Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
EN
Uploaded by
Preferred Networks
PDF, PPTX
853 views
【事例抜粋集】深層学習による製造業のスマート化と産業応用の将来展望(クオリティフォーラム2020講演資料)
Preferred Networksによる深層学習の製造業応用事例 (2020年11月25日開催のクオリティフォーラム特別講演2事例)
Technology
◦
Read more
0
Save
Share
Embed
Embed presentation
Download
Download as PDF, PPTX
1
/ 6
2
/ 6
3
/ 6
4
/ 6
5
/ 6
6
/ 6
More Related Content
PDF
20181214 Semicon Japan Techspotセミナー:ディープラーニングを応用した製品不良検査ソフトウェアおよびピッキングロボットソリュ...
by
Preferred Networks
PDF
不老におけるOptunaを利用した分散ハイパーパラメータ最適化 - 今村秀明(名古屋大学 Optuna講習会)
by
Preferred Networks
PDF
東大大学院 電子情報学特論講義資料「ハイパーパラメタ最適化ライブラリOptunaの開発」柳瀬利彦
by
Preferred Networks
PDF
20181018 CEATEC 製品不良検査ソフト & Picking Robot ソリューション
by
Preferred Networks
PDF
Optuna: A Define-by-Run Hyperparameter Optimization Framework
by
Preferred Networks
PDF
機械学習システムの品質保証に向けた課題とコンソーシアム活動
by
Hideto Ogawa
PDF
機械学習品質管理・保証の動向と取り組み
by
Shintaro Fukushima
PPTX
IoT時代と第3者検証
by
Yasuharu Nishi
20181214 Semicon Japan Techspotセミナー:ディープラーニングを応用した製品不良検査ソフトウェアおよびピッキングロボットソリュ...
by
Preferred Networks
不老におけるOptunaを利用した分散ハイパーパラメータ最適化 - 今村秀明(名古屋大学 Optuna講習会)
by
Preferred Networks
東大大学院 電子情報学特論講義資料「ハイパーパラメタ最適化ライブラリOptunaの開発」柳瀬利彦
by
Preferred Networks
20181018 CEATEC 製品不良検査ソフト & Picking Robot ソリューション
by
Preferred Networks
Optuna: A Define-by-Run Hyperparameter Optimization Framework
by
Preferred Networks
機械学習システムの品質保証に向けた課題とコンソーシアム活動
by
Hideto Ogawa
機械学習品質管理・保証の動向と取り組み
by
Shintaro Fukushima
IoT時代と第3者検証
by
Yasuharu Nishi
Similar to 【事例抜粋集】深層学習による製造業のスマート化と産業応用の将来展望(クオリティフォーラム2020講演資料)
PDF
深層学習による製造業のスマート化と産業応用の将来展望(クオリティフォーラム2020講演資料)
by
Preferred Networks
PDF
製造業の画像検査におけるDeep Learningの現状とdeep inspectionの特徴
by
Rist Inc.
PPTX
Nvidia Inception Connect Tokyo - Manufacturing Visual Inspection and Deep Lea...
by
Rist Inc.
PDF
深層学習の導入で抱える課題とユースケース実例
by
Hirono Jumpei
PDF
深層学習の導入で抱える課題とユースケース実例
by
Hirono Jumpei
PDF
[基調講演] Deep Learning: IoT's Driving Engine
by
Deep Learning Lab(ディープラーニング・ラボ)
PPTX
shuumai deep learning
by
Naoki Watanabe
PPTX
Deep Learning Lab 2周年 - Deeplearning 導入 PoCを超えるノウハウ
by
Ridge-i
PPTX
[Ridge-i] Deep Learning Lab - ディープラーニング 導入の課題と実例
by
Ridge-i
PDF
[Track1-5] 製造業における最新AI適用事例のご紹介
by
Deep Learning Lab(ディープラーニング・ラボ)
PDF
Rist紹介資料(2019年3月)
by
Rist Inc.
PPTX
機械学習 - MNIST の次のステップ
by
Daiyu Hatakeyama
PPTX
Kof
by
Natsutani Minoru
PDF
Deep inspectionの特徴
by
Rist Inc.
PPTX
Microsoft de:code 2019 AI05 session
by
Ridge-i
PDF
【Japan Partner Conference 2019】Intelligent Manufacturing の実現に向けたマイクロソフトの取り組み
by
日本マイクロソフト株式会社
PDF
AIビジネスクリエーションワークショップ@東京
by
Deep Learning Lab(ディープラーニング・ラボ)
PDF
Gdlc9 baba san
by
Hirokuni Uchida
PDF
AIチップ戦国時代における深層学習モデルの推論の最適化と実用的な運用を可能にするソフトウェア技術について
by
Fixstars Corporation
PPTX
利用事例にみる AI技術活用のポイントと、Microsoft AI最新動向
by
Daiyu Hatakeyama
深層学習による製造業のスマート化と産業応用の将来展望(クオリティフォーラム2020講演資料)
by
Preferred Networks
製造業の画像検査におけるDeep Learningの現状とdeep inspectionの特徴
by
Rist Inc.
Nvidia Inception Connect Tokyo - Manufacturing Visual Inspection and Deep Lea...
by
Rist Inc.
深層学習の導入で抱える課題とユースケース実例
by
Hirono Jumpei
深層学習の導入で抱える課題とユースケース実例
by
Hirono Jumpei
[基調講演] Deep Learning: IoT's Driving Engine
by
Deep Learning Lab(ディープラーニング・ラボ)
shuumai deep learning
by
Naoki Watanabe
Deep Learning Lab 2周年 - Deeplearning 導入 PoCを超えるノウハウ
by
Ridge-i
[Ridge-i] Deep Learning Lab - ディープラーニング 導入の課題と実例
by
Ridge-i
[Track1-5] 製造業における最新AI適用事例のご紹介
by
Deep Learning Lab(ディープラーニング・ラボ)
Rist紹介資料(2019年3月)
by
Rist Inc.
機械学習 - MNIST の次のステップ
by
Daiyu Hatakeyama
Kof
by
Natsutani Minoru
Deep inspectionの特徴
by
Rist Inc.
Microsoft de:code 2019 AI05 session
by
Ridge-i
【Japan Partner Conference 2019】Intelligent Manufacturing の実現に向けたマイクロソフトの取り組み
by
日本マイクロソフト株式会社
AIビジネスクリエーションワークショップ@東京
by
Deep Learning Lab(ディープラーニング・ラボ)
Gdlc9 baba san
by
Hirokuni Uchida
AIチップ戦国時代における深層学習モデルの推論の最適化と実用的な運用を可能にするソフトウェア技術について
by
Fixstars Corporation
利用事例にみる AI技術活用のポイントと、Microsoft AI最新動向
by
Daiyu Hatakeyama
More from Preferred Networks
PDF
PodSecurityPolicy からGatekeeper に移行しました / Kubernetes Meetup Tokyo #57
by
Preferred Networks
PDF
Optunaを使ったHuman-in-the-loop最適化の紹介 - 2023/04/27 W&B 東京ミートアップ #3
by
Preferred Networks
PDF
Kubernetes + containerd で cgroup v2 に移行したら "failed to create fsnotify watcher...
by
Preferred Networks
PDF
深層学習の新しい応用と、 それを支える計算機の進化 - Preferred Networks CEO 西川徹 (SEMICON Japan 2022 Ke...
by
Preferred Networks
PDF
Kubernetes ControllerをScale-Outさせる方法 / Kubernetes Meetup Tokyo #55
by
Preferred Networks
PDF
Kaggle Happywhaleコンペ優勝解法でのOptuna使用事例 - 2022/12/10 Optuna Meetup #2
by
Preferred Networks
PDF
最新リリース:Optuna V3の全て - 2022/12/10 Optuna Meetup #2
by
Preferred Networks
PDF
Optuna Dashboardの紹介と設計解説 - 2022/12/10 Optuna Meetup #2
by
Preferred Networks
PDF
スタートアップが提案する2030年の材料開発 - 2022/11/11 QPARC講演
by
Preferred Networks
PPTX
Deep Learningのための専用プロセッサ「MN-Core」の開発と活用(2022/10/19東大大学院「 融合情報学特別講義Ⅲ」)
by
Preferred Networks
PPTX
PFNにおける研究開発(2022/10/19 東大大学院「融合情報学特別講義Ⅲ」)
by
Preferred Networks
PDF
自然言語処理を 役立てるのはなぜ難しいのか(2022/10/25東大大学院「自然言語処理応用」)
by
Preferred Networks
PDF
Kubernetes にこれから入るかもしれない注目機能!(2022年11月版) / TechFeed Experts Night #7 〜 コンテナ技術を語る
by
Preferred Networks
PDF
Matlantis™のニューラルネットワークポテンシャルPFPの適用範囲拡張
by
Preferred Networks
PDF
PFNのオンプレ計算機クラスタの取り組み_第55回情報科学若手の会
by
Preferred Networks
PDF
続・PFN のオンプレML基盤の取り組み / オンプレML基盤 on Kubernetes 〜PFN、ヤフー〜 #2
by
Preferred Networks
PDF
Kubernetes Service Account As Multi-Cloud Identity / Cloud Native Security Co...
by
Preferred Networks
PDF
KubeCon + CloudNativeCon Europe 2022 Recap / Kubernetes Meetup Tokyo #51 / #k...
by
Preferred Networks
PDF
KubeCon + CloudNativeCon Europe 2022 Recap - Batch/HPCの潮流とScheduler拡張事例 / Kub...
by
Preferred Networks
PDF
独断と偏見で選んだ Kubernetes 1.24 の注目機能と今後! / Kubernetes Meetup Tokyo 50
by
Preferred Networks
PodSecurityPolicy からGatekeeper に移行しました / Kubernetes Meetup Tokyo #57
by
Preferred Networks
Optunaを使ったHuman-in-the-loop最適化の紹介 - 2023/04/27 W&B 東京ミートアップ #3
by
Preferred Networks
Kubernetes + containerd で cgroup v2 に移行したら "failed to create fsnotify watcher...
by
Preferred Networks
深層学習の新しい応用と、 それを支える計算機の進化 - Preferred Networks CEO 西川徹 (SEMICON Japan 2022 Ke...
by
Preferred Networks
Kubernetes ControllerをScale-Outさせる方法 / Kubernetes Meetup Tokyo #55
by
Preferred Networks
Kaggle Happywhaleコンペ優勝解法でのOptuna使用事例 - 2022/12/10 Optuna Meetup #2
by
Preferred Networks
最新リリース:Optuna V3の全て - 2022/12/10 Optuna Meetup #2
by
Preferred Networks
Optuna Dashboardの紹介と設計解説 - 2022/12/10 Optuna Meetup #2
by
Preferred Networks
スタートアップが提案する2030年の材料開発 - 2022/11/11 QPARC講演
by
Preferred Networks
Deep Learningのための専用プロセッサ「MN-Core」の開発と活用(2022/10/19東大大学院「 融合情報学特別講義Ⅲ」)
by
Preferred Networks
PFNにおける研究開発(2022/10/19 東大大学院「融合情報学特別講義Ⅲ」)
by
Preferred Networks
自然言語処理を 役立てるのはなぜ難しいのか(2022/10/25東大大学院「自然言語処理応用」)
by
Preferred Networks
Kubernetes にこれから入るかもしれない注目機能!(2022年11月版) / TechFeed Experts Night #7 〜 コンテナ技術を語る
by
Preferred Networks
Matlantis™のニューラルネットワークポテンシャルPFPの適用範囲拡張
by
Preferred Networks
PFNのオンプレ計算機クラスタの取り組み_第55回情報科学若手の会
by
Preferred Networks
続・PFN のオンプレML基盤の取り組み / オンプレML基盤 on Kubernetes 〜PFN、ヤフー〜 #2
by
Preferred Networks
Kubernetes Service Account As Multi-Cloud Identity / Cloud Native Security Co...
by
Preferred Networks
KubeCon + CloudNativeCon Europe 2022 Recap / Kubernetes Meetup Tokyo #51 / #k...
by
Preferred Networks
KubeCon + CloudNativeCon Europe 2022 Recap - Batch/HPCの潮流とScheduler拡張事例 / Kub...
by
Preferred Networks
独断と偏見で選んだ Kubernetes 1.24 の注目機能と今後! / Kubernetes Meetup Tokyo 50
by
Preferred Networks
【事例抜粋集】深層学習による製造業のスマート化と産業応用の将来展望(クオリティフォーラム2020講演資料)
1.
深層学習による製造業の スマート化と産業応⽤の将来展望 ㈱ Preferred Networks インダストリーソリューション担当VP 執⾏役員
⽐⼾将平 2020/11/25 クオリティフォーラム
2.
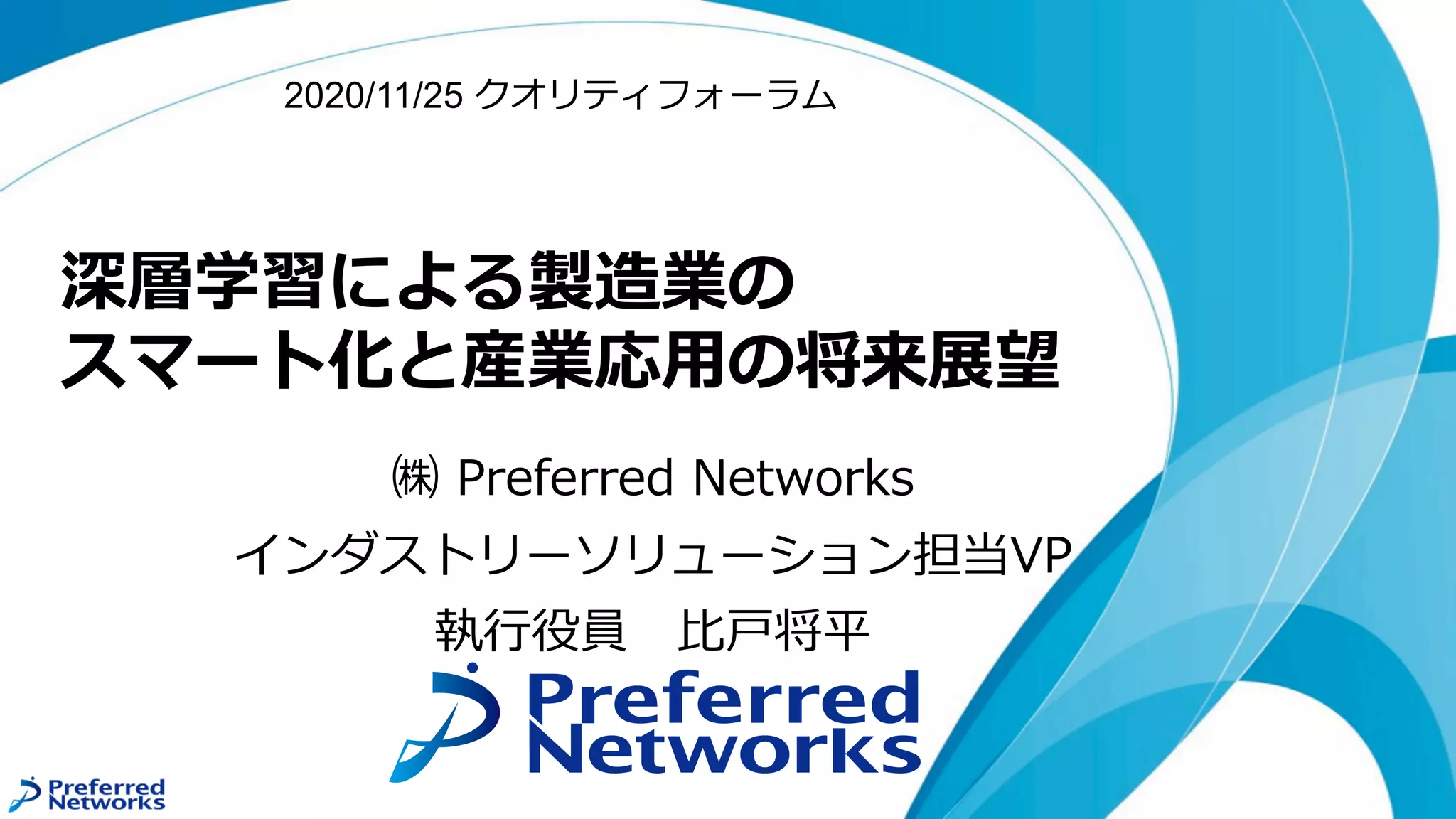
お客様事例(1/4)⼤⼿⾃動⾞メーカー様 – 概要 l アプリケーション︓⾃動⾞部品の外観検査 l
検査内容 ̶ パーツの⽋け検知 ̶ 「円周の⾚マーカーが⽋けずに所定の⻑さに収まっているか」 l 状況︓ ̶ 2019年より品質管理部にてPVIを検証 ̶ 実ラインを含めた評価結果が良好 かつ広範囲に適⽤可能という評価 ̶ 特に現場への組み込みが⾮常に簡単であり 現場担当者だけでの運⽤も望める ̶ 広くライン導⼊を検討中 良品 不良
3.
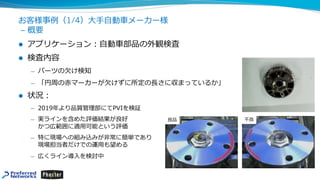
お客様事例(1/4)⼤⼿⾃動⾞メーカー様 – 検査画像例 元画像. ヒートマップ
元画像 ヒートマップ 良品 不良 不良 良品 不良 不良
4.
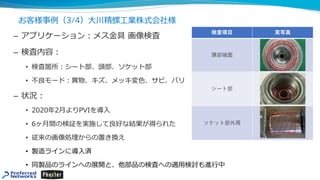
お客様事例(3/4)⼤川精螺⼯業株式会社様 – アプリケーション︓メス⾦具 画像検査 –
検査内容︓ • 検査箇所︓シート部、頭部、ソケット部 • 不良モード︓異物、キズ、メッキ変⾊、サビ、バリ – 状況︓ • 2020年2⽉よりPVIを導⼊ • 6ヶ⽉間の検証を実施して良好な結果が得られた • 従来の画像処理からの置き換え • 製造ラインに導⼊済 • 同製品のラインへの展開と、他部品の検査への適⽤検討も進⾏中
5.
お客様事例(3/4)⼤川精螺⼯業株式会社様 - PVIの導⼊により得られたメリット • 従来の画像処理⼿法ではロットによるメッキの⾊味のばらつきに対応できず過検出が発⽣していた •
PVIによるAI検査により、メッキの⾊味の変化に関わらず、異常のみの検出が可能となった 従来の画像処理では暗い部分を全て検出してしまっていた。 PVIによるAI検査では⾊味に関わらず異常のみを検出できる。 従来の画像処理(⼆値化) ロットの違いによってメッキの⾊味にばらつきが存在する。 従来の画像処理⼿法ではロットAを基準とした場合、 ロットCのようにメッキの暗いものがほぼNGとなってしまう。
6.
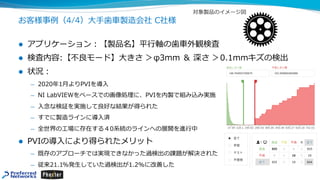
お客様事例(4/4)⼤⼿⻭⾞製造会社 C社様 l アプリケーション︓【製品名】平⾏軸の⻭⾞外観検査 l
検査内容:【不良モード】⼤きさ >φ3mm & 深さ >0.1mmキズの検出 l 状況︓ ̶ 2020年1⽉よりPVIを導⼊ ̶ NI LabVIEWをベースでの画像処理に、PVIを内製で組み込み実施 ̶ ⼊念な検証を実施して良好な結果が得られた ̶ すでに製造ラインに導⼊済 ̶ 全世界の⼯場に存在する40系統のラインへの展開を進⾏中 l PVIの導⼊により得られたメリット ̶ 既存のアプローチでは実現できなかった過検出の課題が解決された ̶ 従来21.1%発⽣していた過検出が1.2%に改善した 対象製品のイメージ図
Download














![[基調講演] Deep Learning: IoT's Driving Engine](https://cdn.slidesharecdn.com/ss_thumbnails/dllabdaykeynotenishikawa-180704002744-thumbnail.jpg?width=640&height=640&fit=bounds)


![[Ridge-i] Deep Learning Lab - ディープラーニング 導入の課題と実例](https://cdn.slidesharecdn.com/ss_thumbnails/dll-20171024v2-171025013843-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Track1-5] 製造業における最新AI適用事例のご紹介](https://cdn.slidesharecdn.com/ss_thumbnails/20200801dldcisidshibata-200807060938-thumbnail.jpg?width=640&height=640&fit=bounds)





























