1. 1. Мета роботи
1. Ознайомитись з будовою верстату, його кінематикою, призначенням,
роботою основних вузлів та механізмів, розміщенням органів керування
верстатом.
2. Оволодіння практичними навичками:
а) настроювання основних кінематичних ланок верстату;
б) нарізання прямозубих зубчастих коліс.
2. Обладнання, пристосування, інструмент
1. Зубофрезерний верстат моделі 5312 з комплектом змінних коліс для
гітар.
2. Черв’ячна модульна фреза.
3. Оправки для заготовки та фрези.
3. Порядок виконання роботи
1. Ознайомитись із завданням на роботу.
2. Вивчити кінематику, будову, компоновку та взаємодію вузлів та
механізмів верстату, а також органи настроювання та керування.
3. Визначити технологічні режими різання (глибину різання, подач,
швидкість).
4. Визначити параметри установки ріжучого інструменту.
5. Провести розрахунок настройки кінематичних ланок верстату.
6. Встановити інструмент та заготовку та провести настроювання
кінематичних ланок.
7. Встановити фрезу та заготовку у вихідне положення (виставити фрезу
на необхідний кут, встановити необхідну глибину різання).
8. Нарізати прямозубе та косозубе зубчаті колеса.
2. 4. Теоретичні відомості
Зубофрезерний верстат моделі 5312 є напівавтоматом і призначений для
обробки циліндричних коліс з прямими та косими зубами в умовах серійного та
крупносерійного виробництва, а також для нарізання черв’ячних зубчастих
коліс.
Верстат працю по методу обкатування. Фрезерування зубів в даному
випадку побудовано на відтворенні рухів черв’ячної передачі, в якої черв’як у
вигляді фрези є ріжучим інструментом, а колесо – заготовкою. Фрезі та
заготовці надають рух, який вони мали б , якщо черв’ячна фреза та нарізуване
колесо знаходились в дійсному правильному зачепленні. Цей рух
характеризується тим, що при одному оберті черв’ячної фрези (черв’яка)
заготовка колеса повертається на k z оберту, де z - число зубів зубчастого
колеса, k - число заходів черв’ячної фрези. У своєму відносному русі ріжучі
кромки фрези обкатують профіль зуба, одночасно вирізаючи впадини між
зубами.
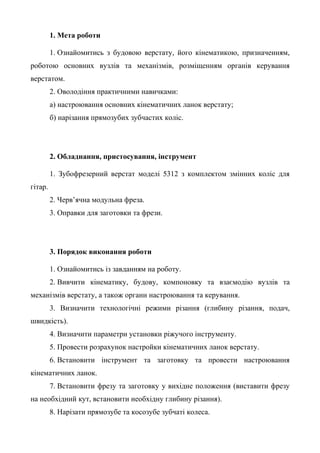
При нарізанні зубів частота обертання фрези ( ) фр n повинна бути
узгоджена з обертанням заготовки ( ) к n . На рис.1 показана принципова схема
настроювання зубофрезерного верстату.
Рис.1.
Передаточне відношення органа настройки х u повинно бути рівним:
k
z
u n
х = =
n
к
фр
.
6. Перелік механізмів керування зубофрезерного верстата мод. 5312.
1. Рукоятка та лімб встановлення міжцентрової віддалі (19).
2. Упор та шкала встановлення величини радіальної подачі (6).
3. Упори установки переміщення стола (9).
4. Рукоятка осьового переміщення фрези (4).
5. Пульт керування циклом при наладці (12).
6. Рубильник та пакетики реверсу головного руху електродвигуна та
подач (24).
7. Гітари поділу (7).
8. Гітари подач (25).
9. Гітари диференціала (18).
10. Змінні шківи (15).
11. Гвинт затиску (13).
12. Рукоятка для натягу ременів головного електродвигуна (16).
13. Гвинт затиску плити електродвигуна подачі (26).
14. Механізм осьового переміщення фрези (27).
15. Гвинт затяжки оправки фрези.
16. Ноніус та шкала установки кута повороту супорта (3).
17. Гвинти кріплення супорта (1).
18. Рукоятка повороту супорта (14).
19. Кран регулювання подачі охолодження (27).
20. Гвинт затиску контрпідтримки (2).
21. Установка швидкості радіальної подачі (20).
22. Лічильник циклів (21).
23. Хвостовик для ручного переміщення стола (30).
24. Супорт (31).
25. Шпиндель виробу (29).
26. Фрезерна каретка (32).
27. Станина (1).
28. Стіл (23).
7. 29. Кришка торцевих перемикачів довжини ходу стола (8).
30. Кожух стола (10).
31. Корпус диференціалу (22).
32. Гідростанція (11).
33. Насос охолодження (33).
34. Масляний фільтр (34).
Привід на шпиндель фрези здійснюється парою циліндричних шестерень.
Шпиндель фрези обертається на підшипниках кочення і разом із піноллю, в
якій він закріплений, може переміщатися періодично вздовж осі. Переміщення
шпинделя здійснюється гідроциліндром через храповий механізм. Величина
переміщення від 3,14 до 9,42 мм настроюється на храповому механізмі і повне
переміщення шпинделя може змінюватися від 3,14 до 50 мм.
Керування переміщенням шпинделя фрези вздовж осі здійснюється
кнопкою або при установці лічильника циклів може здійснюватися
автоматично після заданого циклу нарізання заготовок. Фрезерний супорт
кріпиться на фрезерній каретці, яка має направляючі, по яких вона
переміщається при установці необхідного діаметра виробу та подачі. Швидке
переміщення фрезерної каретки проходить засобом гідроциліндра,
встановлення на діаметр – гвинтом по лімбу з ціною ділення 0,02. При
радіальній подачі фрезерна каретка підходить до виробу прискорено, потім
переміщається зі швидкістю подачі до жорсткого упора. Відвід інструмента від
виробу завжди прискорений. Керування включенням радіальної подачі
проводиться упором, який впливає на спеціальний золотник, що дроселює потік
масла, яке поступає в область циліндра підводу фрезерної каретки.
На торці супортної каретки є кільцеві направляючі, на яких повертається
супорт при встановленні на кут спіралі. Затиск супорта після повороту
проводиться гвинтами, поворот супорта проводиться черв’ячною парою. Для
відліку кута повороту є ноніус та кутова шкала.
При нарізанні прямозубих коліс диференціал відключається. Привід
8. подачі на верстаті здійснюється від окремого електродвигуна, прискорене
переміщення стола також проходить від цього електродвигуна. Настройка
величини подачі проводиться змінними шестернями з постійною міжосьовою
відстанню.
Включення робочої подачі та прискореного руху проводиться
фрикційними муфтами, а керування спеціальними золотниками, що працюють
на надлишковому тиску. Зміна напрямку подачі проводиться реверсом
електродвигуна подач.
Зв’язок між гвинтом вертикального переміщення виробу (нарізуваного
колеса) та диференціалом здійснюється шестернями. Настройка цього зв’язку
проводиться гітарою диференціалу. Зміна напрямку обертання приводу на
диференціал проводиться вмиканням у ланку диференціалу “паразитної”
шестерні.
Для обробки шестерень пакетами є верхній центр для підтримання
оправки. Переміщення верхнього центру та його затиск здійснюються
гідравлікою.
6. Опис кінематичної схеми верстату
Рух від …
9. 7. Наладка верстату
Обробка циліндричних прямозубих коліс.
Наладка верстату зводиться до наступних операцій:
1. Встановлення змінних шківів швидкостей різання.
2. Настройка гітари ділення.
3. Настройка гітари подач.
4. Встановлення кута нахилу супорта.
5. Встановлення інструменту.
6. Встановлення виробу.
7. Встановлення напрямку подачі.
8. Встановлення величини радіальної подачі.
9. Встановлення міжцентрової віддалі.
10. Встановлення упорів довжини фрезерування.
11. Встановлення величини осьового переміщення шпинделя фрези.
Розглянемо детально кожну операцію наладки:
1. Змінні шківи настройки швидкості різання вибираються в залежності
від числа обертів інструменту по формулі:
1 фр n
D
D = , (1)
362 2
де: фр n – число обертів фрези за хвилину.
Ця формула отримана з рівняння кінематичного балансу ланки головного
руху, який має вигляд:
n
n × D × × z
×h =
1 , об/хв,
z
z
z
1
D
5
6
3
4
2
де: 1 n – швидкість обертання вала електродвигуна М1;
h – коефіцієнт корисної дії приводу, h=0,85 .
Число обертів фрези за хвилину (в рівнянні (1)) визначається за
формулою:
різ
фр
1000
фр d
v
n
×
×
=
p
, об/хв (2)
10. де: різ v – швидкість різання, м/хв (табл. 2);
фр d – діаметр фрези, мм (табл. 3).
Таблиця 2 – Швидкості різання при зубофрезеруванні в залежності від обробки
матеріалу
Матеріал заготовки Швидкість різання різ v , м/хв
Чавун 16 – 24
Сталь в s
до 60 кг/мм2 25 – 35
Сталь в s
вище 60 кг/мм2 20 – 30
Хромонікелева сталь 20 – 30
Бронза 25 – 50
Пластмаса (текстоліт та ін.) 25 – 40
Менші значення швидкості різання рекомендуються для чорнової
обробки, більші – для чистової.
Таблиця 3 – Діаметри фрези в залежності від її модуля
Модуль, мм
1
1,25
1,5
1,75
2,0
2,25
2,5
2,75
3,0
3,25
3,5
3,75
4,0
4,25
4,5
5 5,5 6
Діаметр фрези, мм 50 55 60 65 70 75 80 85 90 100 105
Необхідні діаметри шківі 1 D та 2 D в залежності від числа обертів
шпинделя вказані в таблиці 4.
11. Таблиця 4 – Діаметри шківів для ланки головного руху
№ ступені 1 D
(ведучий шків)
2 D
(ведений шків)
Число обертів
шпинделя
1 100 345 105
2 112 345 118
3 125 345 132
4 140 345 150
5 160 345 170
6 180 290 250
7 200 290 250
8 230 290 285
9 200 230 315
10 160 160 360
11 230 20 415
12 290 230 455
13 290 200 525
14 290 160 650
Змінні шківи розміщуються за задньою кришкою верстату. Для їх зміни
необхідно звільнити підтискні гвинти і зняти шківи, попередньо необхідно
зняти ремені, для чого звільніть гвинт та за рукоятку опустіть плиту головного
електродвигуна. Після зміни шківів одіньте ремені, за рукоятку натягніть їх та
гайкою закріпіть плиту електродвигуна М1.
2. Настройка гітари ділення
Гітара ділення розміщена під кришкою попереду верстату.
Рівняння кінематичного балансу ланки обкату має вигляд:
k
. . 1 .
z
c
= × × × × × × × 2
=
об фр d
a
2
b
z
12
z
z
10
z
z
z
z
7
z
z
z
z
z
2
2
13
11
8
9
8
4
3
6
5
Настройка гітари ділення в кінцевому результаті проводиться за
формулою:
a × = 24 ×
2 , (3)
z
k
c
2
d
b
2
2
де: k – число заходів фрези;
z – число зубів нарізуваного колеса.
12. Перша пара змінних коліс ( 2 a та 2 b ) повинна мати в сумі 96 зубів (
2 2 96 a +b = ).
Змінні зубчасті колеса 2 a , 2 b , 2 c та 2 d гітари ділення підбираються із
комплекту, приведеного в таблиці 5.
Таблиця 5 – Набір змінних зубчастих коліс гітари ділення та подач
Число зубів
24, 25, 27, 30, 32, 33, 34, 35, 37, 40, 41, 42, 45, 46, 47, 48, 49, 50,
53, 54, 55, 56, 58, 59, 60, 61, 62, 63, 64, 65, 67, 68, 70, 71, 72, 73,
74, 75, 76, 77, 78, 80, 82, 83, 85, 86, 87, 89, 90, 91, 92, 94, 95, 96,
97, 98, 100
Модуль m = 2,25 мм
При розрахунках передаточного відношення змінних коліс та їх чисел
зубів округлення не допускаються.
Цей же комплект зубчастих коліс використовується і для гітари ланки
подач.
3. Настройка гітари подач
Гітара подач розміщена під кришкою позаду верстату. Рівняння
кінематичного балансу ланки вертикальної подачі буде мати вигляд:
верт S
18
16
1
1
2
n D ´ k
× =
2 , мм/хв,
z
c
z
z
z
z
z
z
d
a
b
k
z
2
D
× × × ×
× ´ 3
3p
20
21
22
19
17
1
1
15
4
де: 2 n – швидкість обертання вала електродвигуна М2.
Звідси отримаємо розрахункове рівняння настройки:
(мм/хв)
× = , (4)
28
¢ × ×
a шп =
c
S n k
S
1 1
28 1
1
z
d
b
×
S ¢ = S ×
z
хв
k n
шп
×
де: – подача в мм на 1 об. виробу;
хв S – подача в мм за хв.;
13. шп n – число обертів шпинделя за хв.;
k – число заходів фрези;
z – число зубів фрези.
Величина вертикальної подачі при нарізанні циліндричних зубчастих
коліс з прямими та косими зубами визначається по номограмі (рис. 6).
Рис.6
В залежності від величини вертикальної подачі змінні шестерні 1 a , 1 b ,
1 c та 1 d необхідно підбирати за таблицею 6.
15. Необхідно вставити оправку в конусний отвір шпинделя і закріпити. В
залежності від ширини фрези та діаметра виробу підберіть постановочні кільця,
одягніть фрезу на оправку, встановіть підтримку та гайкою все закріпіть на
оправці. Після цього гвинтами 2 закріпіть підтримку.
6. Установка виробу
Заготовка, в залежності від її форми та розмірів, встановлюється на
шпиндель виробу 29 або на тумбі чи на оправці. Через центральний отвір в
шпинделі проходить тяга гідрозатиску, до якої кріпиться на різьбі через
перехід-муфту тяга для затиску виробу.
7. Напрямок подачі
В залежності від напрямку подачі, рух стола може проходити вверх чи
вниз. Для зміни напрямку подачі служить пакетний перемикач, що розміщений
позаду верстату в лівому куті.
8. Наладка механізму радіального врізання
Засобами механізму радіальної подачі здійснюється керування
переміщенням фрезерної стійки з інструментом при обробці виробу.
Переміщення фрезерної стійки здійснюється від гідроциліндра в наступній
послідовності.
1) прискорений підвід;
2) подача врізання.
Прискорений підвід проходить до тих пір, поки упор фрезерної стійки не
натисне на упор гідравлічного золотника, який перекриває поступання масла в
циліндр підводу фрезерної стійки. Швидкість подачі врізання змінюється за
допомогою дроселя 20 (рис.2).
9. Встановлення міжцентрової відстані
Міжцентрова відстань встановлюється по лімбу.
16. Для підводу інструменту на необхідну міжцентрову відстань необхідно:
1) включити гідропривід на пульті 12 (рис. 2);
2) перемикачем підвести фрезерну стійку до виробу;
3) встановити та закріпити деталь поворотом перемикача;
4) включити головний привід кнопкою на пульті 12 (рис.2) і підвести
інструмент до дотику з виробом;
5) встановити лімб на нульову поділку і перемикачем відвести фрезерну
стійку від виробу;
6) поворотом рукоятки підвести фрезерну стійку на необхідну глибину
різання.
10. Встановлення упорів довжини фрезерування
Для цього необхідно підвести фрезерну стійку до виробу перемикачем і
кнопкою на пульті 12 (рис.2), прискорено підняти стіл до тих пір, поки відстань
між інструментом та заготовкою не стане рівною 2…3 мм, при цьому упор 9
повинен натискати шляховий перемикач. Упор 9 повинен натискати на
шляховий перемикач у верхньому положенні стола тоді, коли вісь інструменту
розміщена на 2…3 мм нижче торця заготовки.
Аналогічно виставляють упор 30, який повинен натискати на шляховий
перемикач в нижньому положенні стола, коли вісь інструменту розміщена на
2…3 мм нижче торця заготовки.
8. Нарізання циліндричних зубчастих коліс з косим зубом
При нарізанні циліндричних зубчастих коліс з косими зубами вісь фрези
встановлюється під кутом 1j , який рівний b0 ± j0 до торцевої площини
заготовки, де b0 – кут нахилу нарізуваних зубів, а j0 – кут підйому зубів
фрези на ділильному діаметрі. Знак “плюс” береться при протилежних
напрямках гвинтових ліній у нарізуваного колеса та фрези.
17. Для нарізання зубчастих коліс з гвинтовими зубами необхідні ті ж рухи,
що і для нарізання прямозубих коліс, крім того, заготовці надається ще
додаткове повільне обертання в одному чи іншому напрямку. Це додаткове
обертання заготовки здійснюється від окремої кінематичної ланки (ланка
диференціалу).
Зміна напрямку додаткового обертання заготовки здійснюється
установкою паразитного зубчастого колеса в гітарі диференціалу.
Установка фрези та проміжних коліс при нарізання косозубих
циліндричних коліс показана на рис.7.
Кінцевими елементами кінематичної ланки додаткового обертання
заготовки є ходовий гвинт вертикальної подачі та заготовка. Цей кінематичний
зв’язок здійснюється через передачі: від гвинта кроком t = 3p через черв’ячну
пару 20 3 z , k , шестерні 10 18 17 z , z , z через гітару диференціала ( 3 a , 3 b , 3 c та 3 d
), конічні колеса 23 24 z , z , черв’ячну пару 1 14 k , z , рух передається на корпус
диференціала і дальше через колеса 31 10 11 12 13 z , z , z , z , z , гітару ділення 2 a , 2 b ,
2 c та 2 d ), черв’ячну пару 1 14 k , z , рух передається на виріб (заготовку).
Рівняння кінематичного балансу ланки диференціалу буде мати вигляд:
T × × z
a
c
z
k
z
z
a
c
k
20 19
× 3
× 3
× 23
× 4
× u × 10
× 12
× 2
× 2
× = ±
1 об.заг.
p диф , (5)
3 z
14
z
k
1
2
2
13
11
.
25
24
3
3
18
3
z
d
b
z
z
z
d
b
z
тут: диф . u – передаточне число конічного диференціала, 2 . = диф u ;
T – крок гвинтової лінії нарізуваного зубчастого колеса
T mn z = × × , (6)
b
p
sin
де: n m – нормальний модуль;
z – число зубів нарізуваного колеса;
b – кут гвинтової лінії нарізуваного колеса.
Після підстановки значень диф . u , шт .дел . u та T отримаємо:
c
× = 6 × sinb
3 3
, (7)
n d k m
a
b
×
3
3
де: k – число заходів фрези.
Таблиця 7 – Набір змінних зубчастих коліс гітари диференціала
18. Число зубів
20, 23, 25, 30, 33, 34, 37, 40, 41, 43, 45, 47, 50, 53, 55, 58, 59, 60,
61, 62, 65, 67, 70, 71, 73, 74, 79, 80, 82, 83, 85, 89, 92, 94, 95, 97,
98, 100
Модуль m = 2,25 мм
9. Зміст звіту по роботі
1. Технічна характеристика зубофрезерного верстату мод.5312.
2. Основні органи керування верстатом.
3. Характеристика завдання на роботу.
4. Ескіз установки фрези та заготовки.
5. Настройка верстату на нарізання прямозубого та косозубого коліс:
а) розрахунок настройки ланки головного руху;
б) розрахунок настройки ланки ділення;
в) розрахунок настройки ланки подач;
г) розрахунок настройки ланки диференціалу;
д) установка підібраних зубчастих коліс, фрези та заготовки, нарізання
прямозубого зубчастого колеса (або косозубого).
19. Установка фрези та проміжних коліс при нарізанні
косозубих циліндричних коліс
b – кут підйому зуба колеса, g – кут підйому зуба фрези
Нарізуване колесо
Фреза
фрезиНапрямок обертання
Напрямок обертання стола,
фрези, установка фрези
Гітара
ділення
Гітара
диферен-
ціала
Праве
Права
Права спіраль
Ліва
Ліве
Права
Ліва спіраль
21. Література
1. Ачеркан Н.С. и др. Металлорежущие станки. Машгиз, 1965.
2. Волчкевич Л.И. и др. Лабораторные работы по курсу
«Металлорежущие станки и автоматы», МВТУ, 1960.
3. Петруха П.Г., Челотов Н.А., Бовин В.Г., Мякишев М.А., Бяунова Т.А.
Руководство к лабораторным работам по курсу «Металлорежущие
станки», М.: Высшая школа, 1973.
4. Камыщный Н.М., Усов Б.А. Методическое руководство к
лабораторным работам по курсу «Кинематика металлорежущих
станков», МВТУ, 1971.
5. Руководство к зубофрезерному станку мод. 5312, ЭНИМС, 1963.
22. Додаток
Технічна характеристика верстату мод. 5312
Найбільший нарізуваний модуль 6 мм
Зовнішній діаметр нарізуваних коліс з прямим зубом:
найменший 45 мм
найбільший 320 мм
Найбільший зовнішній діаметр зубчастих коліс з косим зубом:
при b =30 0 200 мм
при b =450 180мм
Найбільше переміщення стола при нарізанні зубчастих коліс:
прямий зуб 180 мм
при b =30 0 130 мм
при b =450 80 мм
Переміщення фрезерної каретки 200 мм
Найбільший розмір ріжучого інструменту:
діаметр 160 мм
довжина 145 мм
Число швидкостей фрезерного шпинделя 14
Межі обертів фрези 105 – 650 об/хв
Геометричний ряд швидкостей 105, 118, 132, 150, 170, 200, 250, 285,
315, 360, 415, 455, 525, 650
23. Варіанти завдань на лабораторну роботу
№
1 3 Модуль колеса, m
50 40 25 350 правий 1 правий 1
Кількість проходів Число колеса зубів нарізуваного
Довжина зуба, мм
Діаметр отвору колеса
Кут нахилу нарізуваного зуба
Напрямок нахилу зуба
Кількість заходів фрези k
Напрямок нахилу витків
2 3,5 45 40 30 25040 лівий 1 правий 1
3 2,5 52 20 25 20040 правий 1 лівий 1
4 2 48 30 20 210 лівий 1 правий 1
5 3,5 40 35 25 300 лівий 1 лівий 1
6 4 38 32 30 22030 лівий 1 правий 1
7 3,5 45 25 25 23014 правий 1 лівий 1
8 2,5 50 25 20 32030 лівий 1 лівий 1
9 4 44 30 20 15015 правий 1 лівий 1
10 3,5 42 20 25 28014 лівий 1 лівий 1
24. Перелік контрольних питань
1. В чому суть роботи верстату по методу обкатування.
2. Що ви розумієте під виразом “кінематична схема верстату”,
“передаточне відношення передачі”.
3. Умовне позначення у відповідності з ГОСт2770-68 муфт, підшипників,
передач, гальма, електродвигунів, кінців шпинделів верстатів.
4. З який вузлів складається зубофрезерний верстат мод. 5312?
5. Покажіть на кінематичній схемі верстату ланку головного руху, ланку
ділення, ланку подач, ланку диференціала.
6. З яких операцій складається наладка верстату мод. 5312?
7. Як підбираються діаметри змінних шківів?
8. Підберіть зубчасті колеса гітари ділення для випадків:
k = 1; z = 28.
k = 2; z = 46.
k = 3; z = 44 .
9. Настройка гітари передач.
10.Нарізання циліндричних зубчастих коліс з косим зубом.
11.Встановлення фрези та проміжних коліс при нарізанні косозубих
циліндричних коліс.
12.Визначення передаточного відношення диференціала.
13.Сумуючі механізми верстатів.
25. Зміст
1. Мета роботи.............................................................................................х
2. Обладнання, пристосування, інструмент..............................................х
3. Порядок виконання роботи....................................................................х
4. Теоретичні відомості...............................................................................
5. Опис конструкції верстату.....................................................................
6. Опис кінематичної схеми верстату........................................................
7. Наладка верстату.....................................................................................
8. Нарізання циліндричних зубчастих коліс з косим зубом....................
9. Зміст звіту по роботі...............................................................................х
Література....................................................................................................
Додаток. Технічна характеристика верстату мод. 5312...........................
Варіанти завдань на лабораторну роботу.................................................
Перелік контрольних питань......................................................................х