Download to read offline



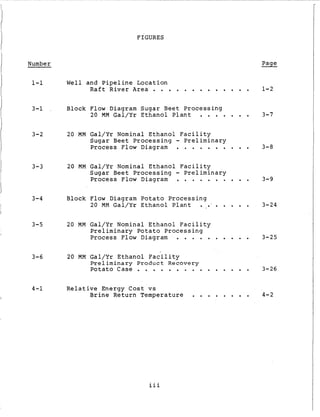
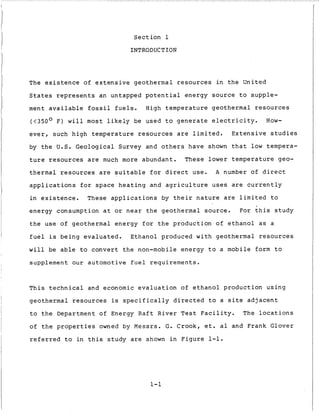
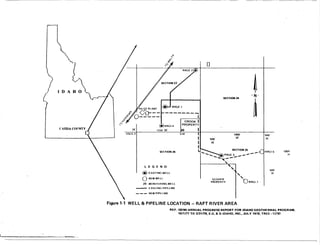




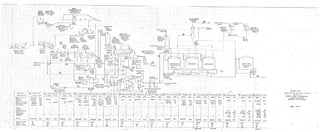
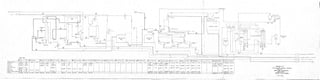





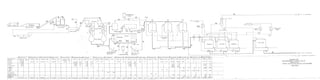
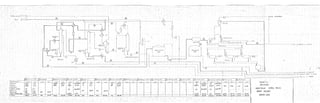



This document summarizes a study evaluating the production of ethanol from potatoes, sugar beets, and wheat using geothermal resources in Idaho. A 20 million gallon per year ethanol plant is proposed that would operate nominally for 5 months on potatoes, 4 months on sugar beets, and 3 months on wheat. Process flow diagrams are being developed for each feedstock. Geothermal fluid at 280°F would provide heat for conventional ethanol production technology. Wells drilled in a grid pattern would supply the geothermal resource to minimize scale deposition. Economic factors such as well costs, electricity rates, and cooling water availability are also considered.






























![Robbins+tam provisional patent_text_1-19-2010[1]](https://cdn.slidesharecdn.com/ss_thumbnails/robbinstamprovisionalpatenttext1-19-20101-110325152242-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)








