
Download to read offline






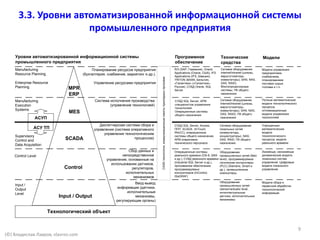



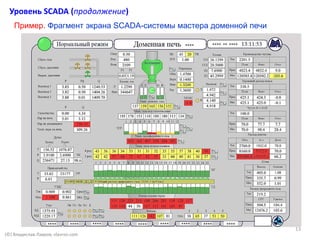













Документ представляет собой введение в автоматизированную информационную систему (АСУ) и автоматизированные системы управления технологическими процессами (АСУ ТП), объясняя их основные функции, структуру и принцип действия. Он также описывает уровень взаимодействия различных компонентов, включая программное и аппаратное обеспечение, и их роль в эффективном управлении производственными процессами. Основное внимание уделяется целями интеграции технологии в металлургии и других отраслях, улучшая управление и оптимизацию процессов.



















































![[статья] Особенности применения SOC для мониторинга промышленных сетей АСУ ТП...](https://cdn.slidesharecdn.com/ss_thumbnails/soc4ics-220119140828-thumbnail.jpg?width=640&height=640&fit=bounds)






























