China acculine sheet metal deep drawing quality control inspection report example cs080003

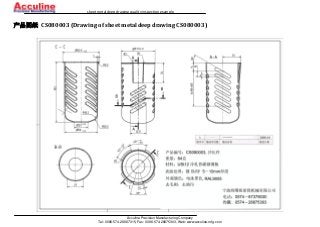
Part name: sheet metal deep drawn steel bowl Material: sheet steel Production: blanking, deep drawing, blanking, galvanizing Applied industry: filtration, pneumatics Market: North America and Europe www.acculine-mfg.com Keywords: sheet metal stamping, sheet metal punching, sheet metal deep drawing, pneumatic filter, filtration separation Sub‐Processes operated blanking, deep drawing, bending, punching, piercing, stamping press, progressive stamping, and simple assemblies. Materials used Aluminum alloy, copper alloy, carbon steel, stainless steel Acculine, located in China, is a comprehensive supplier of custom parts including precision machining parts, die casting, sheet metal stamping/deep drawing, etc. Through many years experience of working with a wide customer base in western countries, we have successfully developed a western mentality based management which ensure high quality products and service. We have developed very solid long term relations with our customers worldwide by supplying good quality parts and supporting their production at home

Recommended
More Related Content
Viewers also liked
Viewers also liked (16)
More from Acculine Precision Manufacturing Company
More from Acculine Precision Manufacturing Company (10)
China acculine sheet metal deep drawing quality control inspection report example cs080003
- 1. sheet metal deep drawing quality inspection example Acculine Precision Manufacturing Company Tel: 0086-574-28887315, Fax: 0086-574-28875303, Web: www.acculine-mfg.com 产品图纸 CS080003 (Drawing of sheet metal deep drawing CS080003)
- 2. sheet metal deep drawing quality inspection example Acculine Precision Manufacturing Company Tel: 0086-574-28887315, Fax: 0086-574-28875303, Web: www.acculine-mfg.com 产品图片(Photos of this product) 拉伸模具图片(Photos of the deep drawing mould of this product)
- 3. 宁波海曙纽密胜机械有限公司 A li P i i Mf C Acculine Precision Mfg Co Ningbo, 315513, P.R.China Tel: 0086-574-28887315 Fax: 0086-574-28875303 info@acculine-mfg.com www.acculine-mfg.com 宁波海曙纽密胜机械有限公司 Acculine Precision Mfg Co.宁波海曙纽密胜机械有限公司 Acculine Precision Mfg Co. 检验报告单(Inspection Report)检验报告单(Inspection Report)检验报告单(Inspection Report) 检验单号 客户相关信息 外贸部填检验单号(Inspection Report #): QC-IR-1310017-CS080003-#20140109001 ; 客户相关信息(外贸部填写)(Customer Info)检验单号(Inspection Report #): QC IR 1310017 CS080003 #20140109001 ; 客户相关信息(外贸部填写)(Customer Info) 纽密胜订单编号 纽密胜产品编号 版本 客户订单纽密胜订单编号(PI #): #1310017 ; 纽密胜产品编号(Acculine P/N): CS080003_a版本 ; 客户订单(Customer PO)# ;纽密胜订单编号(PI #): #1310017 ; 纽密胜产品编号(Acculine P/N): CS080003_a版本 ; 客户订单(Customer PO)# ; 检验人员( ) 左平 检验日期 客户产品编号检验人员(Inspector): 左平 ; 检验日期(Inspection Date): 2014-1-9 ; 客户产品编号(Customer PN): ; AQL 品质水平 1 5 批次数量/件(L t i ) 10000个( ) 抽验数量(I t d b ) 38 个( ) 检验人员(Inspector): 左平 ; 检验日期(Inspection Date): 2014 1 9 ; 客户产品编号(Customer PN): ; AQL 品质水平: 1.5 ; 批次数量/件(Lot size, pcs): _ 10000个(pcs) ; 抽验数量(Inspected number): 38 个(pcs) ;Q 品质水平 ; 批次数量 件( , p ) _ 个(p ) ; 抽验数量( p ) 个(p ) ; 检验工具(Inspection tools) A卡尺(Caliper) B千分尺(Micrometer) C高度尺(Height comparator) D百分表(Dial indicator) E螺纹规(thread ga ge) F塞棒(pl g ga ge) G环规(ring ga ge) H投影仪(Projector) I三坐标(coordination meas ring machine) J半径规(radi s ga ge)检验工具(Inspection tools): A卡尺(Caliper), B千分尺(Micrometer), C高度尺(Height comparator), D百分表(Dial indicator), E螺纹规(thread gauge), F塞棒(plug gauge), G环规(ring gauge) H投影仪(Projector), I三坐标(coordination measuring machine);J半径规(radius gauge) 除非获得买家认可 对每一个检测项目所使用的检测工具必须符合该文件要求(unless approved by Acculine each characteristic must be checked with the tools specified by Acculine preliminarily除非获得买家认可,对每一个检测项目所使用的检测工具必须符合该文件要求(unless approved by Acculine, each characteristic must be checked with the tools specified by Acculine preliminarily. 检验方法 检验值序号 图纸尺寸(mm) 公差范围(mm)(Inspection Limits) 检验方法 检验值(Actual values) 备注(N t )下限(LOWER) 上限(UPPER) 产品(P d t)1 产品(P d t)2 产品(P d t)3 产品(P d t)4 产品(P d t)5 产品(P d t)6 产品(P d t)7 产品(P d t)8 产品(P d t)9 产品(P d t)10 序号 (Serial) 图纸尺寸(mm) (Characteristics) 公差范围(mm)(Inspection Limits) (Measurement 检验值(Actual values) 备注(Note)下限(LOWER) 上限(UPPER) 产品(Product)1 产品(Product)2 产品(Product)3 产品(Product)4 产品(Product)5 产品(Product)6 产品(Product)7 产品(Product)8 产品(Product)9 产品(Product)10(Serial) (Characteristics) Method) 备注(Note) 1 材质报告(material ) 材料:USt12冷轧普碳钢薄板 (material: USt12, cold rolled 1 材质报告(material certificate) 材料:USt12冷轧普碳钢薄板 (material: USt12, cold rolled steel sheet) certificate) 2 103 102 80 103 20 C 103 10 103 13 103 16 103 15 103 15 103 11 103 10 103 09 103 14 103 13 steel sheet) 2 103 102.80 103.20 C 103.10 103.13 103.16 103.15 103.15 103.11 103.10 103.09 103.14 103.13 3 φ62 6 62 40 62 60 A 62 43 62 45 62 50 62 44 62 51 62 58 62 55 62 46 62 48 62 533 φ62.6 62.40 62.60 A 62.43 62.45 62.50 62.44 62.51 62.58 62.55 62.46 62.48 62.53 4 1 0 95 1 05 A 0 95 0 95 1 00 0 95 0 95 0 95 0 95 0 95 0 95 0 954 1 0.95 1.05 A 0.95 0.95 1.00 0.95 0.95 0.95 0.95 0.95 0.95 0.950 95 05 0 95 0 95 00 0 95 0 95 0 95 0 95 0 95 0 95 0 95 5 R0 5 0 30 0 70 J ok ok ok ok ok ok ok ok ok ok5 R0.5 0.30 0.70 J ok ok ok ok ok ok ok ok ok ok 6 23 23 00 23 30 A 23 20 23 24 23 23 23 21 23 21 23 30 23 18 23 22 23 27 23 326 φ23 23.00 23.30 A 23.20 23.24 23.23 23.21 23.21 23.30 23.18 23.22 23.27 23.326 φ23 23.00 23.30 A 23.20 23.24 23.23 23.21 23.21 23.30 23.18 23.22 23.27 23.32 7 R10 2 10 00 10 40 J ok ok ok ok ok ok ok ok ok ok7 R10.2 10.00 10.40 J ok ok ok ok ok ok ok ok ok ok 8 φ56 55.80 56.00 G ok ok ok ok ok ok ok ok ok ok *18 φ56 55.80 56.00 G ok ok ok ok ok ok ok ok ok ok 1 9 R50 2 50 00 50 40 H 50 23 50 20 50 21 50 21 50 25 50 19 50 28 50 26 50 26 50 229 R50.2 50.00 50.40 H 50.23 50.20 50.21 50.21 50.25 50.19 50.28 50.26 50.26 50.22 10 φ57.5 57.40 57.60 A 27.03 27.07 27.10 27.12 27.08 27.07 27.07 27.05 27.04 27.0510 φ57.5 57.40 57.60 A 27.03 27.07 27.10 27.12 27.08 27.07 27.07 27.05 27.04 27.05 11 R1 0 80 1 20 J ok ok ok ok ok ok ok ok ok ok11 R1 0.80 1.20 J ok ok ok ok ok ok ok ok ok ok 12 R1 0 80 1 20 J ok ok ok ok ok ok ok ok ok ok12 R1 0.80 1.20 J ok ok ok ok ok ok ok ok ok ok 13 34 33 80 34 20 A 33 95 34 02 34 10 34 08 34 12 34 13 34 13 34 10 34 11 34 1313 34 33.80 34.20 A 33.95 34.02 34.10 34.08 34.12 34.13 34.13 34.10 34.11 34.13 14 27 26 80 27 20 A 27 08 27 08 27 12 27 10 27 05 27 05 27 06 27 04 27 04 27 0914 27 26.80 27.20 A 27.08 27.08 27.12 27.10 27.05 27.05 27.06 27.04 27.04 27.09 15 30° 29° 31° H 30° 30° 30° 30° 30° 30° 30° 30° 30° 30°15 30° 29° 31° H 30° 30° 30° 30° 30° 30° 30° 30° 30° 30°15 30 29 31 H 30 30 30 30 30 30 30 30 30 30 16 14 13 80 14 20 A 14 12 14 15 14 13 14 11 14 10 14 08 14 10 14 07 14 08 14 0616 14 13.80 14.20 A 14.12 14.15 14.13 14.11 14.10 14.08 14.10 14.07 14.08 14.06 17 10 9.80 10.20 A 10.11 10.13 10.10 10.08 10.18 10.07 10.07 10.09 10.08 10.0817 10 9.80 10.20 A 10.11 10.13 10.10 10.08 10.18 10.07 10.07 10.09 10.08 10.08 18 4 3 80 4 20 A 4 03 4 05 4 04 4 07 4 05 4 10 4 09 4 11 4 05 4 0818 4 3.80 4.20 A 4.03 4.05 4.04 4.07 4.05 4.10 4.09 4.11 4.05 4.08 19 60 59.80 60.20 A 60.10 60.14 60.09 60.13 60.11 60.12 60.18 60.08 60.07 60.1219 60 59.80 60.20 A 60.10 60.14 60.09 60.13 60.11 60.12 60.18 60.08 60.07 60.12 20 31 30 80 31 20 A 31 03 31 15 31 01 30 96 30 90 30 96 30 99 31 12 31 09 31 1020 31 30.80 31.20 A 31.03 31.15 31.01 30.96 30.90 30.96 30.99 31.12 31.09 31.10 21 27 26.80 27.20 A 27.10 27.16 27.00 27.05 27.08 27.10 27.04 27.02 27.02 27.1221 27 26.80 27.20 A 27.10 27.16 27.00 27.05 27.08 27.10 27.04 27.02 27.02 27.12 22 45° 44 5° 45° H 45° 45° 45° 45° 45° 45° 45° 45° 45° 45°22 45° 44.5° 45° H 45° 45° 45° 45° 45° 45° 45° 45° 45° 45° 23 45° 44 5° 45° H 45° 45° 45° 45° 45° 45° 45° 45° 45° 45°23 45 44.5 45 H 45 45 45 45 45 45 45 45 45 45 24 1 5 1 30 1 70 A 1 53 1 60 1 52 1 59 1 58 1 52 1 53 1 53 1 55 1 5424 1.5 1.30 1.70 A 1.53 1.60 1.52 1.59 1.58 1.52 1.53 1.53 1.55 1.5424 1.5 1.30 1.70 A 1.53 1.60 1.52 1.59 1.58 1.52 1.53 1.53 1.55 1.54 25 32° 31° 33° H 32° 32° 32° 32° 32° 32° 32° 32° 32° 32°25 32° 31° 33° H 32° 32° 32° 32° 32° 32° 32° 32° 32° 32° 26 目测(Visual) ok ok ok ok ok ok ok ok ok ok 外观:黑色,无毛刺,无油污,无变形(optic: black galvanized, no burs, no oil or 26 目测(Visual) ok ok ok ok ok ok ok ok ok ok ( g grease, no deform) 27 目测(Vi l) 90 90 90 90 90 90 90 90 90 90 包装单位:90pcs或者90pcs的约数(packing unit: 90pcs or divisor of 27 目测(Visual) 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 包装单位:90pcs或者90pcs的约数(packing unit: 90pcs or divisor of 90pcs)27 ( ) 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 90pcs 28 Q Q Q Q Q Q Q Q Q Q 90pcs) 检验结果(I ti R lt)(Q 合格 Q lifi d DQ 不合格 Di lifi d)28 Q Q Q Q Q Q Q Q Q Q检验结果(Inspection Result)(Q:合格,Qualified; DQ: 不合格,Disqualified)28 Q Q Q Q Q Q Q Q Q Q 29 检验判定(Decision): 合格(Approved) ;不合格(Rejected) ; 判定人员(Decision Maker): 左平 ; 日期(Decision Date): 20140109 (yy/mm/dd);29 检验判定(Decision): 合格(Approved) ;不合格(Rejected) ; 判定人员(Decision Maker): 左平 ; 日期(Decision Date): 20140109 (yy/mm/dd); 30 不合格应对(Reaction):特殊放行(accepted for special reasons) ;返工(Rework) 批准人员(Approver): ;日期(Approval Date): (yy/mm/dd);30 不合格应对(Reaction):特殊放行(accepted for special reasons) ;返工(Rework) 批准人员(Approver): ;日期(Approval Date): (yy/mm/dd); 备注:备注: *1: φ56.00环规能通过,φ55.80环规能止住 (φ56.00 ring go; φ55.80 ring no-go)1: φ56.00环规能通过,φ55.80环规能止住 (φ56.00 ring go; φ55.80 ring no-go) Acculine Precision Mfg Co Ningbo, 315513, P.R.China Tel: 0086-574-28887315 Fax: 0086-574-28875303 info@acculine-mfg.com www.acculine-mfg.com
- 4. sheet metal deep drawing quality inspection example Acculine Precision Manufacturing Company Tel: 0086-574-28887315, Fax: 0086-574-28875303, Web: www.acculine-mfg.com Acculine Precision Manufacturing Company is a Chinese professional supplier of custom parts including aluminum die casting, zinc die casting, precision machining, sheet metal stamping, sheet metal punching, sheet metal deep drawing, plastic injection, etc China Acculine Brief Company Introduction Acculine Precision Manufacturing Company Room306, Bldg#22, Yaduxincun District 888# Yinxiandadao Ave West Ningbo Zhejiang Province 315153, P.R.China Tel:0086-574-28887315 Fax:0086-574-28875303 Email:info@acculine-mfg.com Web:www.acculine-mfg.com FACEBOOK: http://www.facebook.com/AcculinePrecisionMfg YOUTUBE: http://www.youtube.com/user/AcculinePrecisionMfg LINKEDIN: http://www.linkedin.com/company/acculine-precision-manufacturing TWITTER: https://twitter.com/AcculineMfg GOOGLE+: https://plus.google.com/u/0/b/115338002197538176871/ FLICKR: http://www.flickr.com/photos/acculine_precision_mfg/