Advancements in TextilesSeries – 2012
EDPIU, MINTEX --- SFDAC
Advanced
Dyeing & Printing
Techniques
Muhammad Hanif Memon
Synthetic Fiber Development and Application Center
Ministry of Textile Industry, Government of Pakistan
2.
The Textile Industry,including the dyeing sector,
has undergone major changes,
Which are centered on
The introduction of new fibers
(and dyes for their coloration)
New machinery for more efficient processing
More severe demands from the consumer
Legislation controlling environmental issues
3.
Two primary forceshave driven recent
technologies in Coloration
The Environment
and
The Economy
i.e.,
ENVIRO-ECONOMICS
4.
The textile companieswill be competing
more and more on a global basis
The successful must deliver quality products,
on time, and maintain the highest standards
Developments in machinery
have a critical part to play,
but
without state-of-art-chemical technology
even the most sophisticated machinery
will not provide optimum performance
5.
Companies wishing toimprove their
environmental performance through technology
may
Control established production processes by
treating waste emissions,
in order to limit the impact on the environment
OR
Adopt clean technologies that incorporate
environmental considerations into their design,
to avoid or reduce adverse impact on the
environment
6.
There is nowa global perspective for
the textile and apparel industries,
which has been brought about by
economic growth,
development of communication
technologies
and
the unprecedented ability to transport
people and goods throughout the world
7.
Automatic Control isused on both batch and continuous processes,
giving marked improvements in productivity and savings in resources.
Automatic Control results into
Increased production and improved quality, because machine will be
running at the set optimum conditions.
Savings in plant costs, because the dyeing process, equipment and
ancillary processes will have been designed to operate under automatic
control
Savings in raw materials arising from processes being carried out under
optimum conditions
Improved working conditions
Improved plant management
8.
An automatically controlledplant
provides more information of higher
quality on process conditions, leading
to potential improvements in process
operation
The danger here is that
The information is not understood or it
cannot be acted upon
Stringent Qualityrequirements led by export market
Higher pressure on Price – Trend towards high economy
Conservation of Energy / Utility Cost
Shift of manufacturing from Europe to Asia
Growing commoditization of Products
Modernization, Automation & Re-structuring activities
Growing importance of Brands and Retailers
Fast changing consumer tastes
Newer fibres and blends
Better RFT and Reproducibility
Shade accuracy and quick delivery
Increase in the technical support requirements by the user industry
Changing Scenario
Textile Industry
11.
Reduced Costs
• LessDyestuff
• Less Chemical
• Less Water
• Less Energy
• Reduced Stock Costs
Higher Productivity
•Shorter cycles
• RFT Performance
• Robustness
Product Integrity
•Shade Reproducibility
• Color Fastness
• Eco-compliance
E-Control System
Digital Ink – Jet Printing
RFT Approach
Dyeing in Ultra Low Liquor ratio
Dyeing of Newer fibers & Blends (Lycra, Lyocell, bamboo etc.)
Rapid dyeing Disperse dye
One –Bath Continuous dyeing of Polyester / Cellulose blends
(without R.C.)
Pad – OX Process
Reactive dyeing – Perceptible shift from Hot dyeing to Warm dyeing
process
Replacement of Vat dyes with Reactive dyes - achievement of Light
and Wash fastness properties.
Recent Applications / Concepts
16.
E-Control
Process
One Step,Simple & Economical Continuous process
No unproductive batching sequence
Ideal for short lot dyeing
Effective Wash-off
A wide variety of fabric can be dyed
Rapid shade matching in laboratory
Energy efficient
Performance
High Productivity due to short process
Environment friendly as no salt, urea & silicate are used
Soft handle of fabric due to mild fixation conditions
Migration is minimised by rapid fixation & humidity control
No crushing of pile fabrics.
Improved penetration of different fabrics - Presence of Humidity at
high temp.
Very good Lab- to -Bulk & Bulk- to-Bulk reproducibility.
17.
RFT Approach
Important Factors
ImportantFactors
Raw material:
Substrate
Dyestuffs
Chemicals
Water
Preparation of Substrate
Process Conditions:
Machine parameters
Liquor ratio
Time / Temperature profile
Dye bath pH
Concentrations of Chemicals
Dye / Chemical addition
profile
18.
THE BENEFITS OF
FINANCIAL
•Lower Costs per Batch
• Increased Output
• Improved Profit margin
NON FINANCIAL
• Better Customer Service
• Improved Quality
• Reduced Effluent load
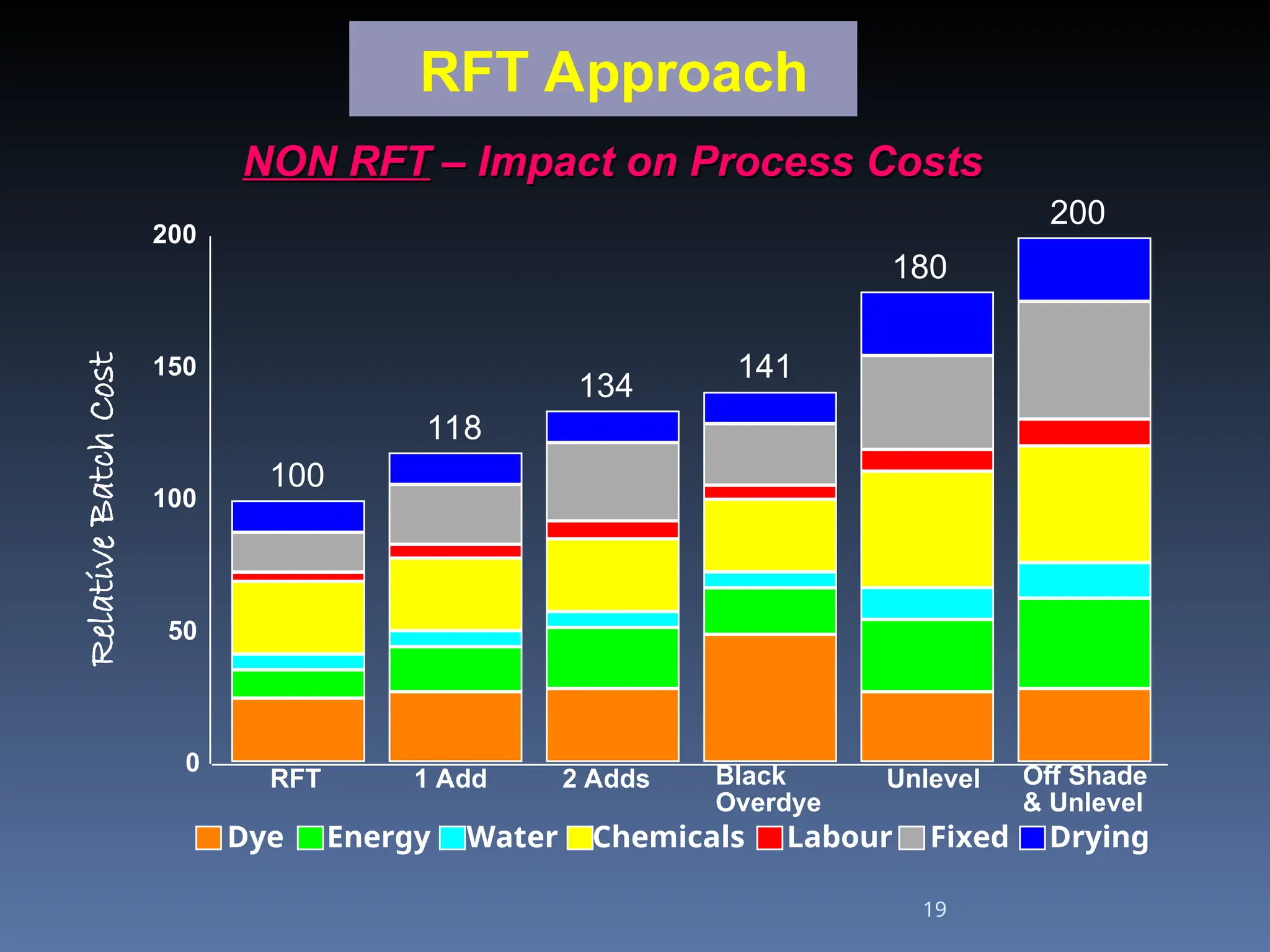
19.
19
RFT Approach
NON RFT
NONRFT – Impact on Process Costs
– Impact on Process Costs
RFT 1 Add 2 Adds Black
Overdye
Unlevel Off Shade
& Unlevel
0
150
100
50
200
Relative
Batch
Cost
100
118
134
141
180
200
Dye Energy Water Chemicals Labour Fixed Drying
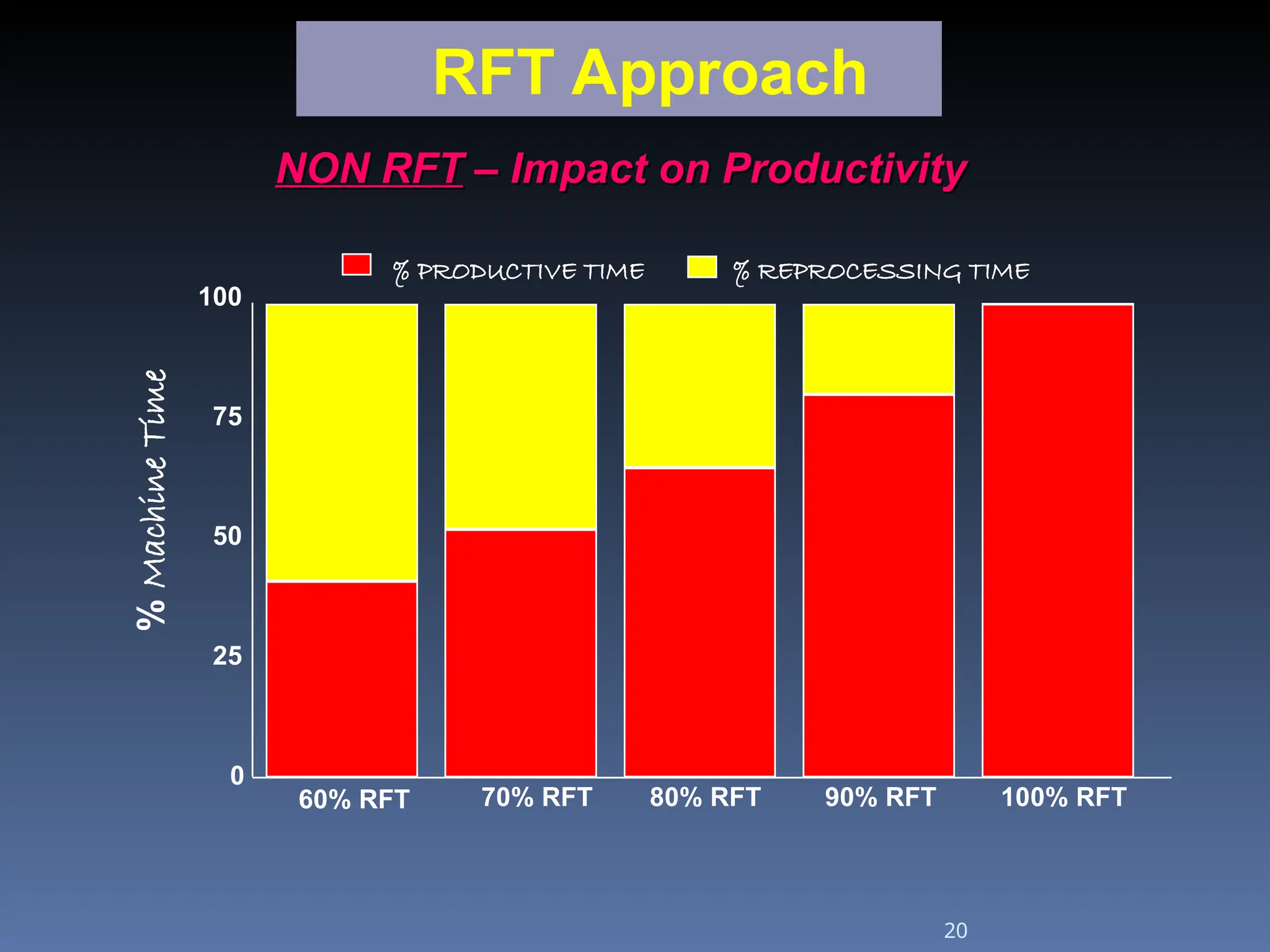
20.
RFT Approach
NON RFT
NONRFT – Impact on Productivity
– Impact on Productivity
100% RFT
90% RFT
80% RFT
70% RFT
60% RFT
0
75
50
25
100
%
Machine
Time
% PRODUCTIVE TIME % REPROCESSING TIME
20
21.
Dye House Management
KeyFactors
Key Factors
Cost Reduction
RFT Approach
Technology Up-gradation
Improved quality
Reduced cycle times
Reduced lead time for delivery
Perfect Repeatability
Reliable results satisfying critical
fastness requirements
Maximum machine flexibility
International competitiveness
Much reduced environmental impact
22.
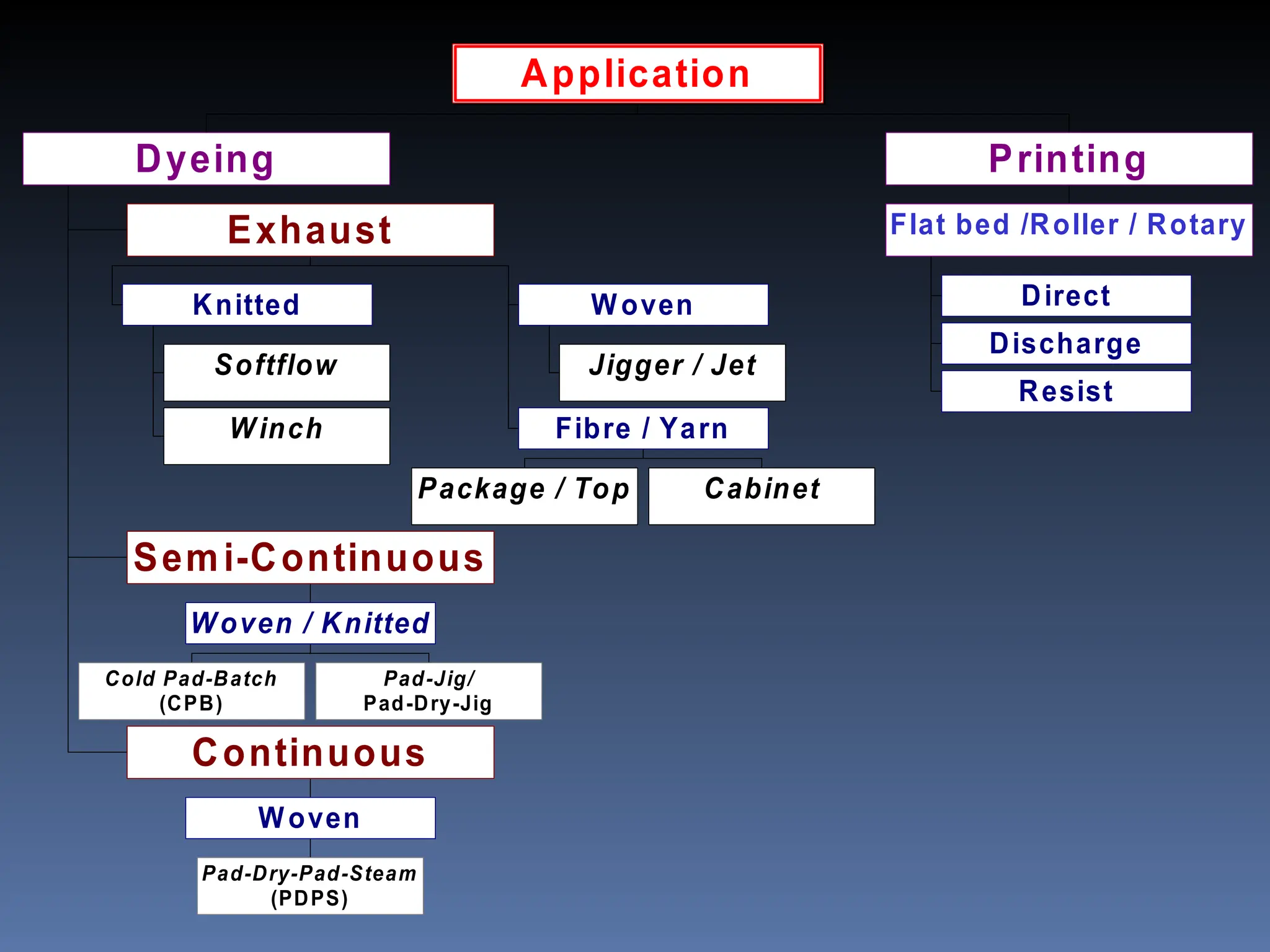
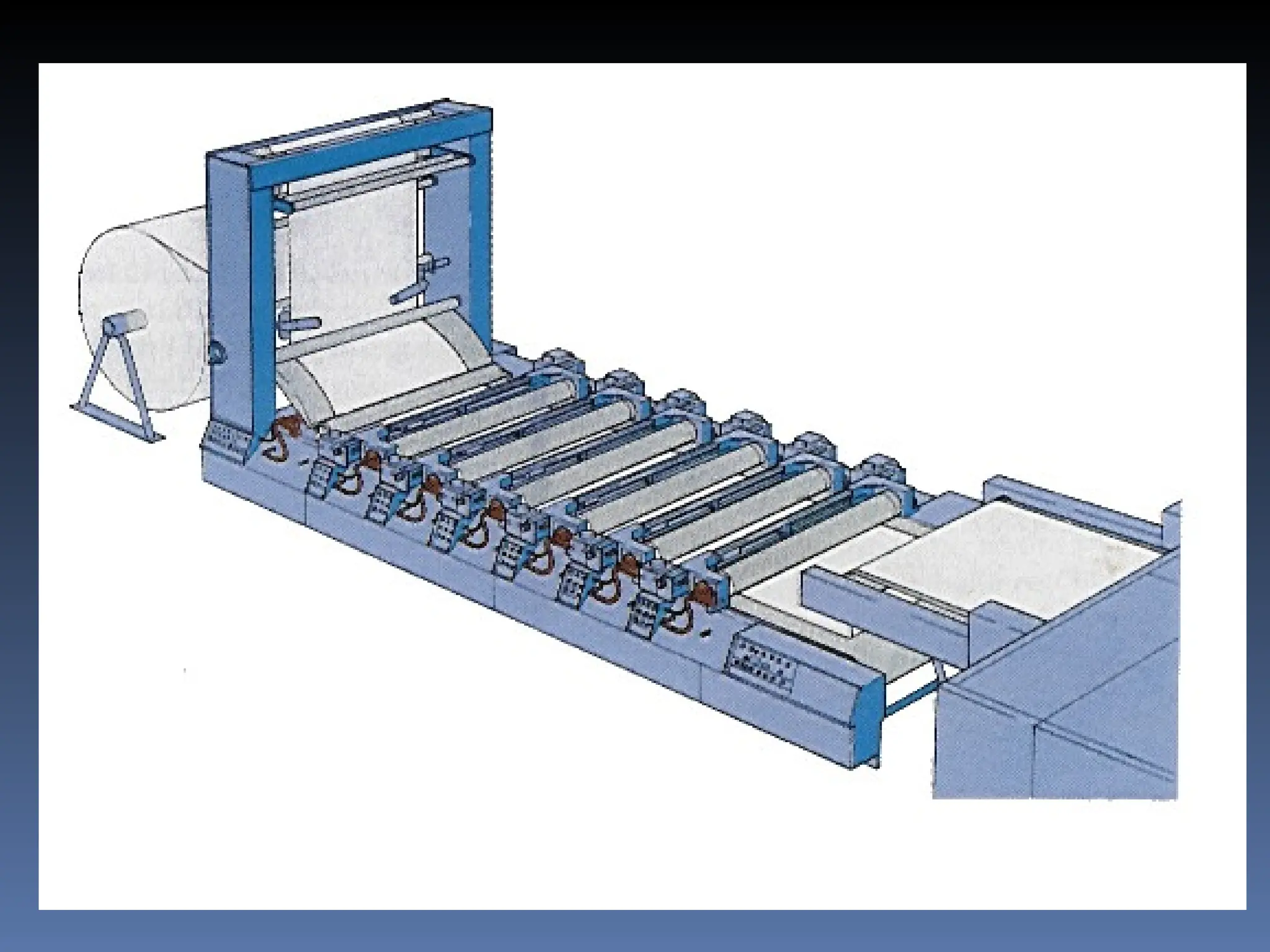
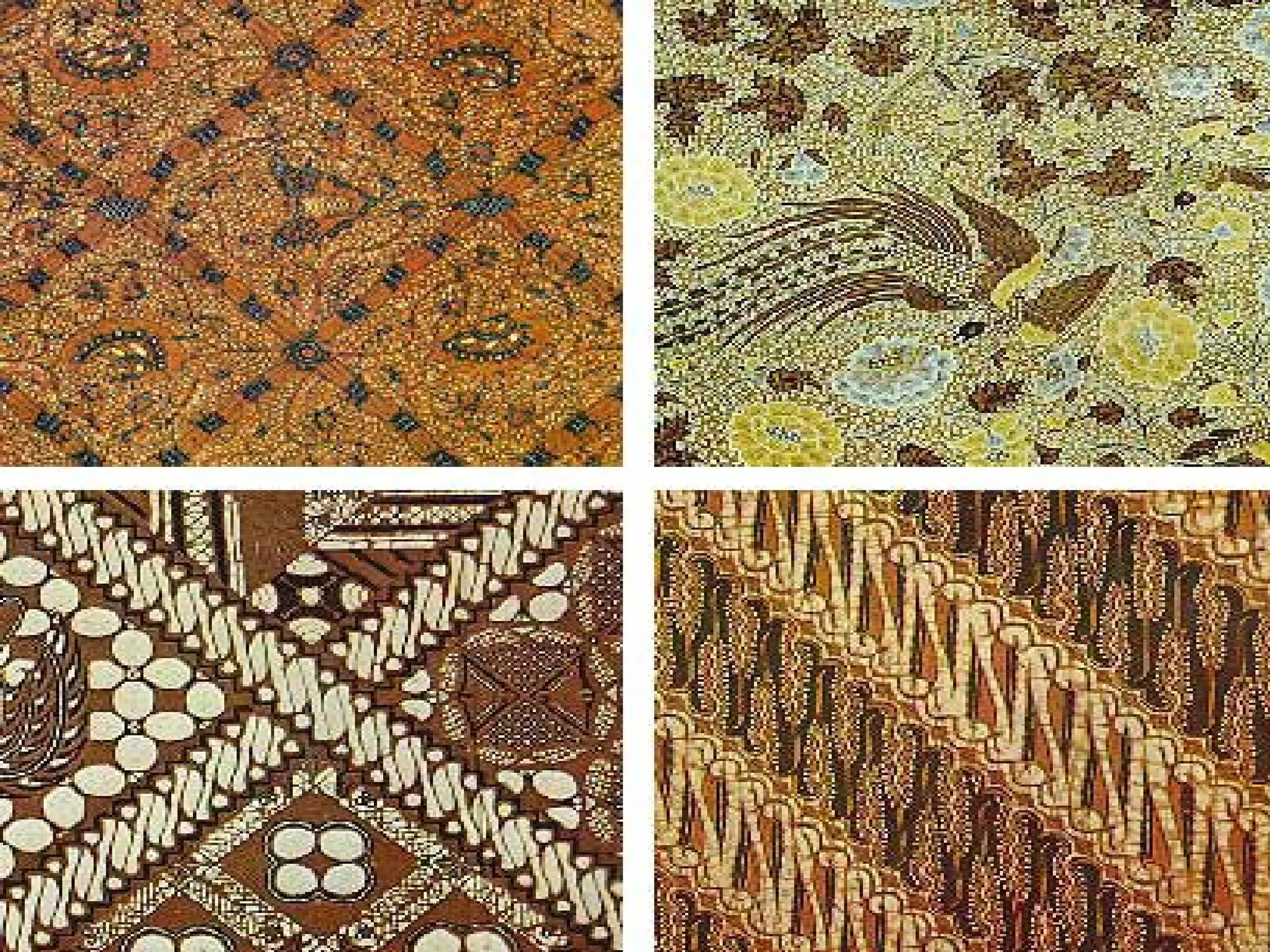
From a practicalpoint of view
Textile printing is the process which
incorporates artistic design,
engineering and chemical technology
to produce unique patterns which can
then be accurately repeated on large
volumes of fabric
23.
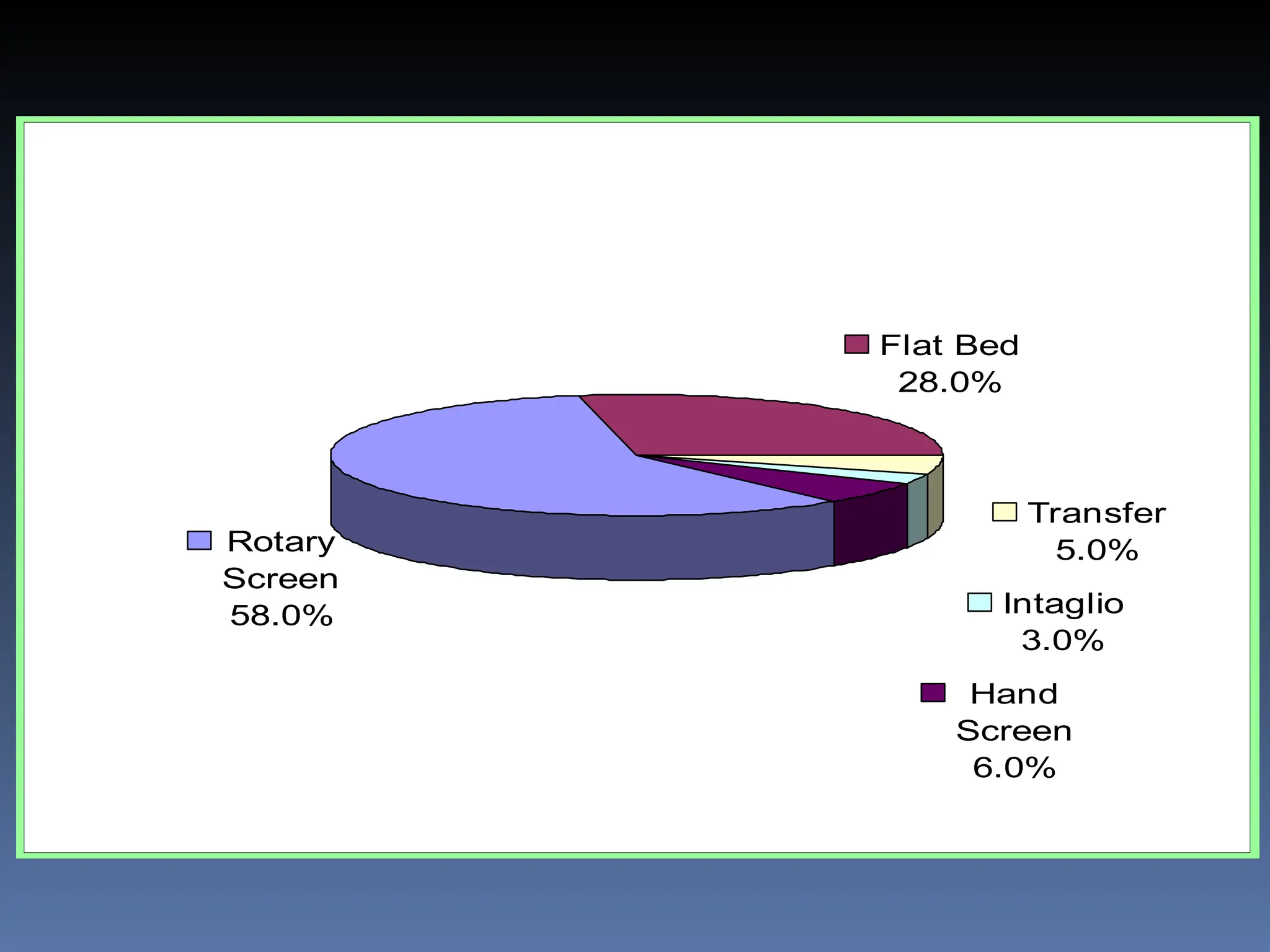
Most common Printingtechniques
Screen Printing, both rotary and
flat bed
Transfer Printing
The newer technique
Digital Printing
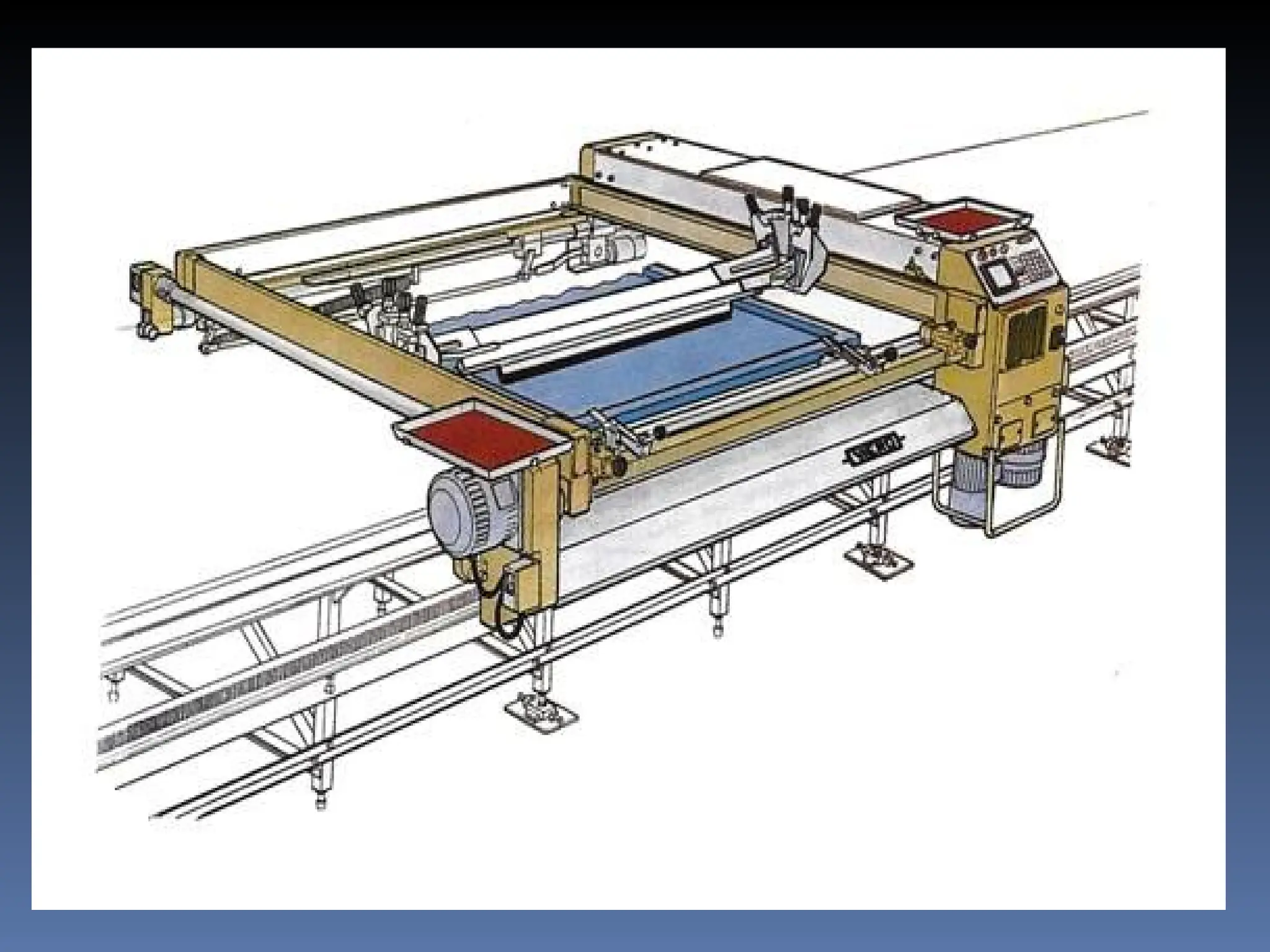
The trends intextile printing include:
Continued improvement of
microprocessor control systems for
printing machines of all types
including flat-bed screen, rotary
screen, transfer printing calenders
and digital ink-jet printers
31.
Refinements in ScreenPrinting
Increased printing output
Minimization of set-up times
Higher print pattern control
Minimization of downtime for pattern
changeover and machinery cleaning
32.
Improvement in mechanicaldesign
Hydraulic drives replaced with electronic
drive systems
results into increased printing speeds
with subsequent reduced maintenance
costs
Both rotary and flat-bed printing
machines with highly compact print
tables in order to conserve expensive
processing floor spaces
33.
Refinements in
Color mixingand dispensing systems
Print paste recovery and reuse
Improved systems for filmless screen engraving
Which produce excellent image resolution with
increased accuracy
Also engrave screens at a higher productivity
rate, thus reducing the overall cost of the
engraving process.
34.
Heat Or SublimationTransfer Printing:-
•Clean & environmentally safe.
•The only by product is paper.
•Perfect medium for today's
market demand (apparel).
•Fes samples can be
produced at small scale with
good results at lesser cost.
35.
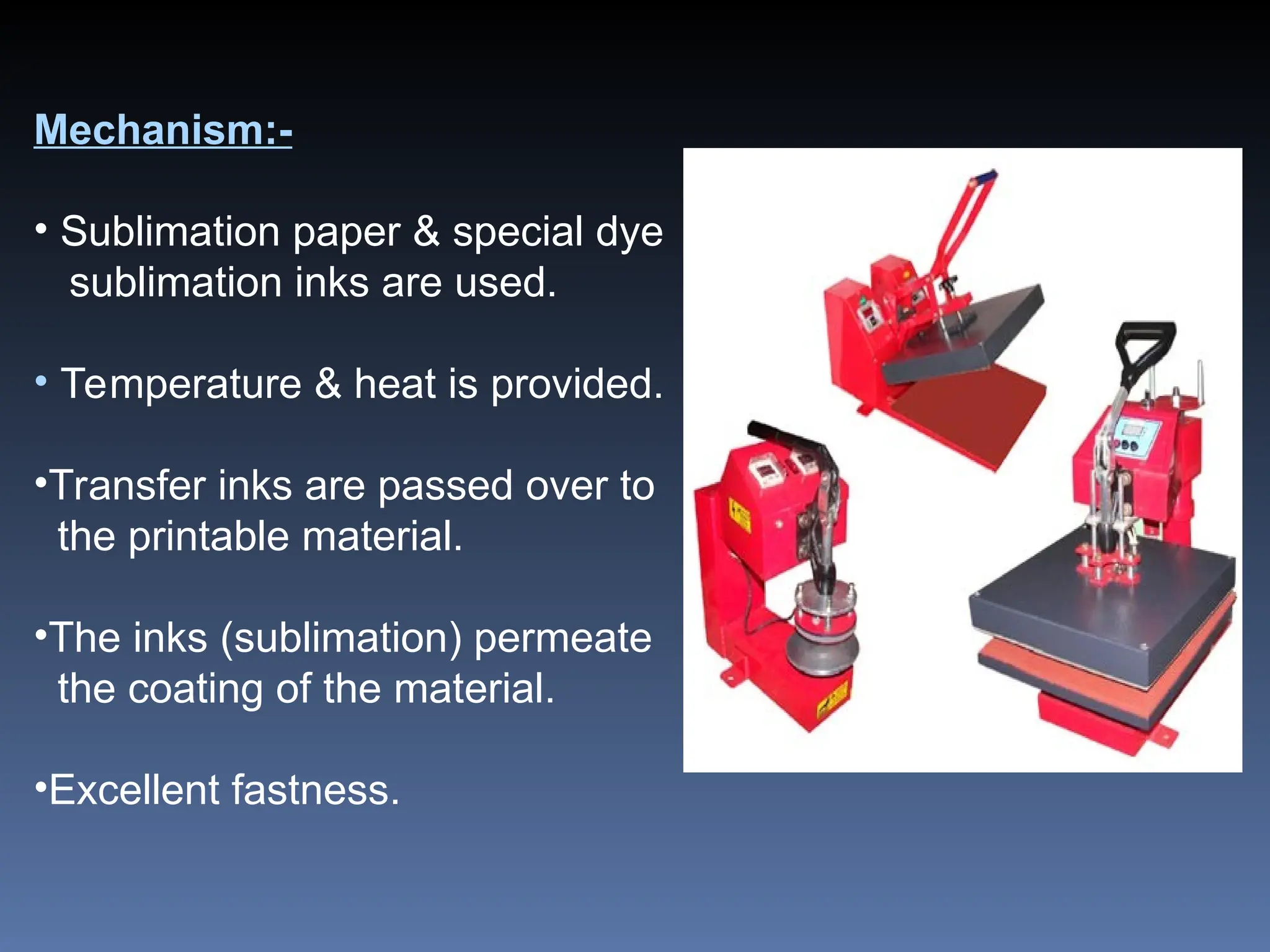
Mechanism:-
• Sublimation paper& special dye
sublimation inks are used.
• Temperature & heat is provided.
•Transfer inks are passed over to
the printable material.
•The inks (sublimation) permeate
the coating of the material.
•Excellent fastness.
36.
Why Ink-jet?
Simple technology and high quality
Existing colorants can be used [Reactive / Disperse / Acid / Pigment]
Constantly improving technology [Robustness, Speed (>100 m2
/hr.),
Quality (1440 dpi)]
Printing of innovative & unique designs
No screens / Unlimited colours in a design
Outstanding colour gamut
Different types of Substrates
Trend is towards digital photography (Home / Photolabs]
Lower start-up costs & shorter production times
Shorter time from design to print
Supply chain advantages
More design options
Reactive dyes in ink-jet printing
Purified MCTs
Inks specially designed for existing ink jet head technology
Covalent bond gives excellent wash fastness
37.
Requirement ismaximum fastness through non-covalent
interactions
Fastness requirements
Water fastness
Humidity fastness
Highlighter smear
Light fastness
Achieving enhanced fastness
Increase size of dye [Water fastness increases with size]
pH switch [Differential solubility between ink and water]
Hydrophobic effect
Use of additives for greater longevity of prints
Current and future developments
Photographic media
Need for increasing light fastness
- New chromophores
- Improve performance of existing chromophores
Approaches [ Sacrificial groups / Physical quenchers / Physical
protection]
38.
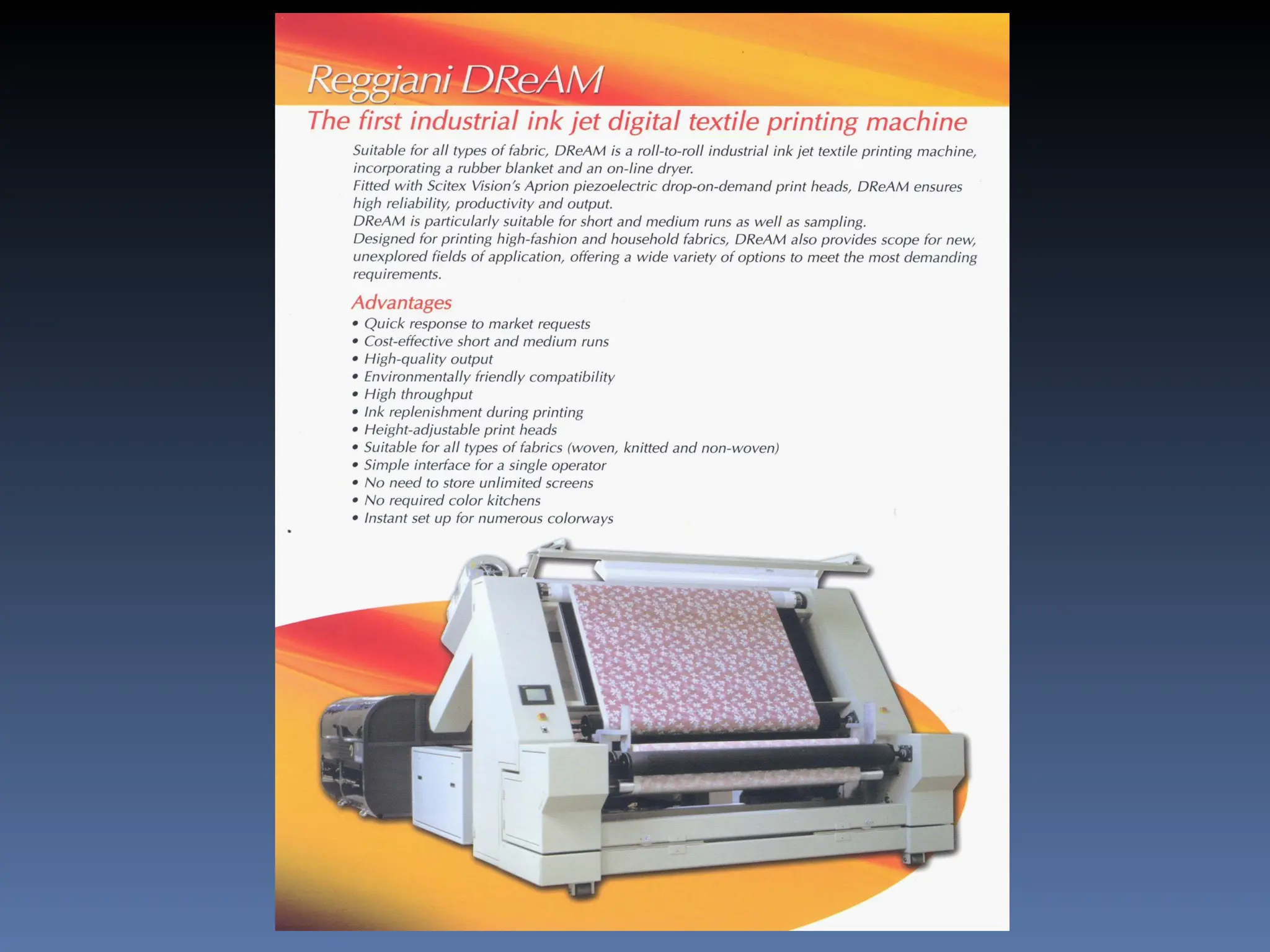
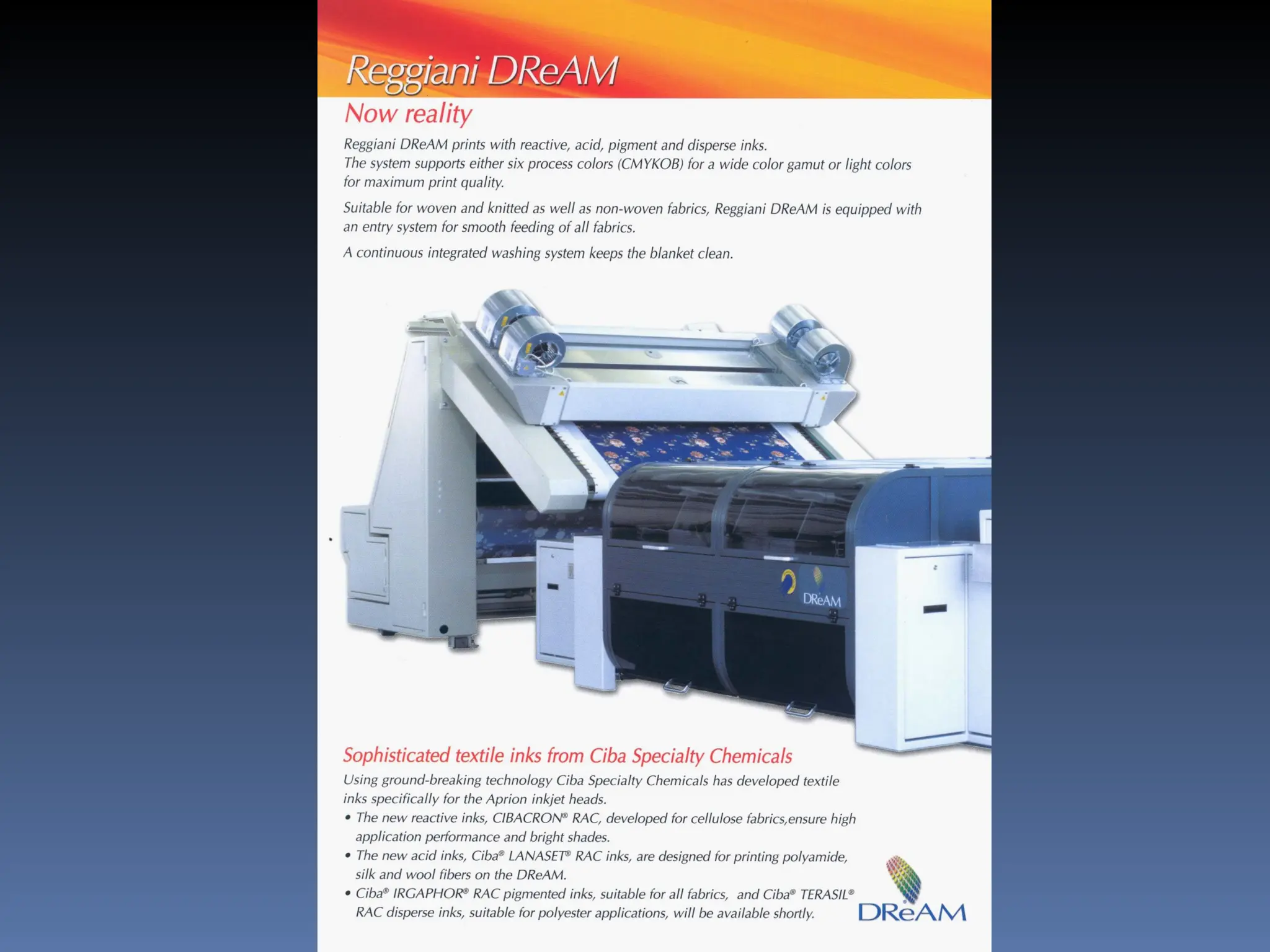
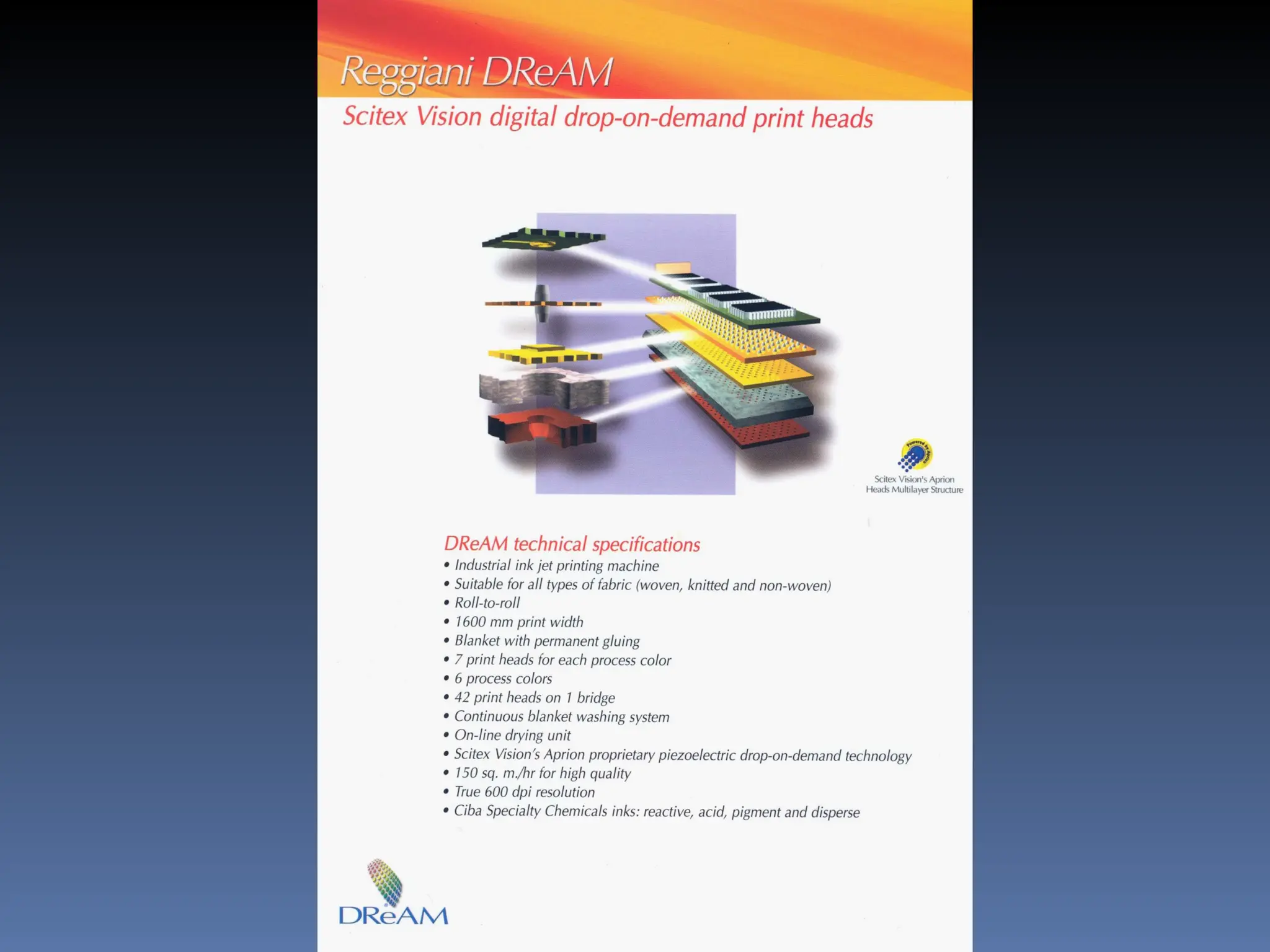
DReAM by Reggiani
Twounique innovations
First, it combines the high technology of Reggiani ‘ s
well proven textile substrate conveying systems,
holding the fabric in position very accurately, with
Aprion ‘s Magic six color inkjet heads.
Second, it use completely new printing inks developed
by Ciba Specialty Chemicals. These inks include
reactive dyes, acid dyes, disperse dyes and pigments.
This machine reportedly achieves printing speed of up
to 150 square meters per hour, with designs suitable
for both apparel and home furnishing.
44.
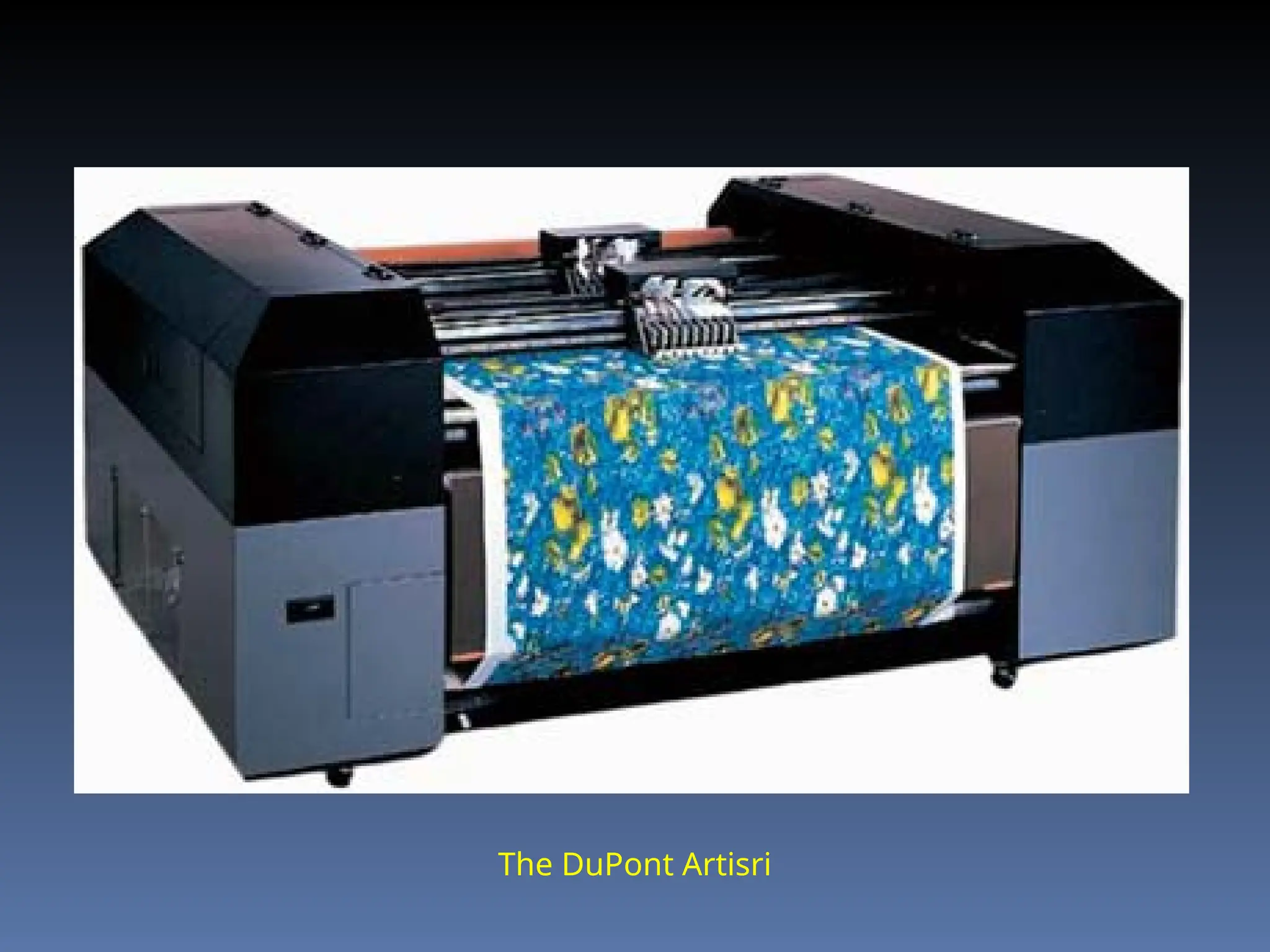
DuPont’s Artistri machineis built by Toshin-Kogyo of
Japan, and the two companies celebrated the
shipment of their
50th machine as a milestone. “The marriage of
Toshin-Kogyo’s experience and expertise in the
design of textile
printing equipment with DuPont’s leadership
position in chemistry and inkjet technology has
allowed the companies to co-operatively develop a
uniquely capable and robust system,” said Shiro
Ichinose, president of Toshin-Kogyo.
The system includes DuPont’s Artistri inks for silk,
polyester, wool, cotton and nylon/Lycra; pigment
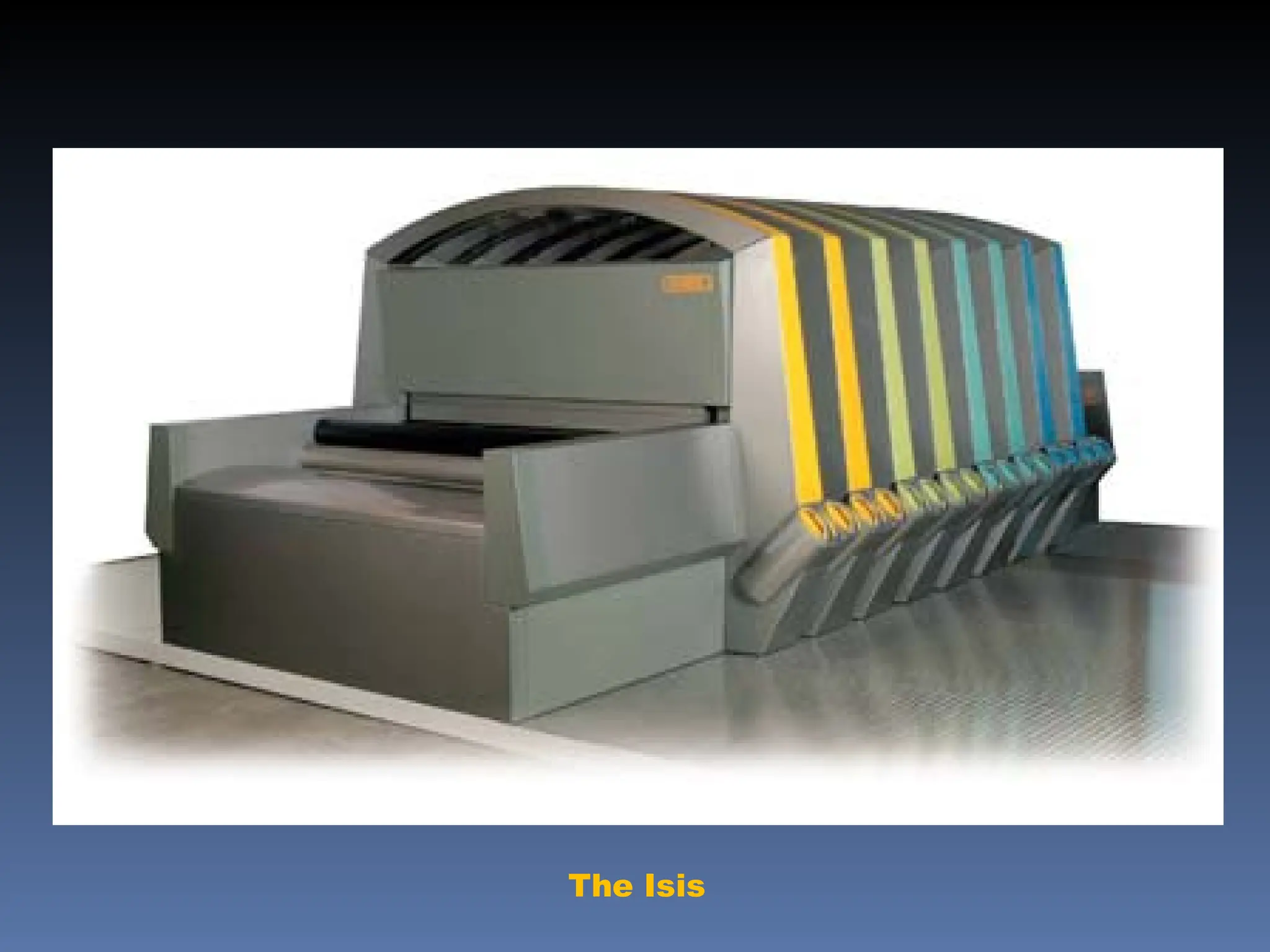
The Isis competeshead-to-head with rotary screen
printing, printing 20 linear meters a minute (1.6m wide)
at 1440dpi, using either reactive or pigment inks.
Crucially, the machine will use standard screen
printing inks, vastly reducing the cost per meter,
with pigments this will be around €1 per linear meter;
a little more for reactive. The figure includes capital
costs, and no pretreatment is required.
Based on three color ways per design, the print cost
for runs of less than 1,000 meters will be equal
to or less than rotary screen printing. However, for
longer runs (e.g., 1,500m) will be slightly higher.
There is astrong correlation, among these
machines, between production capacity and
price, making it hard to pick a winner.
Artistri, for example, with a typical printing speed of
30m2/hour, comes at a capital cost of around
€150,000;
The DReAM does 150m2/hour but costs € 750,000.
The expensive special inks often required also have to
be accounted into the calculation.
The most original machine of them all is– the Isis (price
tag €3 million), from Dutch firm The Isis Osiris.
49.
The Mona Lisamachine, starting at €250,000, uses
Epson printhead technology, but its unique configuration
of 24 print heads produces greater speed than the
familiar ‘sampling’ printers. The 12 Mona Lisa so far
delivered have gone mainly to the Como district of Italy
and are being used on silk, cellulose and
polyamide/elastomer, in conjunction with the Genesta
family of inks from For.Tex.
According to Robustelli, print speeds in the first year
since launch have increased from 78m2/hour to
120m2/hour, without loss of quality. Intermediate printing
resolutions of 450dpi and 630dpi have been added to
the standard 360-540-720dpi.
Another change isthe ability to adjust the gap between
the heads and the fabric during printing, without stopping
the printing itself. “It is very likely that during mass
production the fabric to be printed is uneven (seams,
frays or thickness unevenness),” says Robustelli. “It is
therefore essential to have the possibility to change the
gap between the heads and the fabric without stopping
printing, then go back to the original gap.” Other recent
improvements include the drying and printed-fabric
collection systems. Infrared radiators are now combined
with a special ventilation system, and continuous
collection of the fabric, with start-stop photocells, has
been added as standard.
52.
Recently added featuresinclude an
advanced feeding system that allows for
the use of wider varieties of fabrics, and a
new selvage protection mechanism that
improves printing reliability.
DuPont Ink Jet has opened its DuPont
Artistri Technology Center (ATC) in
Cavenago, (Milan) Italy, providing
demonstrations, technology training and
customer service.
53.
Another wide-format printerwith interesting characteristics is the
VirtuMT, built by the Swiss Spuhl AG, a subsidiary of America’s
Leggett & Platt. This ‘super wide’ machine offers a single 2.5m
printing width, or even a 3.5m version that will print 2x1.5m widths.
Speed is claimed to be up to 125m2/hour, or 35m2/hour
(2-pass/600 dpi, 6 colours).
The machine is already established in the graphics market, while
dye-sublimation printing on textiles was introduced early in 2003
and direct printing with UV-curing pigment inks was launched at
ITMA. However, the problem was close to a solution and new inks
were expected to be available late this year or early next. The
Virtu range starts at around €320,000.
Nano Art NanotechnologyCoatings Textile
Paper, claiming this to be the first and only
product of its type in the world specifically
intended for computer-generated, fine-art
inkjet printing, and made from nano-coated
polyester, cotton and blends
56.
The further onelooks into the future, the more exciting the
possibilities become. Researchers at the University of Arizona
talk about light-emitting textile curtains and window blinds
based on ultra-thin organic films that either emit light,
or alternatively, act as solar cells, collecting light to generate
electricity.
Ghassan E. Jabbour, associate research professor of optical
sciences and his group, along with European partners, are
developing nanometre-thick organic films for printing on paper,
plastic and textiles. His laboratory claims to be the first to print
organic light-emitting devices on large areas of plastic and
textile by screen printing and has also developed a unique
technique for inkjet printing these layers on to textiles.
57.
In terms ofmore conventional textile printing and
coloration, nano-powders are likely to have an
important impact on future ink technology and all major
producers are believed to have active research
programs in this area.
For example, in Israel, which is a leading developer
and producer of inkjet technology, a consortium of 14
companies and 12 academic research groups, Nano
Functional Materials (NFM), has been formed to seek
new ways of fabricating and using nano-particles in
industrial processes and products.
58.
SciTex Vision, developerof the unique Aprion piezo drop-on-
demand technology used by the Reggiani DReAM printer, is
another member of the consortium and is seeking to develop a
new generation of inks based on nanotechnology of pigments
and polymers to achieve high performance inks and films
through ultra-high jetting performance (drop velocity,
directionality, jetting stability), conductivity, stabilization and
better color gamut.
Nanotechnology also offers new routes to achieving effects
such as metallic or opalescent prints that are difficult or
expensive using existing inkjet techniques, while printed nano-
films can produce iridescent effects on textiles.
Advancements in TextilesSeries – 2012
EDPIU, MINTEX --- SFDAC
Advanced
Dyeing & Printing
Techniques
Muhammad Hanif Memon
Synthetic Fiber Development and Application Center
Ministry of Textile Industry, Government of Pakistan




![ Why Ink-jet?
Simple technology and high quality
Existing colorants can be used [Reactive / Disperse / Acid / Pigment]
Constantly improving technology [Robustness, Speed (>100 m2
/hr.),
Quality (1440 dpi)]
Printing of innovative & unique designs
No screens / Unlimited colours in a design
Outstanding colour gamut
Different types of Substrates
Trend is towards digital photography (Home / Photolabs]
Lower start-up costs & shorter production times
Shorter time from design to print
Supply chain advantages
More design options
Reactive dyes in ink-jet printing
Purified MCTs
Inks specially designed for existing ink jet head technology
Covalent bond gives excellent wash fastness](https://image.slidesharecdn.com/advanceddyeingandprintingtechniques-250408063816-77d7e61a/75/Advanced-Dyeing-and-Printing-Techniques-ppt-36-2048.jpg)
![ Requirement is maximum fastness through non-covalent
interactions
Fastness requirements
Water fastness
Humidity fastness
Highlighter smear
Light fastness
Achieving enhanced fastness
Increase size of dye [Water fastness increases with size]
pH switch [Differential solubility between ink and water]
Hydrophobic effect
Use of additives for greater longevity of prints
Current and future developments
Photographic media
Need for increasing light fastness
- New chromophores
- Improve performance of existing chromophores
Approaches [ Sacrificial groups / Physical quenchers / Physical
protection]](https://image.slidesharecdn.com/advanceddyeingandprintingtechniques-250408063816-77d7e61a/75/Advanced-Dyeing-and-Printing-Techniques-ppt-37-2048.jpg)