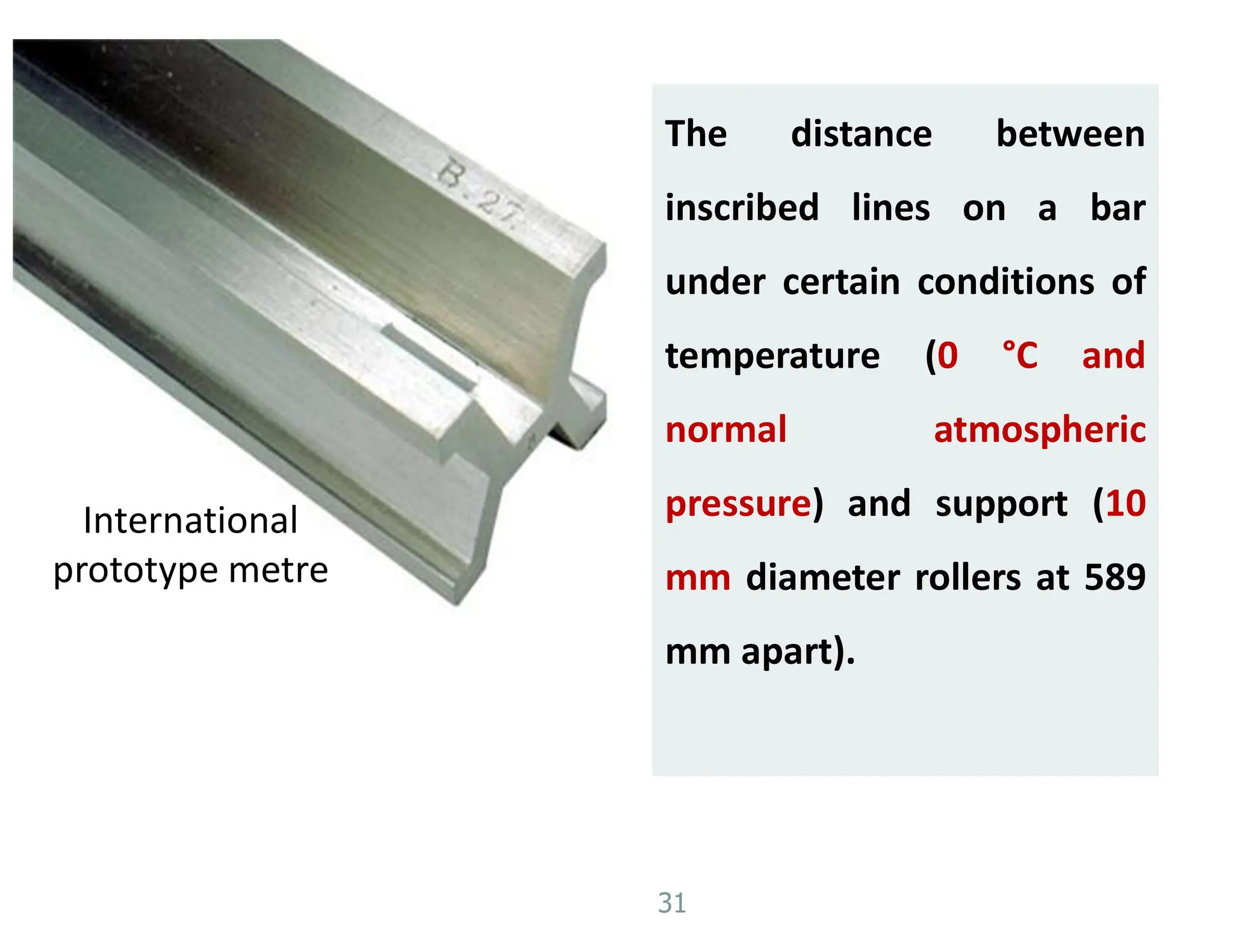
International
prototype metre
The distancebetween
inscribed lines on a bar
under certain conditions of
temperature (0 °C and
normal atmospheric
pressure) and support (10
mm diameter rollers at 589
mm apart).
32.
End standard
Endstandards are used for all practical measurements in
workshops and general use in precision engineering in standard
laboratories.
These are in the form of end bars and slip gauges.
These are used to set the reference dimension in various
measurements.
32
End barsmade of steel having cylindrical cross-section of 22.2
mm diameter with the faces lapped and hardened at the ends
are available in sets of various lengths.
Parallelism of the ends is within few tenths of micro-meters.
End bars are made from high-carbon chromium steel, ensuring
that faces are hardened to 64 HRC (800 HV)
The bars with a round section of 30 mm are used for greater
stability.
34
35.
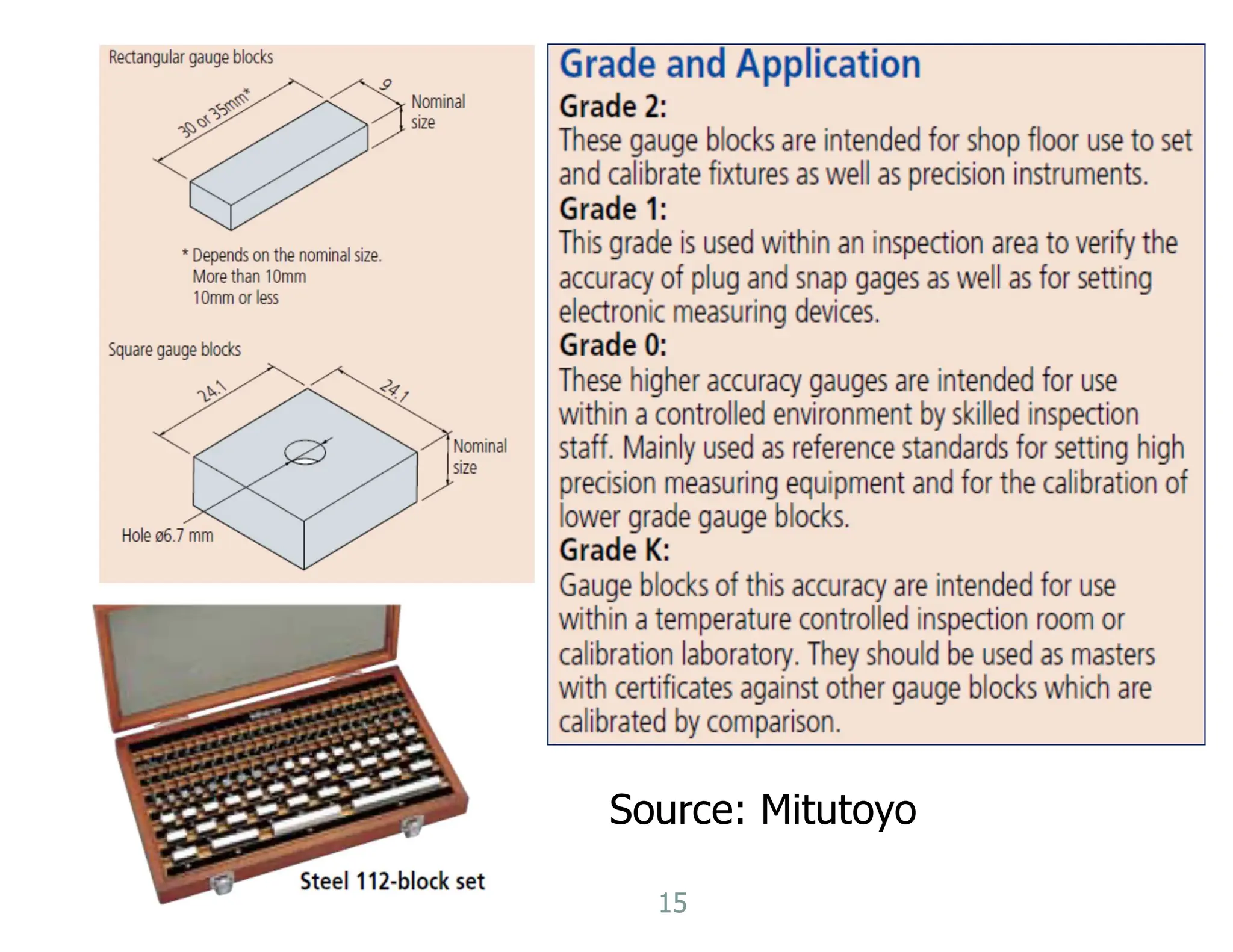
Slip gaugesare practical end standards.
Slip gauges are rectangular blocks of hardened and stabilized
high-grade cast steel or zirconium oxide (ZrO2) having thermal
expansion coefficients of 11.5X10-6 K-1 and 9.5X10-6 K-1
respectively.
Cross-section 9 mm wide and 30 to 35 mm long.
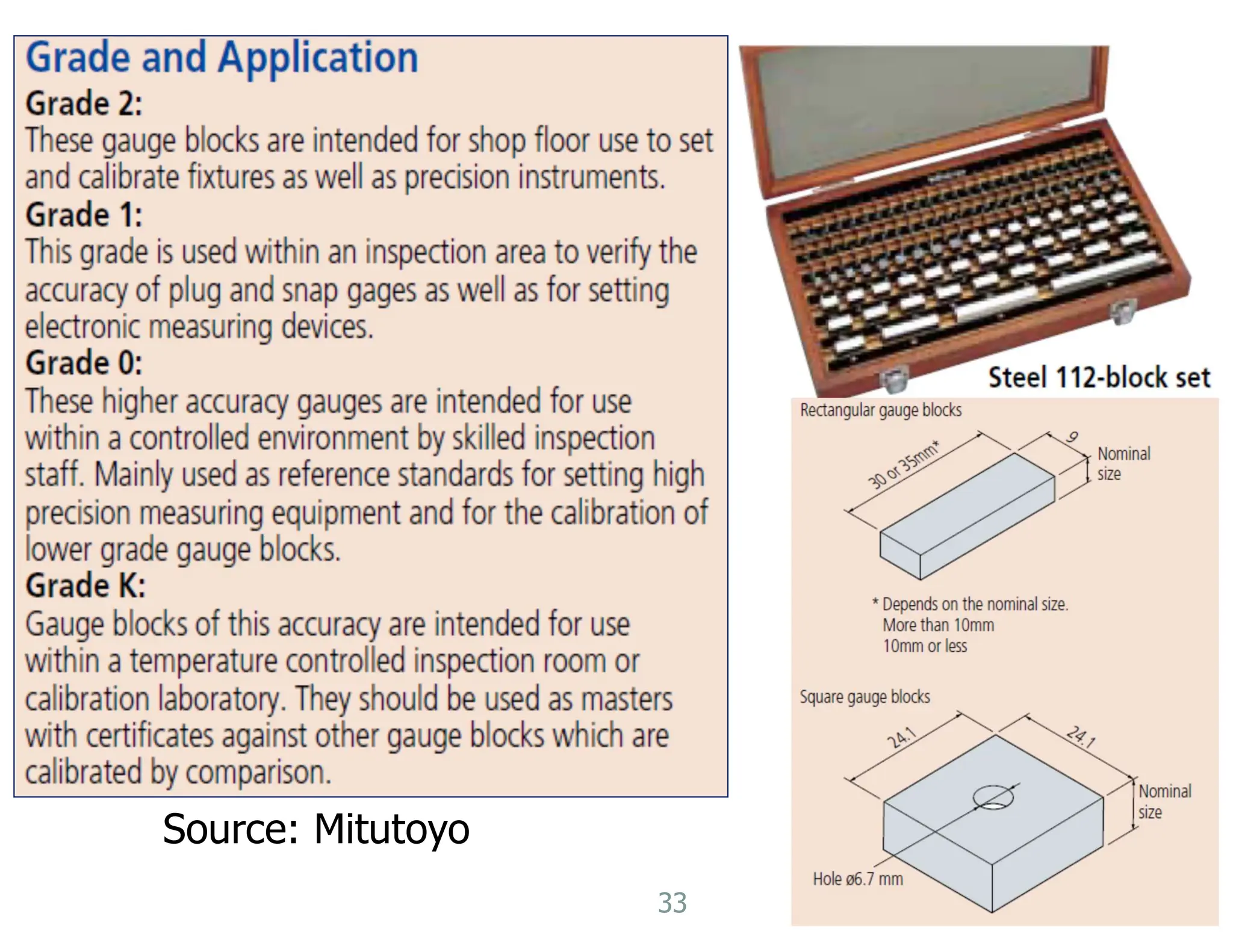
Slip gages are available in three grades of accuracies [IS 2984]:
35
Grade 0
(Reference)
Grade 1
(Inspection)
Grade 2
(Workshop)
36.
Errors in Measurement
Absolute error Relative error
Static error
a) Reading error (parallax error)
b) Alignment error ( the axis of the measuring instrument and the
line of measurement should coincide)
c) Characteristic error (Linearity, repeatability, hysteresis,
resolution etc.)
d) Environmental error (surrounding temperature, pressure and
humidity on the measuring system)
36
37.
37
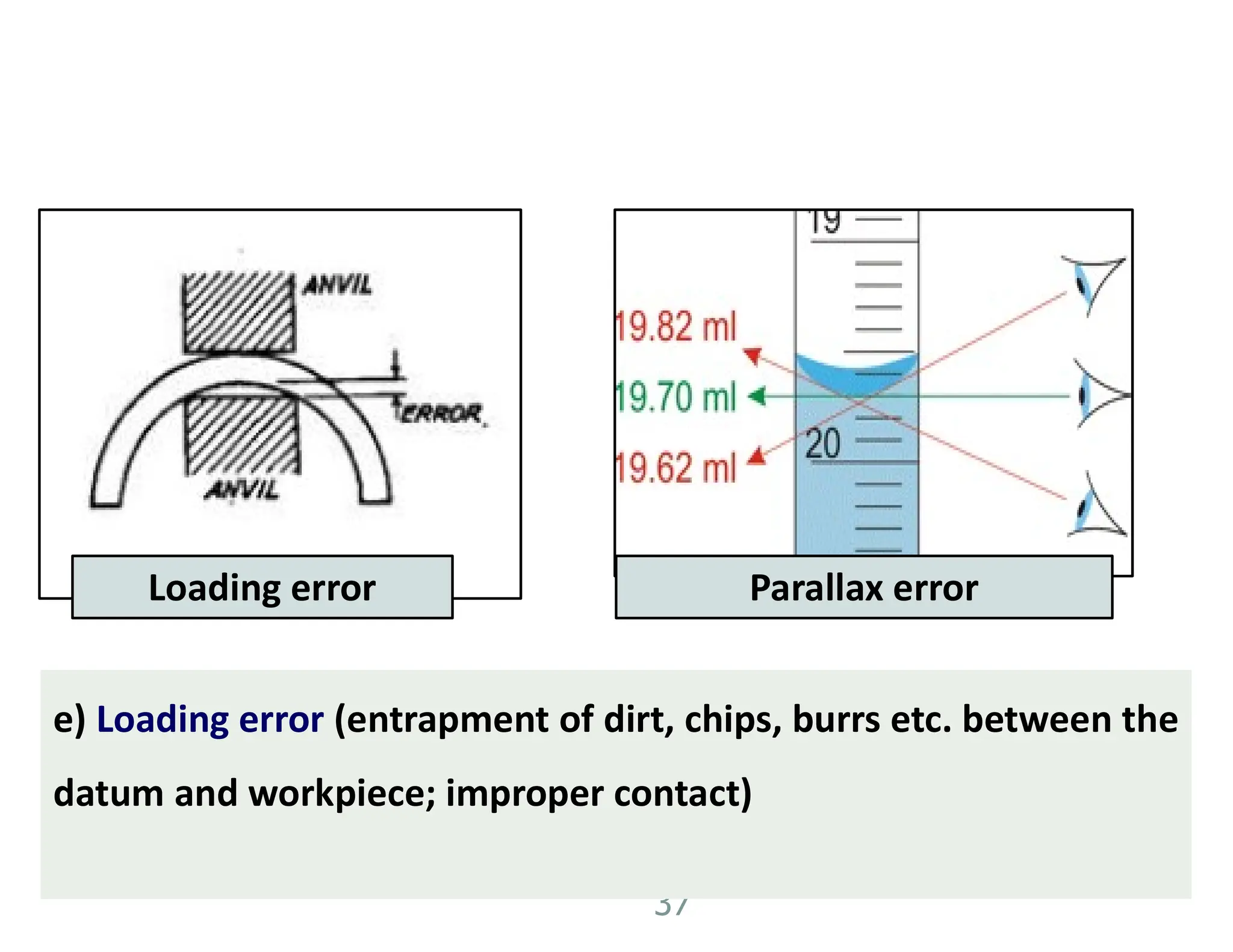
Loading error Parallaxerror
e) Loading error (entrapment of dirt, chips, burrs etc. between the
datum and workpiece; improper contact)
38.
Errors in measurement
Dynamic error (caused by time variation in the measurand)
Controllable/Systematic errors (Bias): These errors are regularly
repetitive in nature and follow a definite pattern. They include
the following errors:
a) Calibration error
b) Stylus pressure error (uniform pressure is desirable)
c) Avoidable error (due to parallax, non-alignment of workpiece
centers, loading error etc.)
38
39.
Random/chance errors: Theseerrors are accidental,
non-consistent in nature. They cannot be eliminated
since no definite cause can be located.
39
40.
Formally agreedby the 11th General Conference on Weights
and Measures (CGPM) in 1960, the SI is at the centre of all
modern science and technology. The definition and realization
of the base and derived units is an active research topic for
metrologists with more precise methods being introduced as
they become available.
There are two classes of units in the SI: base units and derived
units. The base units provide the reference used to define all
the measurement units of the system, whilst the derived units
are products of base units and are used as measures of derived
quantities.
40
41.
The Seven ‘SI’Base units
The ampere (A) - Unit of measurement of electric current
The kilogram (kg) - Unit of measurement of mass
The metre (m) - Unit of measurement of length
The second (s) - Unit of measurement of time
The kelvin (K) - Unit of measurement of thermodynamic
temperature
The mole (mol) - Unit of measurement of amount of substance
The candela (cd) - Unit of measurement of luminous intensity
41
42.
SI Base units
NameSymbol Measure Current (2005) formal definition[1] Dimension
symbol
metre m length
"The metre is the length of the path travelled by light in
vacuum during a time interval of 1 Ú 299792458 of a
second."
17th CGPM (1983, Resolution 1, CR, 97)
L
kilogram kg mass
"The kilogram is the unit of mass; it is equal to the mass of the international
prototype of the kilogram."
3rd CGPM (1901, CR, 70)
M
second s time
"The second is the duration of 9192631770 periods of the radiation corresponding
to the transition between the two hyperfine levels of the ground state of the
caesium 133 atom."
13th CGPM (1967/68, Resolution 1; CR, 103)
"This definition refers to a caesium atom at rest at a temperature of 0 K."
(Added by CIPM in 1997)
T
ampere A electric current I
kelvin K thermodynamic
temperature
Θ
mole mol amount of
substance
N
candela cd luminous
intensity
J
42
43.
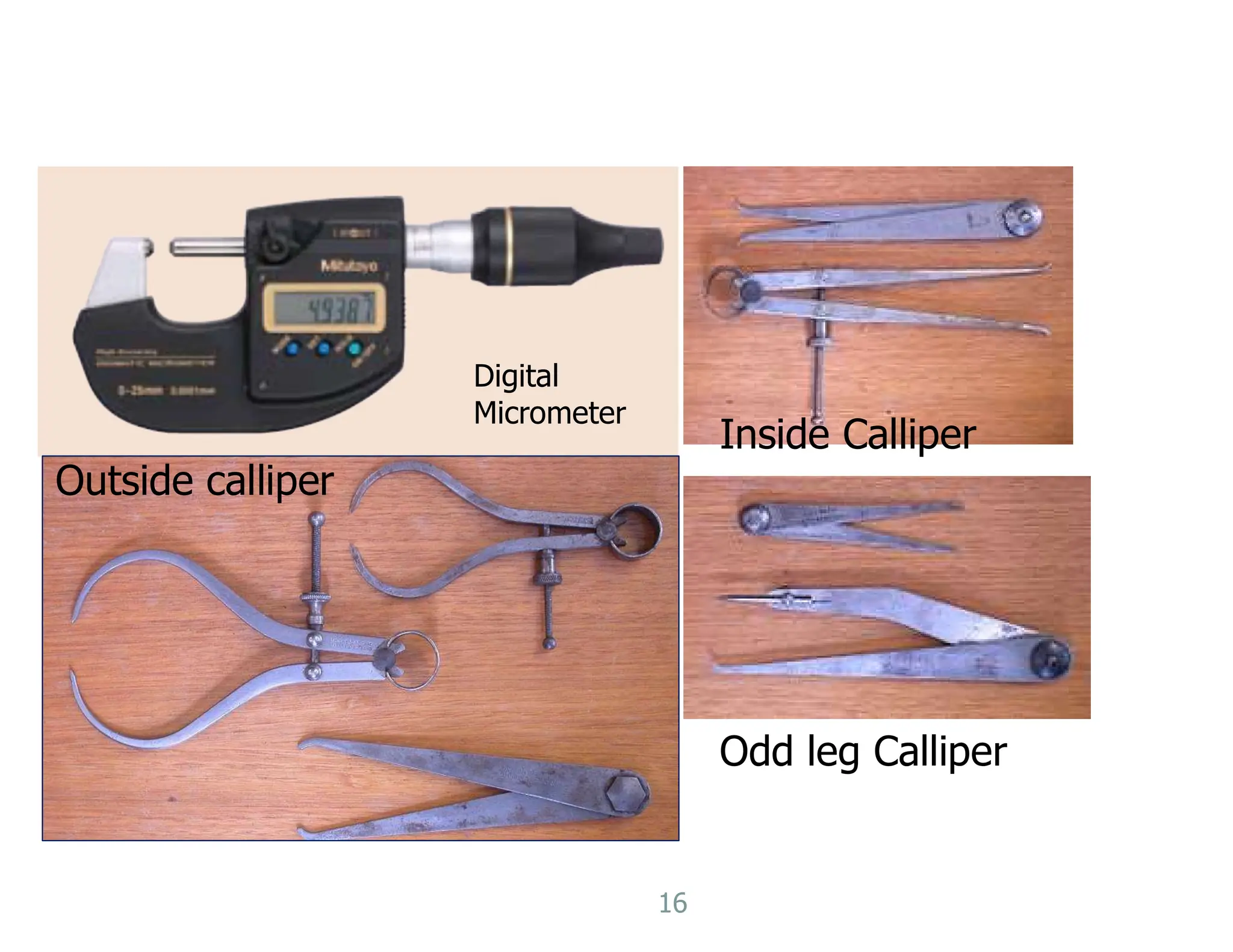
Linear Measurement Instruments
Steel Rule
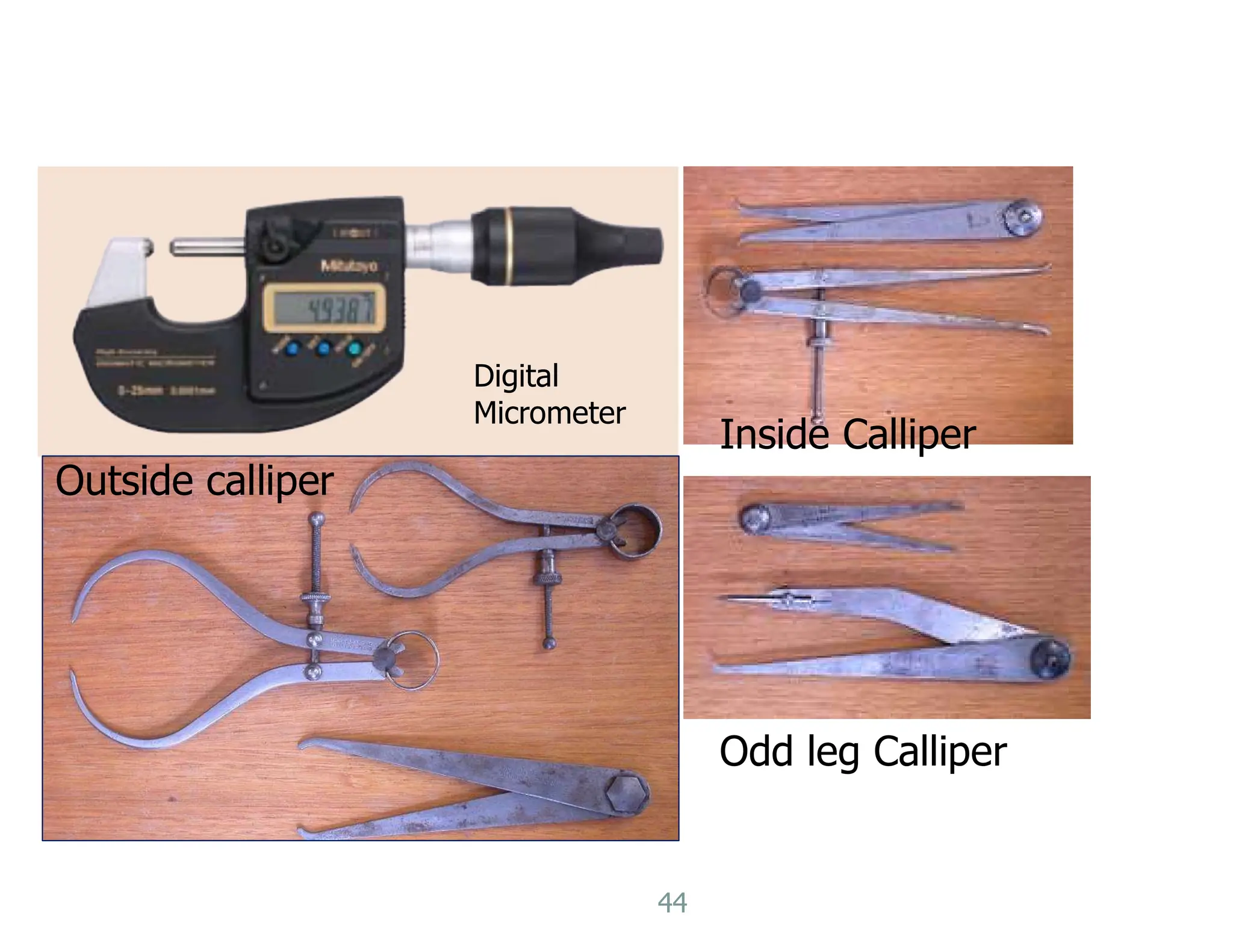
Inside, Outside and Odd-leg calliper
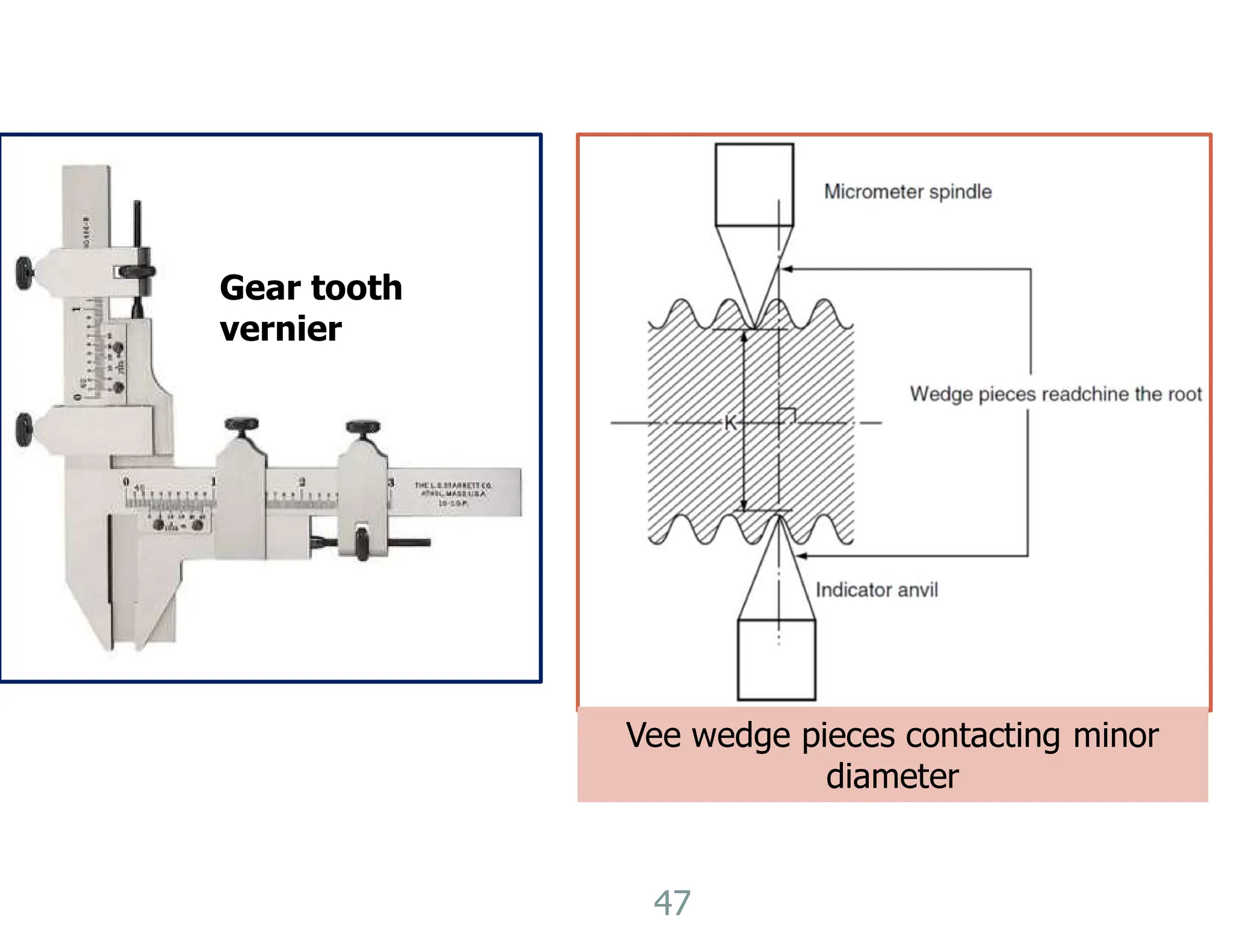
Vernier calliper (Modified anvil for gear measurement)
with dial, digital vernier
Vernier height gauge
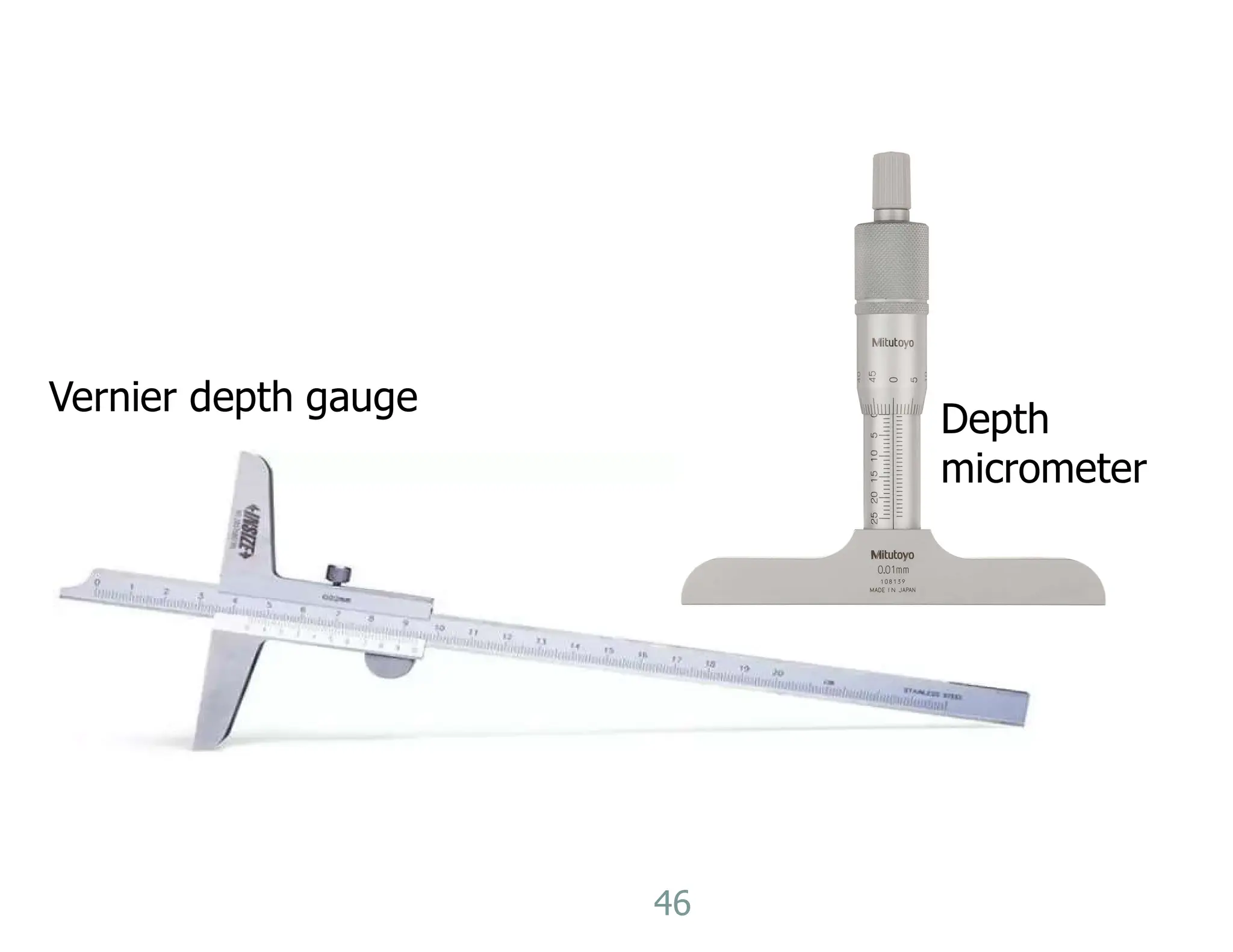
Vernier depth gauge
Micro-meter (Modified anvil for gear measurement, thread
measurement)
Depth micro-meter
43
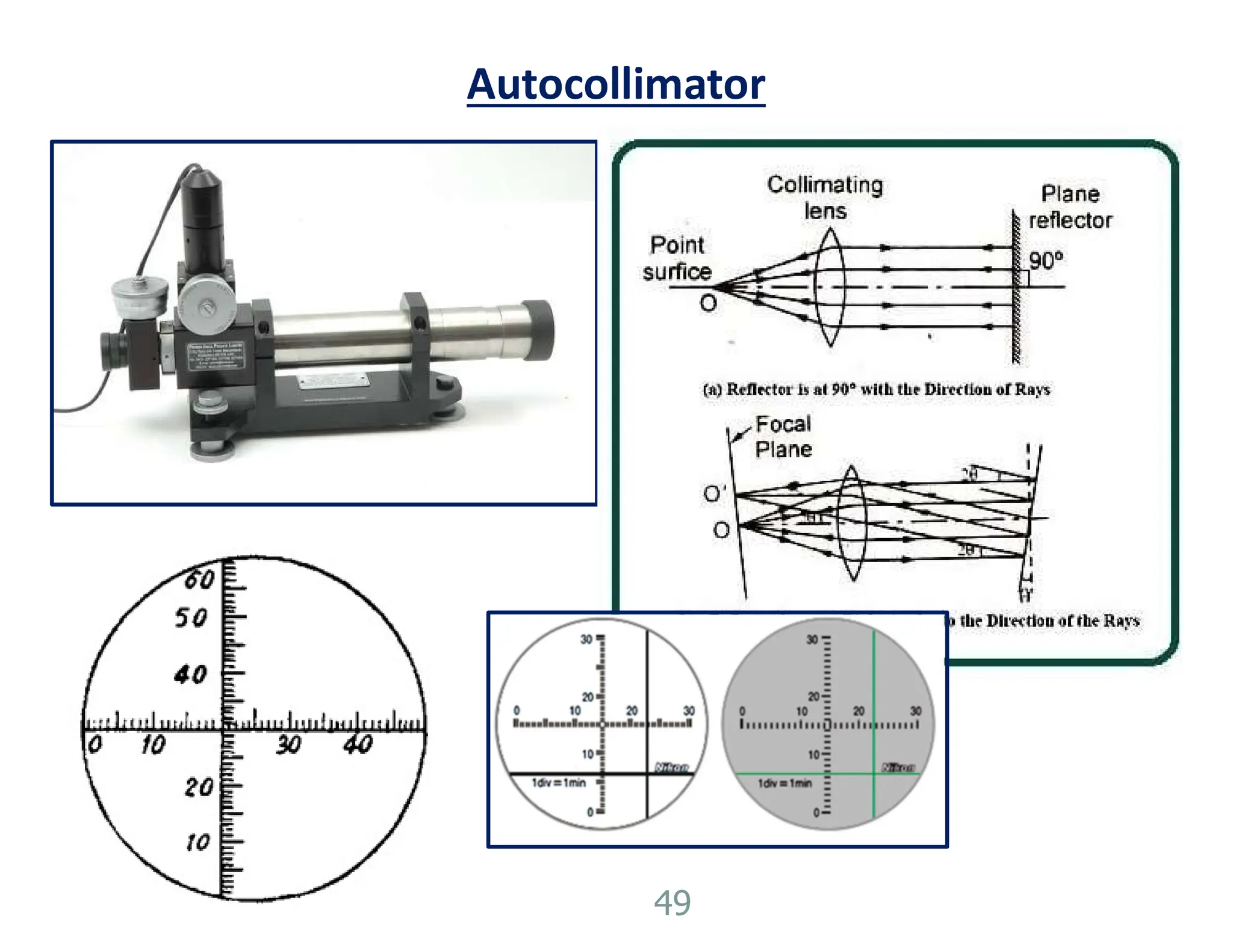
Working Principle ofAutocollimator
When a monochromatic light source’s beam of light rays is
made to fall on a beam deflector, it deflects the beam into 90
degree towards the converging lens. The converging lens made
the beams parallel and throws it to the object or reflecting
surface. The beam deflector should be kept near the converging
lens’s focus to keep the light beam parallel. The parallel rays
are then made to fall on a reflecting surface or an object. The
rays reflect back and proceed along the same path, in opposite
direction,
if there is no angular deviations on the object’s surface,
eventually converge at the receiver kept at the focal distant
from the converging lens. If the object is inclined at angle α
then the reflected ray makes an angle 2α with the incident
beam.
51
52.
Application of Autocollimator
Checking flatness of machine tool beds and slide ways.
Measuring very small angle with high precision.
Verifying parallelism
Checking the column’s squareness in relation to the base.
Examining the flatness of bed plates and table tops.
Checking for small linear shifts.
Advantages of Autocollimator
Very high accuracy.
Ability to measure wide range angle.
Easy to set up and operate.
Calibration at the level of international standards.
Result can be seen directly on the screen.
52
53.
Disadvantage of Autocollimator
Regular maintenance is required
Measurements require much time.
For the detector to trace the sample, it has to be cut and
processed.
53






![ Slip gauges are practical end standards.
Slip gauges are rectangular blocks of hardened and stabilized
high-grade cast steel or zirconium oxide (ZrO2) having thermal
expansion coefficients of 11.5X10-6 K-1 and 9.5X10-6 K-1
respectively.
Cross-section 9 mm wide and 30 to 35 mm long.
Slip gages are available in three grades of accuracies [IS 2984]:
35
Grade 0
(Reference)
Grade 1
(Inspection)
Grade 2
(Workshop)](https://image.slidesharecdn.com/introductionandgeneralprinciples1-250815180347-e7e9a159/75/Introduction-and-General-Principles_1-pdf-35-2048.jpg)

![SI Base units
Name Symbol Measure Current (2005) formal definition[1] Dimension
symbol
metre m length
"The metre is the length of the path travelled by light in
vacuum during a time interval of 1 Ú 299792458 of a
second."
17th CGPM (1983, Resolution 1, CR, 97)
L
kilogram kg mass
"The kilogram is the unit of mass; it is equal to the mass of the international
prototype of the kilogram."
3rd CGPM (1901, CR, 70)
M
second s time
"The second is the duration of 9192631770 periods of the radiation corresponding
to the transition between the two hyperfine levels of the ground state of the
caesium 133 atom."
13th CGPM (1967/68, Resolution 1; CR, 103)
"This definition refers to a caesium atom at rest at a temperature of 0 K."
(Added by CIPM in 1997)
T
ampere A electric current I
kelvin K thermodynamic
temperature
Θ
mole mol amount of
substance
N
candela cd luminous
intensity
J
42](https://image.slidesharecdn.com/introductionandgeneralprinciples1-250815180347-e7e9a159/75/Introduction-and-General-Principles_1-pdf-42-2048.jpg)