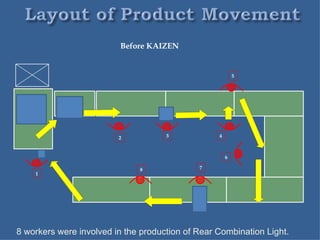
1) The document summarizes an OEM vendor development project presentation by Electropolymers Pvt. Ltd. for improvements identified with assistance from SMEDA-JICA.
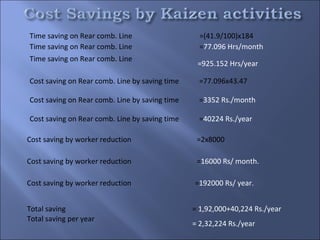
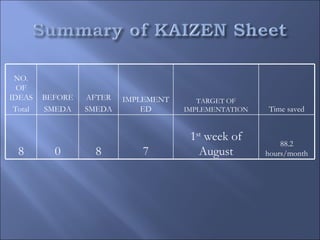
2) A total of 8 improvement ideas were identified and 7 were implemented, resulting in an estimated time savings of 88.2 hours per month.
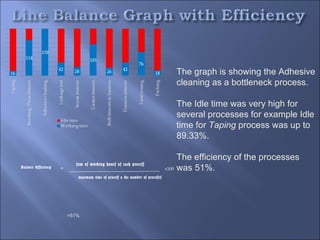
3) The key areas of intervention were productivity improvement and quality improvement for the rear combination lamp, with a focus on reducing cycle time, waste, and costs while improving line efficiency.






















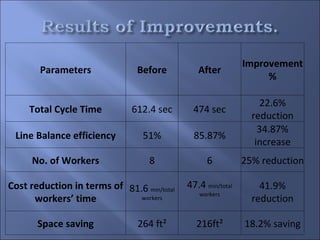






![Process: Sealing Team: Leader: Suggest: SMEDA-JICA
Before (Problem)
1. Possible damage of Hot Melt Nozzle
Because it was installed on the After (Improvement)
passage
2. Possible part defect caused by
Move the Hot Melt Nozzle to inside the process
collision
(other worker)
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-5-29 Done
Productivity (pcs/mth)
Progressing
Quality, Cost, 5S, Future
NO. Safety, Other_PM (machine protect) Reject Reduced time : 0 hrs./month
1](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-43-320.jpg)
![Mr. Salim / Mr.
Process: Pressing Team: Leader: Suggest: Adnan
Before (Problem) After (Improvement)
Change the upper and lower die and upper
It takes long time to use the press machine.
die fix to the moving plate so that worker can
use
1. The worker has to hold the upper base plate
Both hands for loading and unloading of the
in one hand and put the part from second hand.
parts.
2. Possibility of damaging the part and also it
take long time to perform the operation.
*Shorten the operation time.
*Makes worker task easier.
Date Target (round mark) Status (round mark) Productivity Result
Done [Before – After (sec/pcs)] x Production Vol.
2012-6-5 (pcs/mth)
Productivity Progressing
(37-20)sec/pcs x 3600pcs/month= 61200
Quality, Cost, 5S, Future sec/month
NO. Safety, Other(_____________) Reject
2 Reduced time : 17 hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-44-320.jpg)
![Process: Team: Leader: Suggest: Mr. Salim
Before (Problem) After (Improvement)
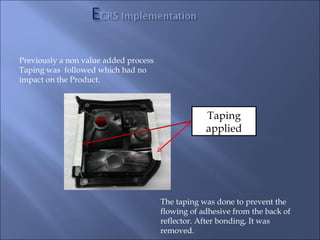
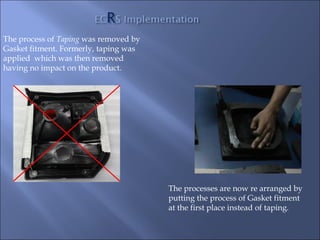
Sealing performed after application of Rearrange the process and eliminate
masking tape on every part “Waste of process itself”
*Take much time to masking & remove it *Eliminate Waste process (application of
“Waste of process itself” masking tap)
*Reduce working time
*Waste of masking tape *No masking tape required (cost reduction)
Before
1.Sealing After
1.Gasket fitment
2.Bonding/Press 2.Bonding/Press
fitment fitment
Masking
3.Adhesive cleaning 3.Adhesive cleaning
tape
Remove Tape 4.Leakage test
4.Leakage test 5.Screw/ Bulb &
5.Tightening Harness
6.Gasket fitment fitment
7.Assemble harness 6.Final testing +
8.Final testing Packing
9.Packing
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-6-5 Done
Productivity (pcs/mth)
Progressing
NO. Quality, Cost, 5S, Future (16-0)sec/pcs x 3600pcs/month= 57600sec/month
3 Safety, Other(____Space_________) Reject Reduced time : 16 hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-45-320.jpg)
![Process: Leakage Testing Team: Leader: Suggest: Mr. Salim
Before (Problem)
After (Improvement)
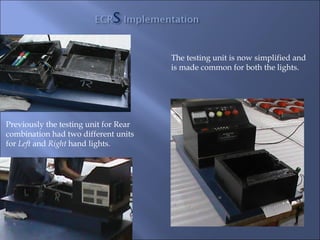
1.It takes long time to check the leakage Use low pressure air for check.
2. Possible overlook the water leak Check by bubble
Dip into water and check if water goes into *Shorten the checking time.
the part *Ensure the leakage inspection.
*No water goes into the part (therefore shorten the
cleaning time)
Low Pressure Air
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-6-10 Done
Productivity (pcs/mth)
Progressing
Quality, Cost, 5S, Future
NO. Safety, Other(_____________)
4 Reject Reduced time : hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-46-320.jpg)
![Leader: Suggest: SMEDA-JICA
Process: Gasket Fitment Team:
Before (Problem) After (Improvement)
1-It took long time to perform the operation 1. The idea is to develop a jig with embossed same
Because the glue stick with the workers hand Profile as of gasket and it has little higher with base
and also the gasket stick with card board. so that
2. Make Operator task more difficult. Glue does not stick with base.
2. There will also be location pins as there are holes
Available in the gasket.
It will make the operator work more easy and lesser
time is required.
Location Pins
Jig base
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-5-29 Done
Productivity (pcs/mth)
Progressing (100.57-79)sec/pcs x 3600pcs/month= 77652 sec/
Quality, Cost, 5S, Future month
NO.
5 Safety, Other(_____________) Reject Reduced time : 21.57 hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-47-320.jpg)
![Team: Leader: SMEDA-JICA
Process: Final Testing Suggest:
Before (Problem)
After (Improvement)
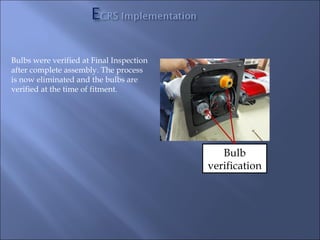
There was no proper place for A holder is attached to save the
putting the markers used in time.
marking the parts and there fore
the worker took time in marking.
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-6-10 Done
Productivity (pcs/mth)
Progressing
Quality, Cost, 5S, Future
NO. Safety, Other(_____________)
6 Reject Reduced time : 0 hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-48-320.jpg)
![Team: Leader: SMEDA-JICA
Process: Final Testing Suggest:
Before (Problem)
After (Improvement)
Coupler was fixed in the Jig which was
previously not attached
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-6-10 Done
Productivity (pcs/mth)
Progressing
Quality, Cost, 5S, Future
NO. Safety, Other(_____________)
7 Reject Reduced time : 0 hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-49-320.jpg)

![Process: Team: Leader: Suggest:
Before (Problem) After (Improvement)
Excessive length of bolts
*It take long time to tighten nuts
Date Status (round mark) Productivity Result
Target (round mark)
2012-5-29 [Before – After (sec/pcs)] x Production Vol.
Productivity Done (pcs/mth)
NO. Quality, Cost, 5S, Progressing
0 Safety, Other(_____________) Future Reduced time : hrs./month
Reject](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-52-320.jpg)
![Process: Team: Leader: Suggest:
Before (Problem) After (Improvement)
Date Productivity Result
Target (round mark) Status (round mark) [Before – After (sec/pcs)] x Production Vol.
2012-5-29 (pcs/mth)
Productivity Done
Quality, Cost, 5S, Progressing
NO.
0 Safety, Other(_____________) Future Reduced time : hrs./month
Reject](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-53-320.jpg)
![Process: Team: Leader: Suggest:
Before (Problem) After (Improvement)
Example of
Inadequate lightening for Test lightening at Auto
Assembly Line
*Possible overlook the defects
Dedicate
Lightening for Test
Productivity Result
Date Status (round mark) [Before – After (sec/pcs)] x Production Vol.
Target (round mark)
2012-5-29 (pcs/mth)
Productivity Done
NO Quality, Cost, 5S, Progressing
. Safety, Other(_____________) Future Reduced time : hrs./month
0 Reject](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-54-320.jpg)
![Process: Team: Leader: Suggest:
Before (Problem) After (Improvement)
This worker is just holding Jig (waste of time) Hold the Jig by Clamp or something
Unload lamps one by one (take a long time) Remove the springs one side all then after
remove the other side of spring so that
unloading time will be shortened
Picture or figure
Date Status (round mark) Productivity Result
Target (round mark) [Before – After (sec/pcs)] x Production Vol.
2012-5-29 (pcs/mth)
Productivity Done
NO. Quality, Cost, 5S, Progressing
Safety, Other(_____________) Future Reduced time : hrs./month
0 Reject](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-55-320.jpg)
![Leader: Suggest: SMEDA-JICA
Process: Team:
Before (Problem)
After (Improvement)
Material handling should be improved by
making the trolleys in order to reduce the
risk of damaging.
Date Target (round mark) Status (round mark) Productivity Result
[Before – After (sec/pcs)] x Production Vol.
2012-5-29 Done
Productivity (pcs/mth)
Progressing
Quality, Cost, 5S, Future
NO.
5 Safety, Other(_____________) Reject Reduced time : hrs./month](https://image.slidesharecdn.com/finalpresentation-120716044229-phpapp01/85/Final-Presentation-56-320.jpg)