Hot forming
• Itoperates above a given metal’s recrystallization temperature throughout the
whole process in order to allow the forging to keep its newly-defined shape after
it cools down. This high-temperature process changes the grain structure of the
workpiece by breaking it down into finer grains. Heating a metal above its
recrystallization or plastic deformation temperature prevents strain hardening of
the material.
• . The recrystallization temperature of steel can range from 400 to 700°C, but the
hot forging temperature for steel can reach up to 1200°C.
• There are closed-die and open-die forms of forging.
• Isothermal forging involves heating the metal and dies to the same temperature
in a vacuum environment to avoid reductions in temperature due to conduction.
4.
Warm forming
• Thisprocess takes place at a temperature above the work-hardening temperature
of the workpiece, but below the temperature at which scale formation takes place.
• Matching with tolerances
• Warm forging temperatures can range from 650 and 1000°C.
• Parts with simpler designs can be made at temperatures from 740 to 770°C, below
the temperature at which a phase change occurs.
• Workpiece is less pliable during this process and complex shapes are harder to
manufacture(less temp.)
• The most common metals that are used in warm forming are steel alloys.
• Easier to deform than cold forming, meeting with tolerances than hot forming.
6.
Cold forming
• Coldforming takes place at a temperature below the recrystallization temperature of a metal, oftentimes
at or near room temperature.
• There is a greater resistance to deformation by the workpiece in this process, because of temperature.
• Intermediate annealing is required to reduce strain hardening of workpiece.
• Greater press loads are needed in order to shape the workpiece, as flexibility is lower.
• No scale formation due to atm. gases at temperature close to hardening temp.
• Dimensional accuracy is high, as no need to cool down the workpiece again(made near their hardening
temperatures).
• Hot and warm formings can experience shrinkage as they solidify.
• Cold forging method is typically used with softer metals, as temperature can arise due to frictional pressure
between workpiece and work holder.
• Dies must be made of high-resistance materials to reduce wear-and-tear during the forming process.
• Energy-efficient process.
8.
Changes in microstructure
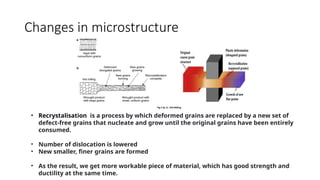
•Recrystalisation is a process by which deformed grains are replaced by a new set of
defect-free grains that nucleate and grow until the original grains have been entirely
consumed.
• Number of dislocation is lowered
• New smaller, finer grains are formed
• As the result, we get more workable piece of material, which has good strength and
ductility at the same time.
9.
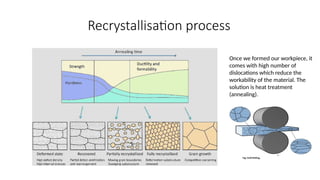
Recrystallisation process
Once weformed our workpiece, it
comes with high number of
dislocations which reduce the
workability of the material. The
solution is heat treatment
(annealing).
10.
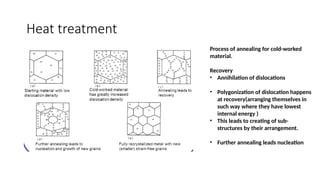
Heat treatment
Process ofannealing for cold-worked
material.
Recovery
• Annihilation of dislocations
• Polygonization of dislocation happens
at recovery(arranging themselves in
such way where they have lowest
internal energy )
• This leads to creating of sub-
structures by their arrangement.
• Further annealing leads nucleation
11.
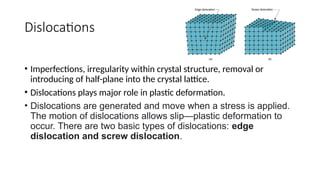
Dislocations
• Imperfections, irregularitywithin crystal structure, removal or
introducing of half-plane into the crystal lattice.
• Dislocations plays major role in plastic deformation.
• Dislocations are generated and move when a stress is applied.
The motion of dislocations allows slip—plastic deformation to
occur. There are two basic types of dislocations: edge
dislocation and screw dislocation.
12.
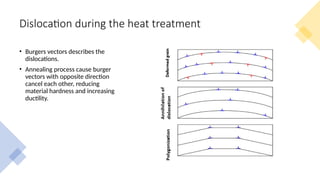
Dislocation during theheat treatment
• Burgers vectors describes the
dislocations.
• Annealing process cause burger
vectors with opposite direction
cancel each other, reducing
material hardness and increasing
ductility.