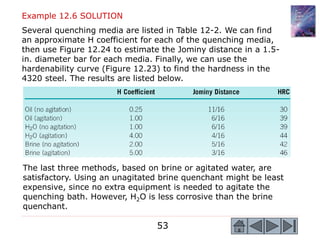
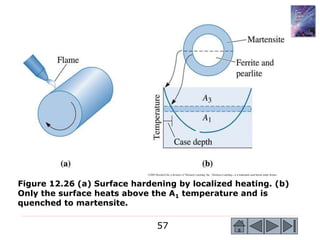
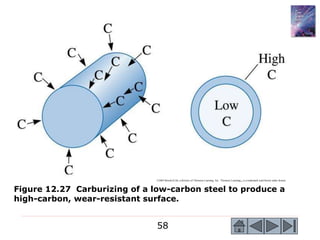
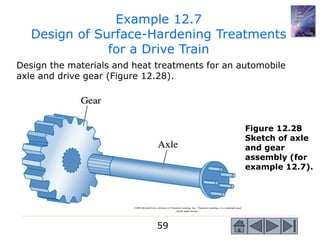
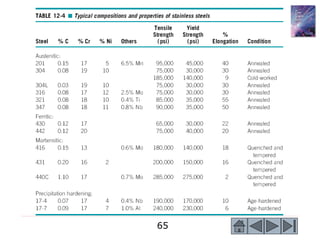
Chapter 12 of 'The Science and Engineering of Materials' focuses on ferrous alloys, specifically the control of steel properties through heat treatment and alloying, including special classes like stainless steels and cast irons. Key topics include the classification of steels, various heat treatment processes, and the effects of alloying elements on steel properties and microstructure. It also covers methodologies for determining carbon content in steels and the significance of hardenability in applications.