Casting Term ology
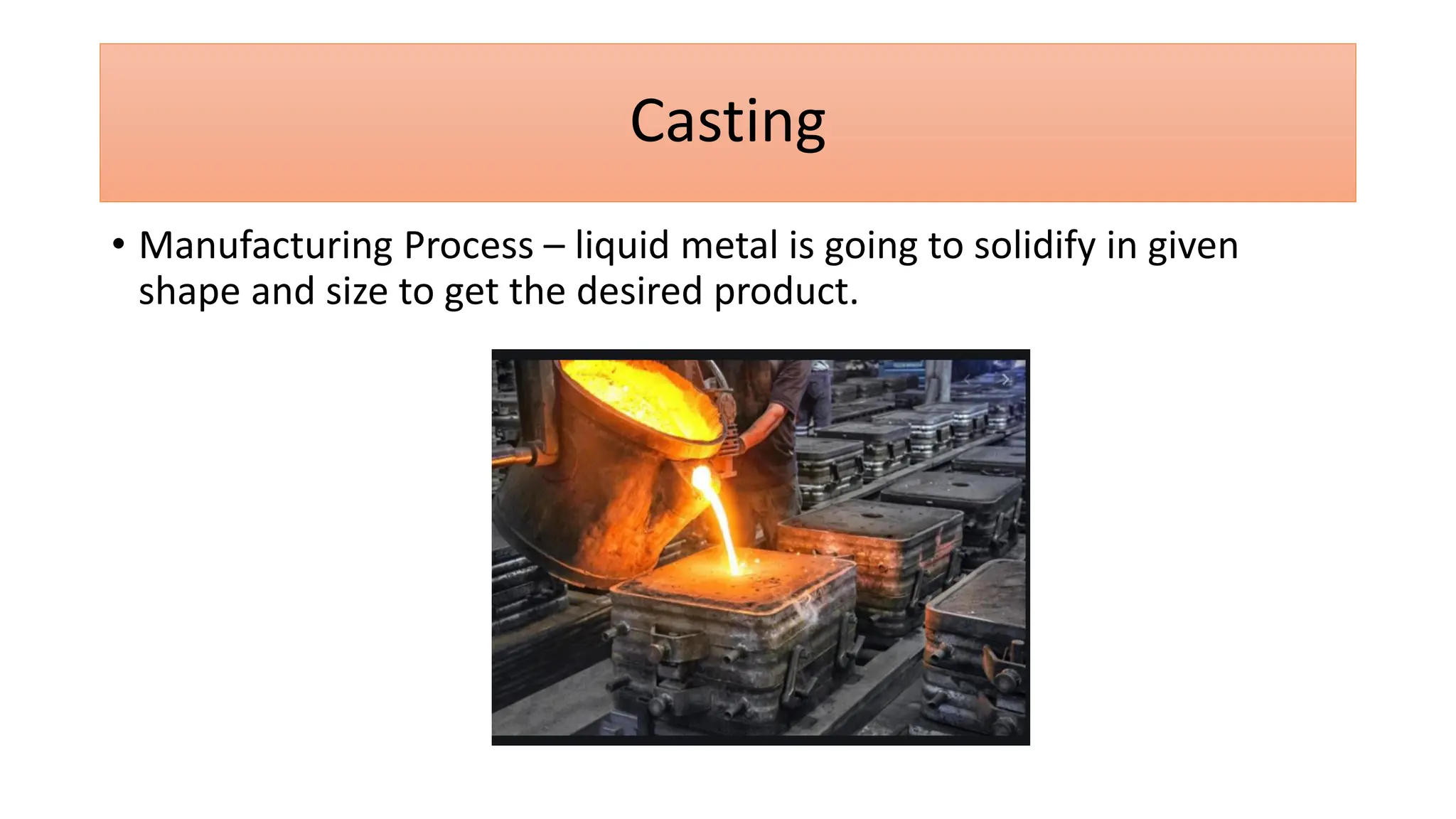
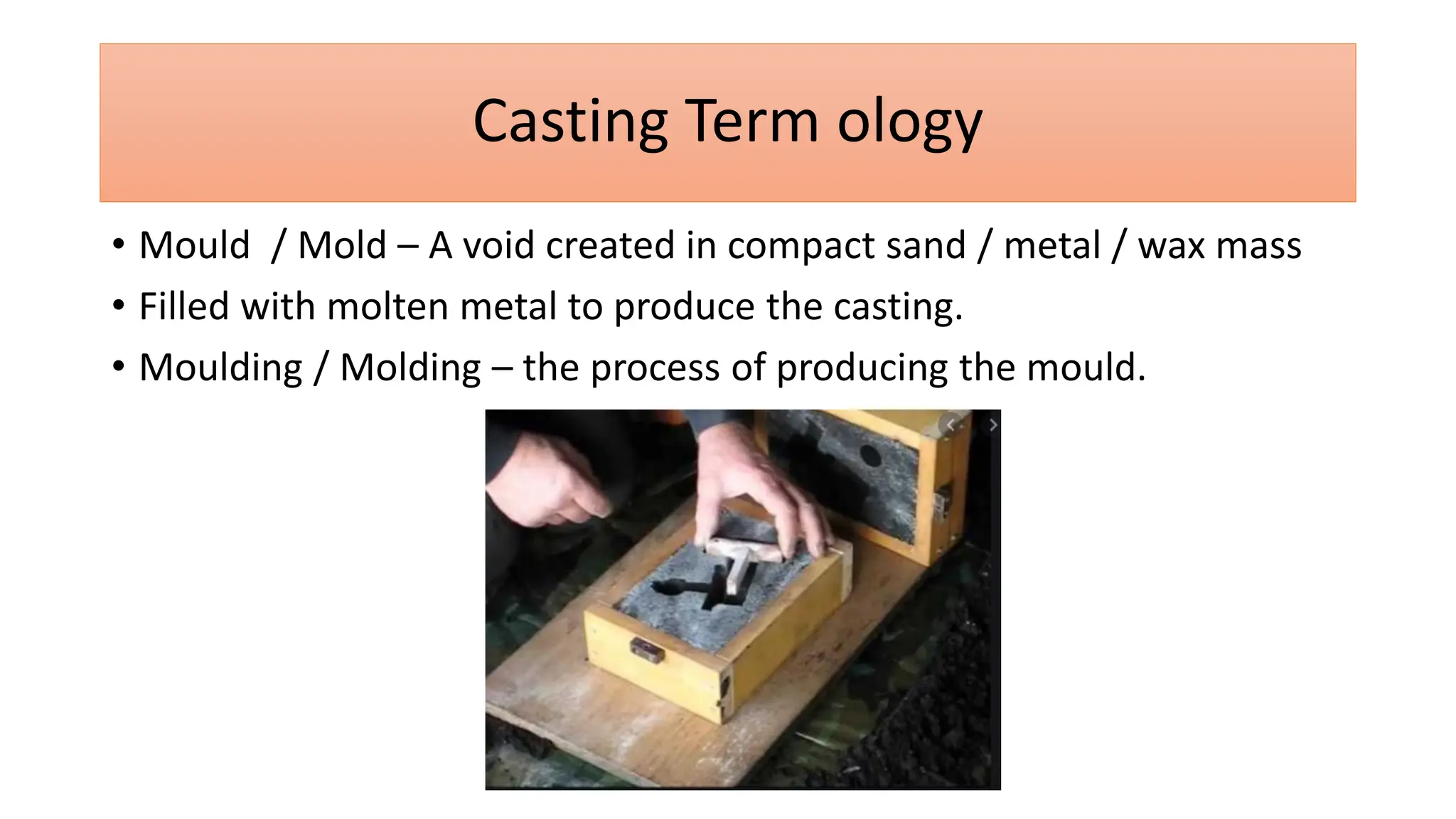
•Mould / Mold – A void created in compact sand / metal / wax mass
• Filled with molten metal to produce the casting.
• Moulding / Molding – the process of producing the mould.
3.
Pattern
• Replica /model of desired casting
• Packed in moulding material to produce the a cavity.
5.
Flask
• Hold thesand the intact.
• Material – upper moulding flask
• Cope – upper moulding flask
• Drag- lower
• Runner – is the passage trough which molten metal reach up to
cavity.
• Parting Line – drag cope surface meet each other.
• Riser – Reservoir of molten metal – to compensate the reduction in
volume of liquid metal due to contraction.
Pattern Allowance
• Thedifference in dimension of pattern to final dimension of casting.
• Reason
• 1. Shrinkage or contraction allowance– cooling from pouring temp to
room temp.
9.
• Liquid Contractionof riser – compensated by riser
• Solidifying Contraction - compensated by riser
• Solid Contraction --- compensated by pattern
• Influencing Factor - pouring temp
• Design and dimension of casting
• Type of metal
Pattern Material
• Wood– cheap and abundance
• Shaped in different shape
• Light in weight
• Good surface finishing
• Wear out quickly
• Susceptible to moisture
19.
Metals
• Casting –large in number
• Closer dimensional accuracy
• Longer life
• Costlier
• Machining required
• Heavy in weight
• Rusted
• Ex- cast iron, brass, Al etc.
20.
plastics
• Lightness inweight
• High strength
• Resistance to wear
• Fine surface finish
• Resistance to corrosion
• Reasonable cost
21.
plaster
• Plaster ofparis or gypsum cement
• Easily shaped
• Carries high compression strength
• Closer dimensional accuracy.
22.
wax
• Used ininvestment casting
• For complicated shape
24.
Master pattern
• Usedfor preparing the moulds for metal castings which are later used
as metal pattern for further moulding work.
• Carry double shrinkage allowance.
25.
Type of pattern
•Solid and single piece pattern
• Simplest in all type , made in one piece and carries no joint , partition
or loose pieces.
• Cheapest
27.
Two piece orsplit pattern
• Difficulty in mould making and withdrawn of pattern
• Made in two parts joint at the parting line
• Can be multiple piece
31.
Match plate pattern
•Objective – rapid production of small and accurate casting on large scale.
• Greater dimensional accuracy
• Construction cost is high but compensated by high production.
• Pattern made in two parts.
• One piece is mounted one side and other on the side of plate called
match plate.
Gated Pattern
Objective –mass production of small casting
Multi cavity moulds are prepared
Patterns are connected to each other by gate former which provide
suitable channels.
35.
Sweep pattern
• Usedfor preparing mould of large symmetrical casting.
• Large saving in time, labour and material.
• Consists – base, spindle, wooden template
• Sweep rotated about the spindle to form the
cavity.
38.
Pattern with loosepiece
• Have loose piece in order to enables their easy withdrawal from the
mold.
39.
Segmental pattern
• Usedfor large circular casting
• Avoiding the use of solid pattern of exact size.
• Segment is moved from one position to second in mold
.
Cope and dragpattern- riser, runner and
ingate are integral part of pattern
44.
Properties required inthe Foundry sand
• Refractoriness – with stand high temp. of molten temp. without
fusing.
• Depend upon – silicon oxide quantity in sand (melting temp. 1710 C)
• Shape and size of sand grain
• Presence of iron oxide, calcium, potassium and sodium.
46.
Permeability
• Allows thegases and steam to escape
• Reason – casting unsound or blast
• Depend upon – grain size and shape, proportion of water and clay,
ramming of sand.
• Increase by venting
50.
Adhesiveness and Cohesiveness
•Ad. – capability of adhering to the surface of other material
• Objective- adhering to the moulding flask.
• Coh.- rammed grain particle bind together
• Depends upon- grain size, clay, and moisture content.
52.
collapsibility
• Sand mouldautomatically collapses after solidification of casting.
• Reason – tear and cracking in casting.
53.
Sand term ology-Green sand
• Freshly prepared mould sand in which there is enough moisture to
give it sufficient bond.
• Composition – 70-85% silica, 10- 20% clay, 3-6% water, 1-6% additives
57.
Effect of rammingon the moulding sand
• Increase the density of mould
• Increase the mould hardness and strength.
• Decrease the permeability.
Permanent Mould
• Mouldis not destroyed after each casting.
• Economical –High production rate
• Used for low melting point material
• Better dimensional accuracy , surface finishing
• Less skilled labour
• 2.4 mm thickness