Documentul prezintă o introducere detaliată în tehnologia materialelor, incluzând proprietățile metalelor, procedeele metalurgice, deformarea plastică și metodele de sudare. De asemenea, abordează conceptul de inginerie și importanța disciplinei 'știința și ingineria materialelor' în pregătirea inginerilor. Structura cursului este împărțită în două părți, cu accent pe procesele de fabricație și caracteristicile materialelor.









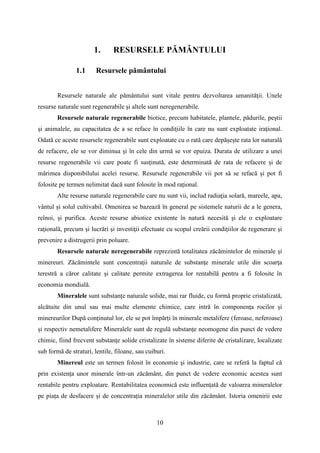






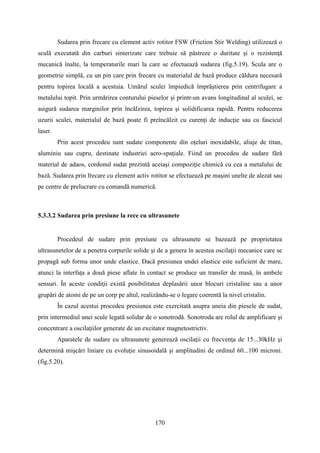
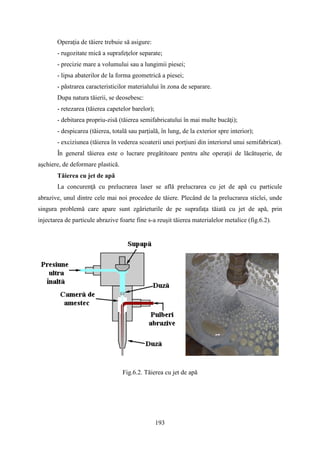
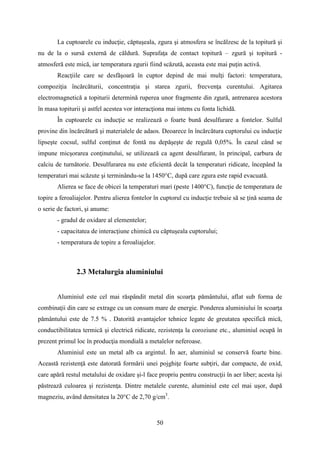
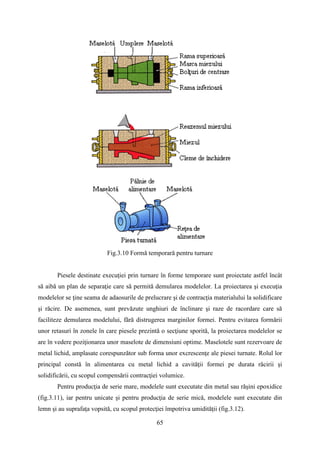
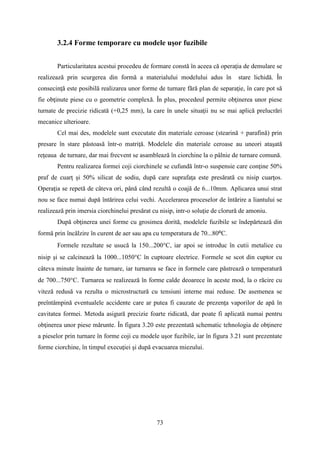
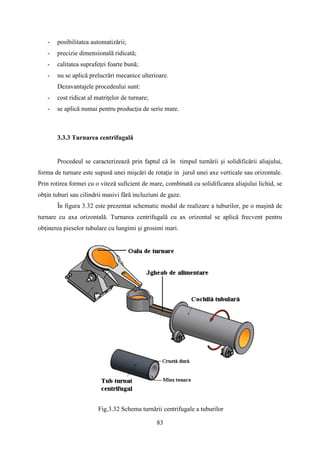
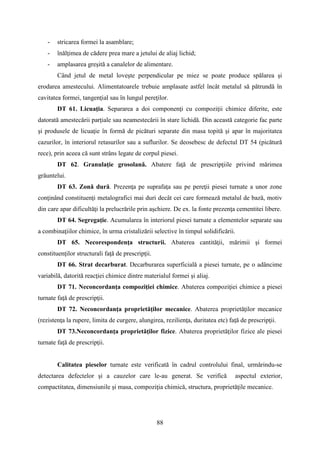
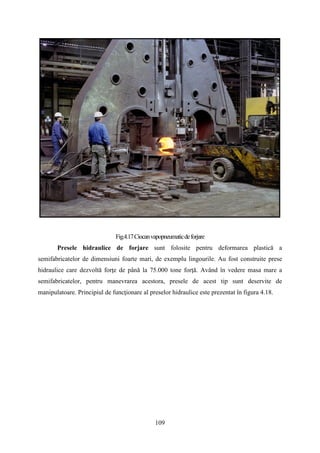
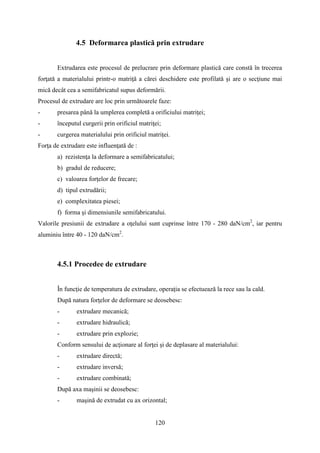
![Pentru evidenţierea şi caracterizarea comportării elastico-plastice a materialelor
solicitate mecanic este efectuată încercarea la tracţiune. Condiţiile şi modul de realizare a
încercării la tracţiune şi caracteristicile mecanice care pot fi stabilite prin această încercare
sunt reglementate prin standardul SR EN 10002.
Încercarea la tracţiune se efectuează pe epruvete cu forma şi dimensiunile prescrise de SR
EN 10002. Epruvetele folosite în mod obişnuit au configuraţia prezentată în figura 1.1. Aceste
epruvete au o porţiune centrală, cu secţiunea circulară sau dreptunghiulară şi două capete de
prindere pe maşina cu care se realizează încercarea. Pe porţiunea calibrată a epruvetelor sunt
marcate două repere la distanţa L0. Pentru epruvetele cu secţiune circulară L0=5d0).
Fig.1.1 Epruvete pentru încercarea la tracţiune
Maşina folosită pentru realizarea încercării la tracţiune (fig.1.2) este prevăzută cu
dispozitivele necesare pentru măsurarea şi înregistrarea variaţiei forţei F şi a deformaţiei
liniare produse epruvetei, ΔL = L - L0. Prin înregistrarea continuă a valorilor mărimilor F şi a
alungirii ΔL, se poate construi curba dependenţei F = f(ΔL), numită diagrama încercării la
tracţiune sau diagrama forţă – alungire. Reprezentând în coordonate rectangulare variaţia
tensiunii (convenţionale) σ=F/S0 [N/mm2
] în funcţie de alungirea specifică ε =
∆L
Lo
∙ 100 [%],
rezultă curba caracteristică tensiune-deformaţie specifică (CCCT), σ = f(ε) - diagrama Hooke.
Cu ajutorul CCCT, construită pe baza încercării la tracţiune, se pot evidenţia
particularităţile comportării oricărui material solicitat mecanic şi se pot defini principalele
caracteristici mecanice ale materialului.
19](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-20-320.jpg)


![- alungirea la rupere 𝐀 =
𝐋 𝐮−𝐋 𝟎
𝐋 𝟎
∙ 𝟏𝟎𝟎 [%]
- gâtuirea la rupere 𝐙 =
𝐒 𝟎−𝐒 𝐮
𝐒 𝟎
∙ 𝟏𝟎𝟎 [%]
Pe maşinile universale de încercare la tracţiune, în afara încercării de rupere prin tracţiune
mai pot fi efectuate şi alte încercări care caracterizează elasticitatea şi plasticitatea materialelor
metalice. Astfel, cu ajutorul unor dispozitive suplimentare pot fi executate încercări la
compresiune, încovoiere, forfecare.
1.2.2 Încercarea la încovoiere prin şoc
Prin această încercare este evaluată tenacitatea, respectiv fragilitatea materialelor.
Tenacitatea reprezintă capacitatea materialului de absorbi energie in procesul de
deformare plastică.
Fragilitatea reprezintă opusul tenacităţii. Materialele fragile suferă deformaţii plastice
reduse şi absorb o cantitate mică de energie. Tenacitatea, respectiv fragilitatea sunt
caracterizate prin rezilienţă. Materialele fragile absorb la deformare şi rupere o energie
redusă, respectiv ele prezintă o rezilienţă scăzută.
Estimarea modului de comportare la testul de rezilienţă, în diferite situaţii şi condiţii de
mediu şi temperatură, reprezintă aprecierea susceptibilităţii la ruperea fragilă. Estimarea practica a
modului de comportare la ruperea fragilă se poate realiza prin determinarea energiei de rupere.
Pentru a evidenţia particularităţile comportării la rupere dinamică a materialelor metalice
la temperatura ambiantă sau la diferite temperaturi, se aplică încercarea la încovoiere prin şoc.
Condiţiile şi modul de realizare a încercării la încovoiere prin şoc şi caracteristicile mecanice care
se pot determina prin această încercare sunt reglementate prin standardul SR EN 10045.
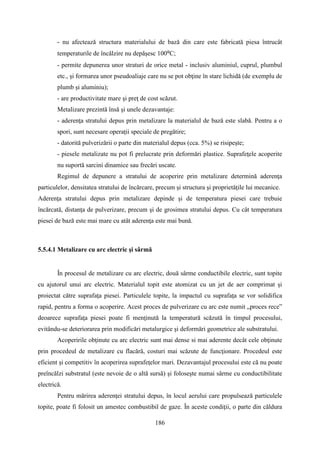
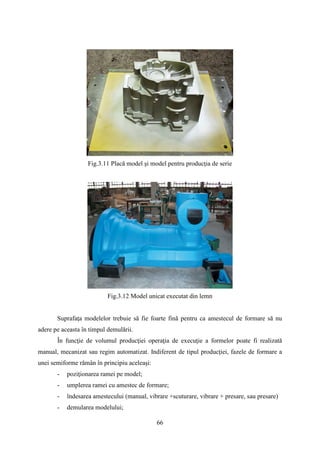
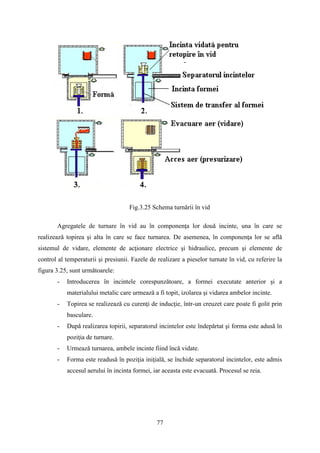
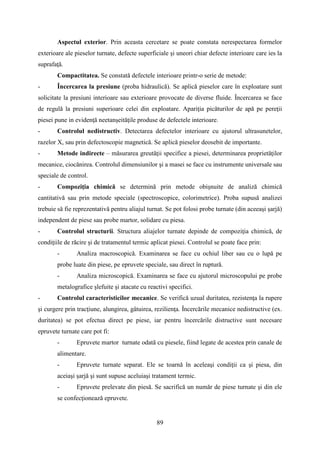
Încercarea constă în ruperea dintr-o singură lovitură, cu un ciocan pendul, a unei epruvete
prevăzută la mijloc cu o crestătură, epruveta fiind aşezată liber pe două reazeme. Pentru
executarea încercării sunt utilizate epruvete cu crestătura în U sau în V (fig.1.4.b). Epruvetele au
dimensiunile de 10x10x55 mm, iar crestătura are o adâncime de 2 mm. Se apreciază că încercarea
pe epruvete cu crestătură:
- V – reflectă capacitatea materialului de a se opune propagării fisurilor;
- U – reflectă capacitatea materialului de a se opune iniţierii şi propagării fisurilor.
22](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-23-320.jpg)
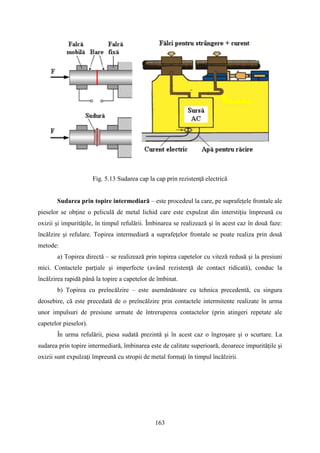
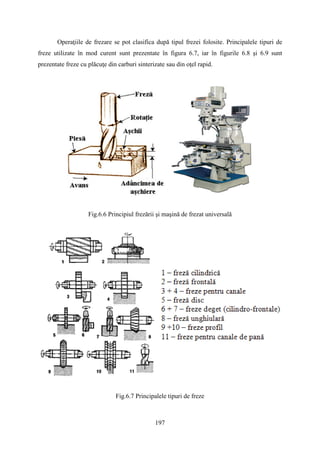
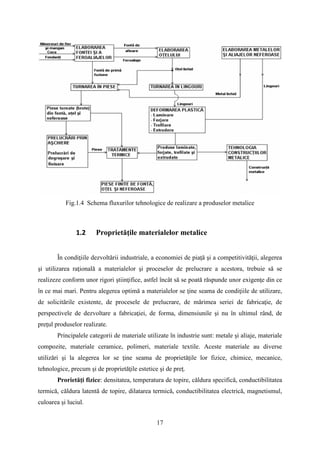
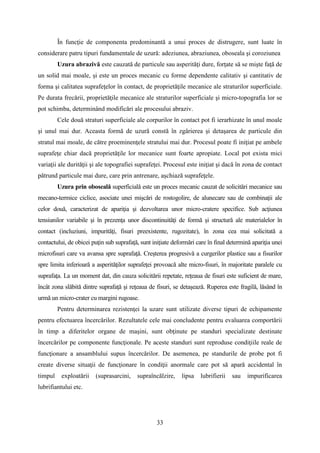
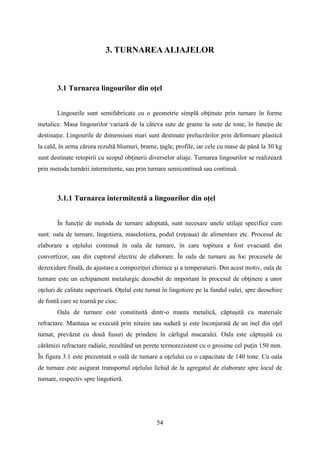
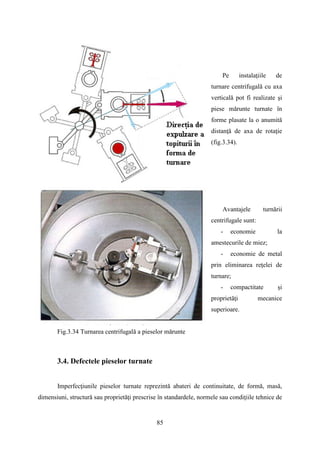
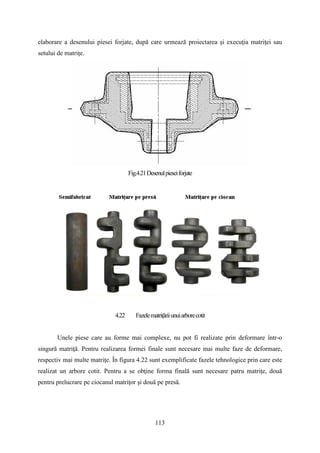
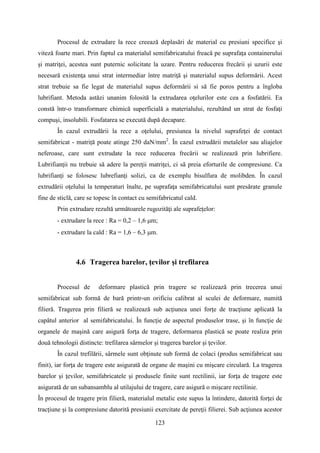
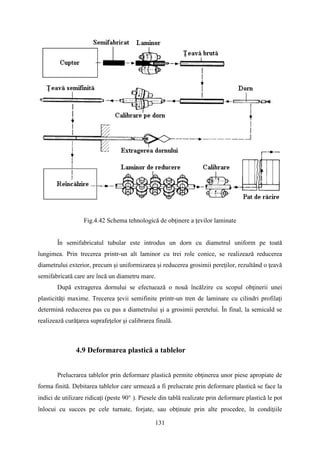
![Încercarea se efectuează pe o maşină tip pendul, numită şi ciocan Charpy (fig.1.4.a).
Ciocanul aflat la înălţimea h1 posedă energia potenţială Ei=mgh1. În cădere este lovită şi ruptă
epruveta, consumându-se astfel energie. Energia rămasă după ruperea epruvetei, determină
ridicarea ciocanului până la înălţimea h2 corespunzătoare unei energii finale Ef=mgh2.
Diferenţa energiilor potenţiale reprezintă energia de rupere prin şoc a epruvetei Erup = Ei - Ef
(rezilienţa materialului).
Fig.1.4 Încercarea la încovoiere prin şoc
a – ciocanul Charpy; b – epruvetă; c – epruvete rupte
Pentru epruvetele standard cu crestătura în V, conform normelor europene, rezilienţa
este notată cu simbolul AV şi se măsoară în Joule.
𝐀 𝐕 = 𝐄 𝐫𝐮𝐩 [J]
Pentru alte tipuri de epruvete simbolizarea rezilienţei se face cu simbolurile KV sau
KU, iar unitatea de măsură este J/cm2
.
𝐊𝐕 𝑠𝑎𝑢 𝐊𝐔 =
𝐄 𝐫𝐮𝐩
𝐒 𝟎
[
𝐽
𝑐𝑚2
]
unde S0 reprezintă secţiunea în care s-a produs ruperea.
Valorile energiei de rupere (sau rezilienţei) determinate prin încercarea la încovoiere
prin şoc a unor epruvete dintr-un anumit material sunt în directă corelaţie cu comportarea la
rupere a materialului. Dacă materialul prezintă o comportare fragilă la rupere (rupere cu
aspect cristalin - strălucitor), valorile energiei de rupere sunt scăzute, iar dacă materialul
prezintă o comportare ductilă la rupere (rupere cu aspect fibros), valorile energiei de rupere
23](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-24-320.jpg)



![exprimă printr-o cifră dependentă de mărimea amprentei (urma remanentă lasată de penetrator
pe suprafaţa piesei).
În funcţie de geometria penetratorului, respectiv de forma amprentei sunt utilizate în
mod curent trei metode de încercare: Brinell, Vickers, Rockwell.
1.2.5.1 Metoda Brinell
Determinarea durităţii prin metoda Brinell (SR EN 10003) este una dintre cele mai folosite
metode de evaluare a durității materialelor. Ea se aplică materialelor care au duritatea mai mica de
450HB, când se foloseşte ca penetrator o bilă din oţel, şi a celor ce au duritatea cuprinsă între 450 si
650 HB, când se foloseşte ca penetrator o bilă din carburi de wolfram. Metoda constă din
imprimarea, cu o forţă F, a bilei cu diametrul D, perpendicular pe suprafaţa piesei.
Duritatea Brinell HB se exprimă prin raportul dintre forţa aplicată F si suprafaţa
calotei sferice S, a urmei remanente lăsate de penetrator după îndepărtarea lui de pe material:
𝐇𝐁 =
𝐅
𝐒
unde suprafaţa calotei sferice este: S =
πD
2
(D − �D2 − d2)
în care d este diametrul amprentei imprimate pe materialul testat. Diametrul amprentei este
măsurat cu ajutorul unui sistem optic care asigură o precizie de citire de 0,01 mm (fig.1.8.c).
Rezultă :
𝐇𝐁 =
𝟐𝐅
𝛑𝐃 𝟐[𝟏 − � 𝟏 − (
𝐝
𝐃
) 𝟐]
[
𝐝𝐚𝐍
𝐦𝐦 𝟐
]
Diametrul bilei penetrator se alege dintr-un set de cinci bile cu dimensiunile de:
1; 2; 2,5; 5; 10 [mm]. Cel mai frecvent este folosit penetratorul – bilă cu D=10mm.
Dacă F şi D din relaţia prezentată sunt cunoscute şi d rezultă în urma măsurării
diametrului amprentei, se poate calcula duritatea. Practic, acest calcul nu este necesar
deoarece în standard sunt introduse tabele din care se poate determina direct duritatea Brinell,
în funcţie de valorile F, D, d.
28](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-29-320.jpg)

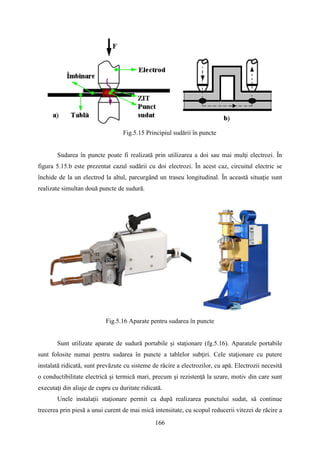
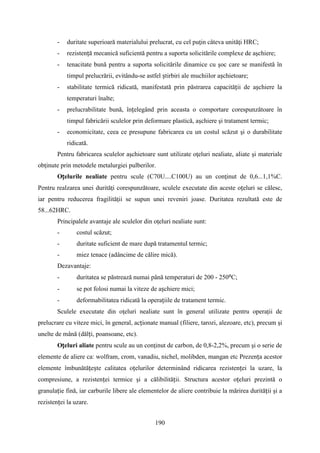
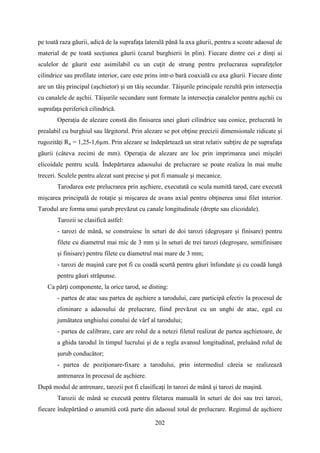
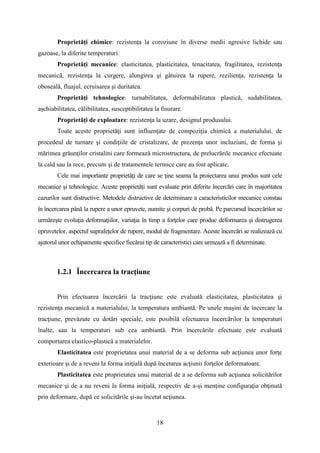
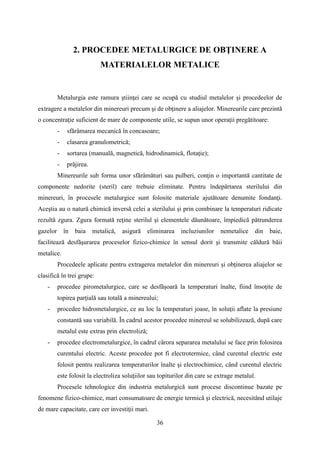
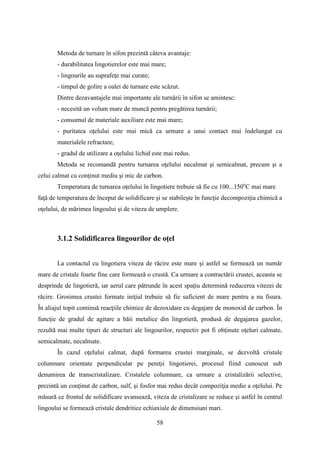
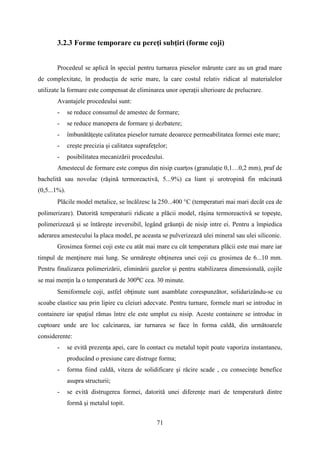
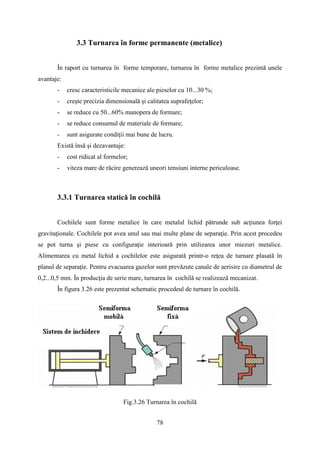
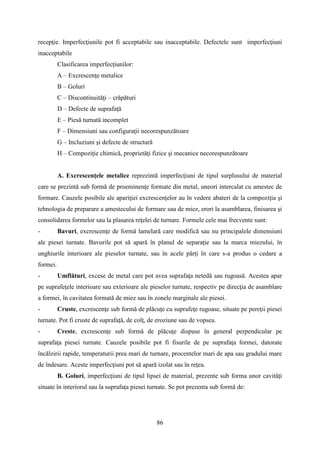
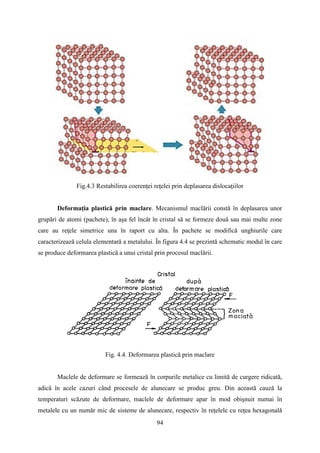
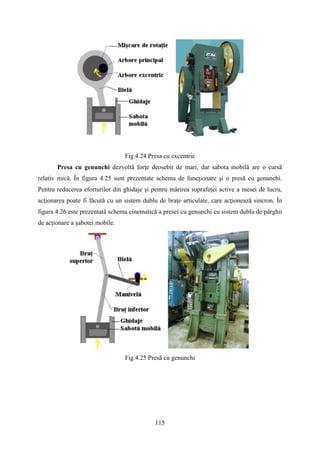
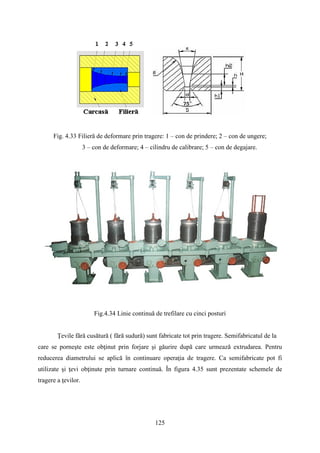
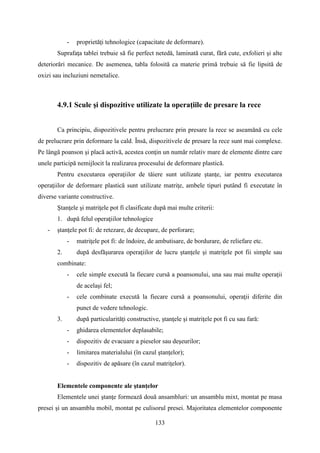
![Fig.1.9 Încercarea de duritate Vickers
Metoda Vickers se aseamănă, în principiu, cu metoda Brinell. Ea constă în apăsarea
unui penetrator cu o viteză redusă şi cu o anumită forţă predeterminată F pe suprafaţa
materialului de încercat. Duritatea Vickers, simbolizată cu HV, se exprimă prin raportul dintre
forţa aplicată şi aria suprafeţei laterale a urmei remanente produse de penetrator. Urma este
considerată ca o piramidă dreaptă cu baza pătrată, cu diagonala d, având la vârf acelaşi unghi
cu cel al penetratorului. Unghiul la vârf al penetratorului, măsurat între două feţe opuse, este
de 136 şi a fost ales de aşa manieră încât să poată fi stabilită o legătură cu duritatea Brinell.
𝐇𝐕 =
𝐅
𝐝 𝟐
𝟐𝐬𝐢𝐧
𝟏𝟑𝟔⁰
𝟐
=
𝟏, 𝟖𝟓𝟒𝟒 ∙ 𝐅
𝐝 𝟐
[
𝑑𝑎𝑁
𝑚𝑚2
]
În practică se măsoară lungimea diagonalei cu ajutorul unui sistem optic de măsurare
sau cu un proiector, iar valoarea corespunzătoare a durităţii se citeşte direct din tabelele
anexate aparatului. La încercarea Vickers, folosind penetratoare cu unghiuri identice la vârf,
se obţin urme geometrice identice oricare ar fi forţa de încercare şi, ca urmare, se poate spune
că duritatea este independentă de mărimea sarcinii.
Adâncimea de penetrare a piramidei Vickers în material este de numai 1/7·d.
Datorită adâncimii mici de pătrundere a penetratorului în material, metoda poate fi utilizată şi
pentru determinarea durităţii pieselor mici, subţiri, a straturilor tratate termic, depuse galvanic
etc. În cazul determinării durităţii straturilor subţiri se efectuează mai multe încercări şi se
30](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-31-320.jpg)









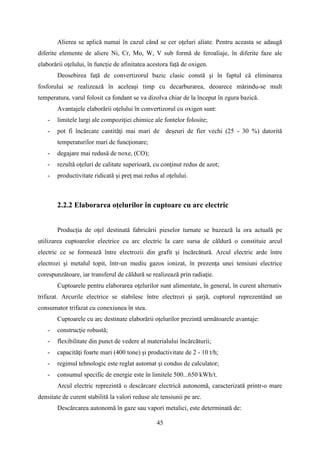

























![4. DEFORMAREA PLASTICĂ A MATERIALELOR
METALICE
4.1 Mecanismele deformării plastice
4.1.1 Condiţiile de deformare plastică
Sub acţiunea unor forţe exterioare care acţionează asupra corpurilor solide, în volumul
acestora sunt generate tensiuni interioare care determină deplasarea atomilor din poziţii cu
energie potenţială minimă, în alte poziţii în care energia potenţială este mai mare. Deplasarea
atomilor se poate produce pe distanţe:
- mai mici decât parametri reţelei cristaline – rezultă o deformaţie elastică, caz în care
după încetarea acţiunii forţei exterioare, corpul revine la forma şi dimensiunile iniţiale;
- mai mari decât parametri reţelei cristaline – rezultă deformaţia plastică, situaţie în care
corpul suferă modificări dimensionale.
Deformaţia plastică este însoţită întotdeauna de o deformaţie elastică şi până la un
nivel al tensiunilor, între tensiuni (σ) şi deformaţie (ε) există o dependenţă liniară exprimată
de legea lui Hooke:
𝜎 = 𝐸 · 𝜀
în care E este modulul de elasticitate longitudinal al materialului. Modulul de elasticitate este
o constantă de material care are valori diferite pentru diferite metale (tabelul 4.1).
Tabelul 4.1 Modulul de elasticitate al principalelor metale
Metal E [daN/mm2
]
Al 17200
Cu 12500
Fe 21500
Cr 19000
Ni 19700
Ti 10520
91](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-92-320.jpg)



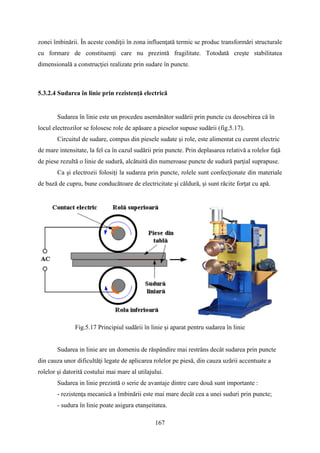
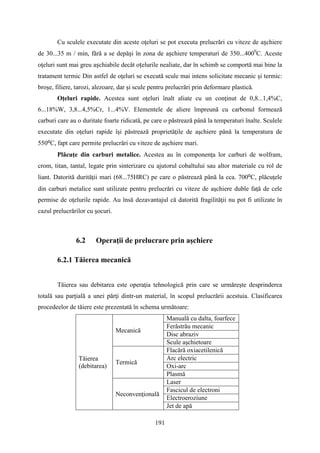
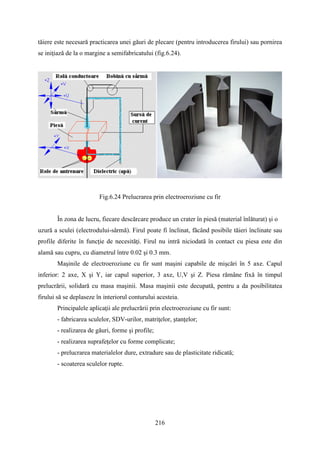
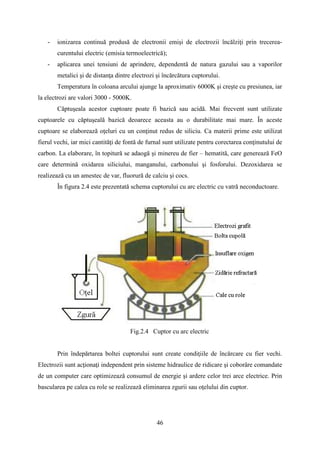
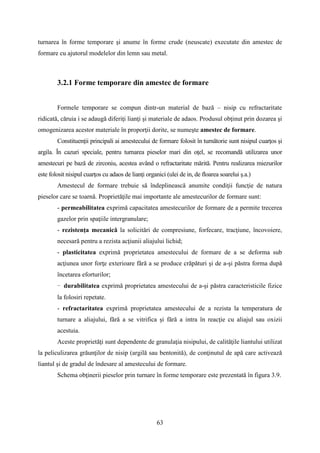
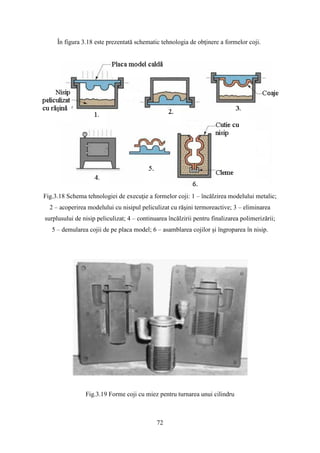
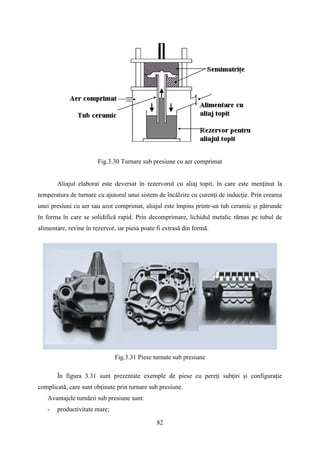
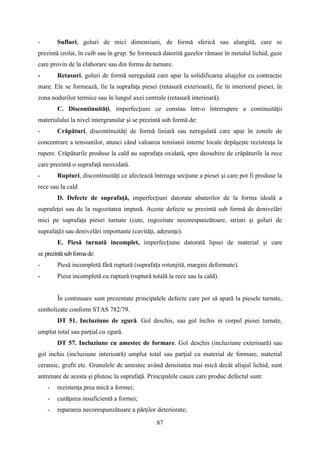
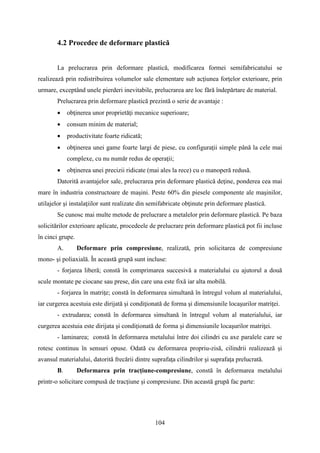
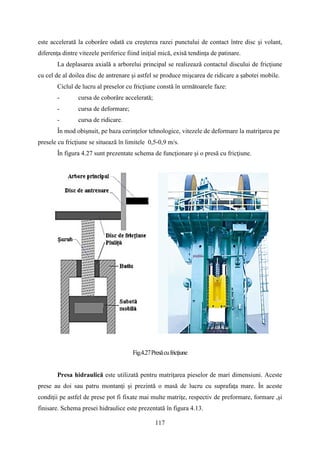
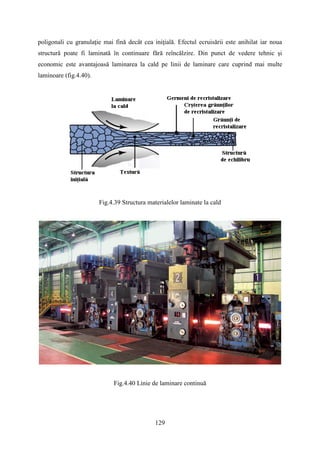
![4.1.2 Influenţa deformării plastice asupra proprietăţilor
În timpul deformării plastice, reţeaua cristalină a fiecărui grăunte suferă deformări
puternice şi din această cauză tensiunile interne cresc şi astfel se înregistrează o creştere a
rezistenţei la rupere şi a durităţii, precum şi o scădere a alungirii la rupere – materialul se
ecruisează. Deformaţia pe care o suferă materialul în timpul acţiunii forţelor exterioare este
caracterizată prin gradul de deformare (grad de ecruisare) E%:
𝑬% =
𝜟𝑨
𝑨 𝟎
· 𝟏𝟎𝟎 [%]
unde: ΔA - este variaţia secţiunii;
A0 - secţiunea iniţială.
În funcţie de starea de tensiuni generată de forţele exterioare, materialul poate suferi
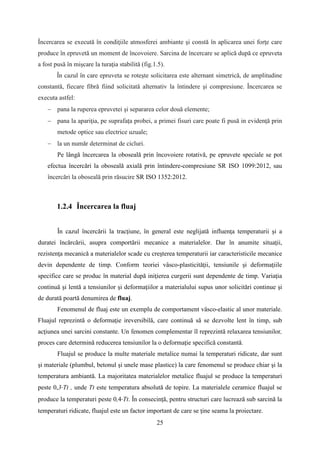
deformări prin alungire, lăţire sau îngustare (fig.4.6)
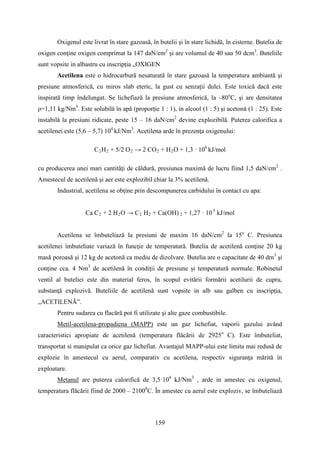
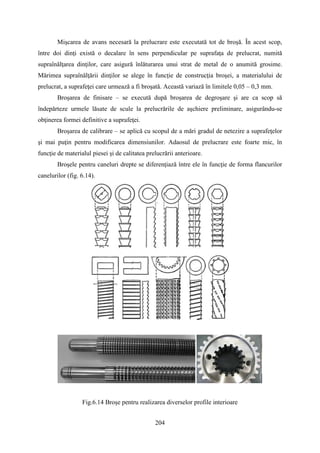
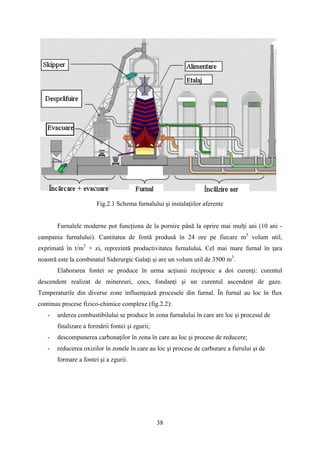
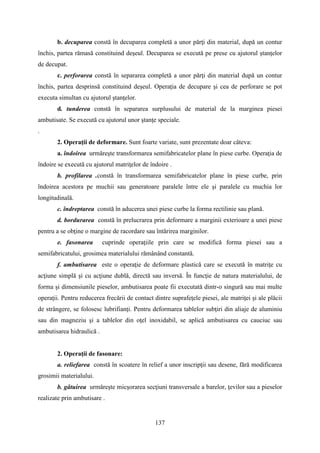
După cum rezultă din
figura 4.7, în timpul deformării
plastice la rece, materialul
metalic se durifică şi se
fragilizează. În afara
proprietăţilor mecanice, mai
suferă modificări şi alte
proprietăţi, spre exemplu creşte
sensibilitatea la coroziune, creşte rezistivitatea,
se modifică proprietăţile magnetice şi uneori
chiar şi culoarea.
Capacitatea materialelor metalice de a
se ecruisa prin deformare la rece, prezintă o
importanţă practică deosebită. Pe această
proprietate se bazează o serie întreagă de
operaţii tehnologice prin care se pot realiza
măriri ale rezistenţei la rupere, ale durităţii şi
ale rezistenţei la uzare, la materiale care nu pot
fi durificate prin tratamente termice.
Fig.4.7 Modificarea proprietăţilor
oţelului C10, prin deformare
plastică la rece
Fig.4.6 Modificarea dimensiunilor prin deformare
plastică
96](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-97-320.jpg)



![materialului ecruisat să i se reducă starea de neechilibru, este necesară încălzirea lui la o
temperatură ridicată. În figura 4.9. este prezentată influenţa temperaturii de încălzire asupra
rezistenţei mecanice şi a alungirii la rupere a materialelor metalice ecruisate.
În cazul încălzirii la temperaturi relativ scăzute, nu se înregistrează modificări
importante ale proprietăţilor. În această fază se produc doar modificări la nivelul reţelei
cristaline, fără a se putea înregistra vreo modificare importantă a formei şi distribuţiei
grăunţilor cristalini, precum şi a caracteristicilor mecanice.
Această primă etapă a modificării proprietăţilor materialului ecruisat, etapă în care se
reface reţeaua cristalină, dar grăunţii rămân încă alungiţi, poartă denumirea de restaurare. La
ridicarea în continuare a temperaturii, la limitele grăunţilor alungiţi şi uneori chiar în interiorul
lor apar germenii unor noi grăunţi. Aceşti germeni se vor dezvolta şi dau naştere unor grăunţi
noi, de formă poligonală. Acest proces poartă denumirea de recristalizare, iar structura
rezultată, structură de recristalizare.
În urma recristalizării, starea de neechilibru dispare şi astfel duritatea şi rezistenţa la
rupere şi curgere scad, iar alungirea la rupere creşte. Astfel, materialul metalic redevine moale
şi plastic. Temperatura la care începe procesul de recristalizare se numeşte temperatură de
recristalizare şi este diferită de la metal la metal.
𝑇𝑟𝑒𝑐𝑟𝑖𝑠𝑡 = 0,4𝑇𝑡𝑜𝑝 [𝐾]
Tabelul 4.2 Temperaturile de topire şi recristalizare a principalelor metale
Metal
Ttop [
⁰C]
Trecr [⁰C]
Al 660 150
Cu 1083 200
Fe 1538 450
Ni 1440 600
Deoarece viteza de formare a germenilor de recristalizare şi viteza de creştere a
germenilor sunt mici la temperatura de recristalizare, în practică sunt aplicate materialelor
ecruisate încălziri la temperaturi mai mari decât temperatura de recristalizare, cu scopul
scurtării timpului de încălzire. Cu cât temperatura de încălzire este mai mare, cu atât viteza de
recristalizare va fi mai ridicată.
100](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-101-320.jpg)
![Încălzirea materialelor la temperaturi prea mari duce însă la creşterea grăunţilor de
recristalizare, rezultând astfel o structură grosolană, ceea ce determină o scădere accentuată,
atât a rezistenţei mecanice, cât şi a alungirii la rupere. Această creştere a grăunţilor se
realizează prin contopirea mai multor grăunţi de dimensiuni mici, fenomen cunoscut sub
denumirea de coalescenţă.
Un semifabricat căruia i s-a aplicat o recoacere de recristalizare, poate fi din nou
deformat plastic la rece până la o nouă ecruisare, după care urmează un nou tratament termic
de recristalizare.
În cazul deformării plastice la cald a materialelor metalice se înregistrează fenomenul
de ecruisare, însă datorită vitezei mari de difuzie a atomilor, ecruisajul este înlăturat rapid prin
recristalizarea ce se produce simultan cu ecruisarea. Astfel, materialele supuse unor deformări
plastice la cald, rămân după deformare, moi şi plastice.
La temperaturi situate doar cu puţin peste temperatura de recristalizare, procesul de
recristalizare se desfăşoară cu o viteză redusă şi de aceea în practică încălzirea materialelor în
vederea deformării plastice la cald se efectuează la temperaturi situate mult peste temperatura
de recristalizare. Pentru diferite metale sau aliaje, intervalul optim al temperaturilor la care se
aplică deformarea plastică la cald, se stabileşte experimental. Pentru diferite oţeluri nealiate,
aceste temperaturi sunt indicate în tabelul 4.3.
Tabelul 4.3 Temperaturi de deformare la cald a oţelurilor nealiate
%C
Temperatura de deformare [⁰C]
început sfârşit
0.1 – 0,3 1150 – 1200
800 - 850
0,3 – 0,5 1100 – 1150
0,5 – 0,9 1050 – 1100
0,9 – 1,3 1000 - 1050
Pentru ca în timpul procesului de deformare la temperaturi înalte, să nu se înregistreze
o creştere periculoasă a grăunţilor, este necesar ca gradul de deformare aplicat pieselor să fie
cât mai mare, astfel încât să apară cât mai mulţi germeni de recristalizare.
4.1.4 Încălzirea semifabricatelor
101](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-102-320.jpg)


























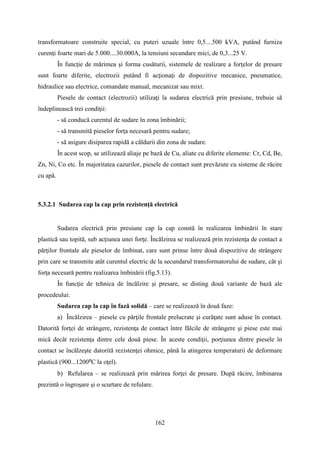
![compoziţia chimică, proprietăţile materialului, şi de condiţiile de sudare. Pentru evaluarea
sudabilităţi se determină carbonul echivalent al materialului supus sudării. Pentru aceasta este
necesară cunoaşterea compoziţiei chimice. Relaţia pentru determinarea carbonului echivalent
conform I.I.W. (International Institute of Welding) este:
𝐶𝑒 = 𝐶 +
𝑀𝑛
6
+
𝐶𝑟 + 𝑉 + 𝑀𝑜
5
+
𝐶𝑢 + 𝑁𝑖
15
[%]
Tabelul 5.1. Caracterizarea sudabilităţii oţelurilor carbon şi slab aliate
Ce [%] Sudabilitate
<0,35 excelentă
0,36...0,40 foarte bună
0,41...0,45 bună
0,46...0,50 condiţionată
0,50...0.65 posibilă
>0,65 necorespunzătoare
Oţelurile cu sudabilitate condiţionată sau posibilă necesită preîncălziri, răcire dirijată,
utilizarea numai a unor anumite procedee de sudare şi a unor materiale de adaos recomandate.
Cuprul se sudează bine dacă nu conţine O2 în procent mai mare de 0,04% şi cu măsuri
speciale pentru a evita pierderile de căldura datorate conductibilităţii sale ridicate.
Alama se sudează greu din cauza Zn care este uşor oxidabil
Bronzul se sudează greu datorită segregaţiilor puternice.
Aluminiul şi aliajele lui se sudează greu datorită oxidării metalului şi a
conductibilităţii termice ridicate.
5.1.4 Materiale de adaos pentru sudare
Pentru a fi corespunzător, materialul de adaos trebuie sa îndeplinească următoarele
condiţii:
- să aibă o compoziţie chimică apropiată de cea a materialului de bază;
- să dea suduri cu proprietăţi mecanice apropiate de cele ale metalului de bază. Din
acest punct de vedere proprietatea care se urmăreşte în primul rând este tenacitatea
- prin solidificare să dea structuri omogene, cu granulaţie fină;
141](https://image.slidesharecdn.com/elementedetehnologiamaterialelor-160126182008/85/Elemente-de-tehnologia-materialelor-143-320.jpg)