1. ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(19) BY (11) 6893
(13) U
(46) 2010.12.30
(51) МПК (2009)
B 24B 31/00
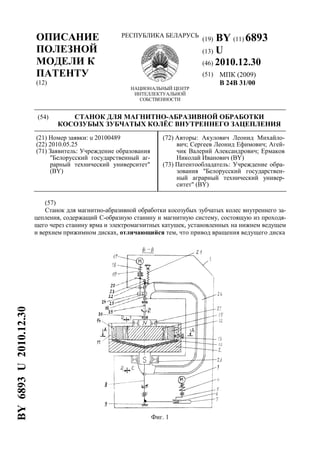
(54) СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
КОСОЗУБЫХ ЗУБЧАТЫХ КОЛЁС ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ
(21) Номер заявки: u 20100489
(22) 2010.05.25
(71) Заявитель: Учреждение образования
"Белорусский государственный аг-
рарный технический университет"
(BY)
(72) Авторы: Акулович Леонид Михайло-
вич; Сергеев Леонид Ефимович; Агей-
чик Валерий Александрович; Ермаков
Николай Иванович (BY)
(73) Патентообладатель: Учреждение обра-
зования "Белорусский государствен-
ный аграрный технический универ-
ситет" (BY)
(57)
Станок для магнитно-абразивной обработки косозубых зубчатых колес внутреннего за-
цепления, содержащий С-образную станину и магнитную систему, состоящую из проходя-
щего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем
и верхнем прижимном дисках, отличающийся тем, что привод вращения ведущего диска
Фиг. 1
BY6893U2010.12.30
2. BY 6893 U 2010.12.30
2
выполнен с постоянно изменяющимся направлением, а сам ведущий диск имеет в своей
верхней поверхности углубление в виде обращенной вниз боковой соосной с ведущим
диском поверхности конуса, сопряженное с внутренней поверхностью выполненного в
виде цилиндрической трубы борта, наружный диаметр которого равен диаметру ведущего
диска, причем в углублении установлена копирующая его форму вставка толщиной
4...6 мм, выполненная из диамагнитного материала, причем борта имеют с верхнего края
до вставки расположенные симметрично относительно оси ведущего колеса вертикальные
прорези шириной 10...15 мм, а на вставку соосно с ведущим диском установлено прямозу-
бое зубчатое колесо внутреннего зацепления с возможностью его фиксации в горизон-
тальном положении с помощью ввинченных в борт ведущего диска винтов с
горизонтальными осями, причем пространство между внутренней стенкой борта и цилин-
дрической наружной поверхностью зубчатого колеса заполнено ферромагнетиком, имею-
щим высокий показатель магнитной проницаемости, например порошком технического
железа, а прижимной диск расположен внутри прямозубого зубчатого колеса внутреннего
зацепления соосно ему и имеет форму пластины с верхней и нижней горизонтальными
поверхностями и параллельными друг другу симметричными проходящей через ось ве-
дущего диска плоскости симметрии вертикальными боковыми поверхностями, имеющими
на своих сопряженных с боковыми поверхностями двух диаметрально противоположных
примыкающих с зазором 4...5 мм к зубчатой поверхности колеса внутреннего зацепления
концентричных эквидистантных поверхностях по одному выполненному по всей их по-
верхности от нижней до верхней горизонтальных поверхностей пластины под углом, рав-
ным численно углу наклона зубьев прилегающей поверхности обрабатываемого
косозубого зубчатого колеса к образующей его делительной поверхности β, концентрато-
ру магнитного потока в виде выступа высотой 2...3 мм, причем ширина концентратора в
виде выступа у его сопрягающегося с концентричной поверхностью пластины основания
равна нормальному модулю mn обрабатываемого косозубого зубчатого колеса, а направ-
ление наклона концентратора соответствует направлению наклона ближайших к нему
зубьев зубчатого колеса таким образом, что расположение их противостоящих частей
близко к параллельному, при этом пластина закреплена на нижнем конце стержня, связан-
ного с приводом возвратно-поступательных перемещений вдоль и вращения вокруг его
оси.
(56)
1. А.с. СССР 1030147, МПК В 24В 31/00, 1983.
2. Скойбеда А.Т. и др. Детали машин и основы конструирования. - Минск: Вышэйшая
школа, 2000. - С. 408.
Полезная модель относится к чистовой обработке изделий ферроабразивным порош-
ком (ФАП) в магнитном поле и может быть использована в различных отраслях машино-
строения при обработке рабочих поверхностей косозубых зубчатых колес внутреннего
зацепления.
Известен станок для магнитно-абразивной обработки шариков [1], содержащий С-
образную станину и магнитную систему, состоящую из проходящего через станину ярма и
электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из
которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом
возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к
другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого дис-
ка установлены вставки из диамагнитного материала, которые расположены поочередно
по обе стороны от оси симметрии полукруглого профиля канавки.
3. BY 6893 U 2010.12.30
3
Такое устройство не позволяет производить качественную и производительную маг-
нитно-абразивную обработку рабочих поверхностей косозубых зубчатых колес внутрен-
него зацепления.
Задачей, которую решает полезная модель, является повышение качества и произво-
дительности магнитно-абразивной обработки рабочих поверхностей прямозубых зубча-
тых колес внутреннего зацепления.
Поставленная задача решается с помощью станка для магнитно-абразивной обработки
косозубых зубчатых колес внутреннего зацепления, содержащего C-образную станину и
магнитную систему, состоящую из проходящего через станину ярма и электромагнитных
катушек, установленных на нижнем ведущем и верхнем прижимном дисках, где привод
вращения ведущего диска выполнен с постоянно изменяющимся направлением, а сам ве-
дущий диск имеет в своей верхней поверхности углубление в виде обращенной вниз бо-
ковой соосной с ведущим диском поверхности конуса, сопряженное с внутренней
поверхностью выполненного в виде цилиндрической трубы борта, наружный диаметр ко-
торого равен диаметру ведущего диска, причем в углублении установлена копирующая
его форму вставка толщиной 4...6 мм, выполненная из диамагнитного материала, причем
борта имеют с верхнего края до вставки расположенные симметрично относительно оси
ведущего колеса вертикальные прорези шириной 10...15 мм, а на вставку соосно с веду-
щим диском установлено прямозубое зубчатое колесо внутреннего зацепления с возмож-
ностью его фиксации в горизонтальном положении с помощью ввинченных в борт
ведущего диска винтов с горизонтальными осями, причем пространство между внутрен-
ней стенкой борта и цилиндрической наружной поверхностью зубчатого колеса заполнено
ферромагнетиком, имеющим высокий показатель магнитной проницаемости, например
порошком технического железа, а прижимной диск расположен внутри прямозубого зуб-
чатого колеса внутреннего зацепления соосно ему и имеет форму пластины с верхней и
нижней горизонтальными поверхностями и параллельными друг другу симметричными
проходящей через ось ведущего диска плоскости симметрии вертикальными боковыми
поверхностями, имеющими на своих сопряженных с боковыми поверхностями двух диа-
метрально противоположных примыкающих с зазором 4...5 мм к зубчатой поверхности
колеса внутреннего зацепления концентричных эквидистантных поверхностях по одному
выполненному по всей их поверхности от нижней до верхней горизонтальных поверхно-
стей пластины под углом, равным численно углу наклона зубьев прилегающей поверхно-
сти обрабатываемого косозубого зубчатого колеса к образующей его делительной
поверхности β, концентратору магнитного потока в виде выступа высотой 2...3 мм, при-
чем ширина концентратора в виде выступа у его сопрягающегося с концентричной по-
верхностью пластины основания равна нормальному модулю mn обрабатываемого
косозубого зубчатого колеса, а направление наклона концентратора соответствует
направлению наклона ближайших к нему зубьев зубчатого колеса таким образом, что рас-
положение их противостоящих частей близко к параллельному, при этом пластина за-
креплена на нижнем конце стержня, связанного с приводом возвратно-поступательных
перемещений вдоль и вращения вокруг его оси.
На фиг. 1 изображен общий вид станка и разрез B-B на фиг. 2; на фиг. 2 - разрез A-A
на фиг. 1; на фиг. 3 - разрез C-C на фиг. 1; на фиг. 4 - разрез Д-Д на фиг. 1; на фиг. 5 - раз-
рез E-E на фиг. 4.
Станок для магнитно-абразивной обработки косозубых зубчатых колес внутреннего
зацепления содержит установленный с возможностью относительного перемещения на С-
образной станине 1 ведущий диск-магнитопровод 2. Ведущий диск 2 имеет привод вра-
щения вокруг вертикальной оси с постоянно изменяющимся направлением, для чего он
кинематически связан с электродвигателем 3 с помощью присоединенного к нему через
муфту 4 вала 5 с кривошипом камня 6, размещенного с возможностью перемещения внут-
ри паза расположенной в горизонтальной плоскости кулисы 7, прикрепленной своим кон-
4. BY 6893 U 2010.12.30
4
цом к вертикальному валу 8, опирающемуся своим нижним концом на плоский упорный
подшипник-подпятник 9 [2], и закреплен на верхнем конце вала 8 с возможностью демон-
тажа и замены на ведущий диск других размеров (на фигуре не показано). Ведущий диск 2
имеет в своей верхней поверхности углубление в виде обращенной вниз боковой соосной
с ведущим диском поверхности конуса, сопряженное с внутренней поверхностью выпол-
ненного в виде цилиндрической трубы борта, наружный диаметр которого равен диаметру
ведущего диска, причем в углублении установлена копирующая его форму вставка 10
толщиной 4...6 мм, выполненная из диамагнитного материала, например алюминия, при-
чем борта имеют с верхнего края до вставки расположенные симметрично относительно
оси ведущего колеса вертикальные технологические прорези 11 шириной 10...15 мм с па-
раллельными стенками, а на вставку 10 соосно с ведущим диском установлено прямозубое
зубчатое колесо внутреннего зацепления 12 с возможностью его фиксации в горизонталь-
ном положении с помощью ввинченных в борт ведущего диска 2 винтов 13 с горизон-
тальными осями, причем пространство между внутренней стенкой борта и
цилиндрической наружной поверхностью зубчатого колеса 12 заполнено ферромагнети-
ком 14, имеющим высокий показатель магнитной проницаемости 100...150 мкГ/м, напри-
мер порошком технического железа типа ПЖ2М. Внутри прямозубого зубчатого колеса
внутреннего зацепления 12 соосно ему расположена пластина 15 с верхней и нижней го-
ризонтальными поверхностями и параллельными друг другу симметричными проходящей
через ось ведущего диска плоскости симметрии вертикальными боковыми поверхностями,
имеющими на своих сопряженных с боковыми поверхностями двух диаметрально проти-
воположных примыкающих с зазором 4...5 мм к зубчатой поверхности колеса внутреннего
зацепления 12 концентричных эквидистантных поверхностях по одному выполненному по
всей их поверхности от нижней до верхней горизонтальных поверхностей пластины 15
под углом, равным численно углу наклона зубьев прилегающей поверхности обрабатыва-
емого косозубого зубчатого колеса 12 к образующей его делительной поверхности β, кон-
центратору магнитного потока в виде выступа 31 высотой 2...3 мм, причем ширина
концентратора в виде выступа 31 у его сопрягающегося с концентричной поверхностью
пластины 15 основания равна нормальному модулю mn обрабатываемого косозубого зуб-
чатого колеса, а направление наклона концентратора 31 соответствует направлению
наклона ближайших к нему зубьев зубчатого колеса 12 таким образом, что расположение
их противостоящих частей близко к параллельному. Пластина 15 установлена с перекры-
тием ширины зубчатого венца на 1...2 мм сверху и снизу и закреплена на нижнем конце
стержня 16, связанного с приводом возвратно-поступательных перемещений вдоль и вра-
щения вокруг его оси. Этот привод содержит электродвигатель 17, направленный вниз вал
которого с помощью муфты 18 соединен с валом 19. В средней части вала 19 своей цен-
тральной частью под углом к его оси жестко закреплен круглый плоский диск 20. К пери-
ферийной части плоского диска 20 прижимается снизу пружиной растяжения 21 с
помощью хомута 22 круглый стержень 16 с присоединенной к его нижнему концу пласти-
ной 15. Стержень 16 имеет на своем верхнем конце сферический башмак 23 и возмож-
ность возвратно-поступательных и вращательных перемещений относительно станины 1.
Вал 19 имеет на своем нижнем конце жестко закрепленное цилиндрическое прямозубое
колесо 24, входящее в зацепление с жестко закрепленным на стержне 16 цилиндрическим
прямозубым колесом 25. Хомут 22 установлен на круглом стержне 16 с возможностью от-
носительного вращения. В проходящей через ось ведущего диска 2 вертикальной плоско-
сти симметрии расположено магнитопроводящее ярмо 26 магнитной системы станка,
содержащей также установленную на пластине-магнитопроводе 15 электромагнитную ка-
тушку 27 и закрепленную на станине 1 вторую электромагнитную катушку 28, внутри ко-
торой размещена с возможностью вращения ступица ведущего диска-магнитопровода 2.
Стержень 16 имеет в своей средней части вставку 29, прикрепленную с помощью фланцев
и винтов 30 к верхней и нижней частям стержня 16.
5. BY 6893 U 2010.12.30
5
Станок работает следующим образом.
Перед началом работы после установки обрабатываемой детали 12 на соответствую-
щего ей размера ведущий диск 2 и фиксации ее винтами 13 в пространство между внут-
ренней стенкой борта и цилиндрической наружной поверхностью зубчатого колеса 12
засыпается ферромагнетик 14. Между зубьями детали 12 и соответствующего ей размера
пластиной 15 помещается ФАП (на фигуре не показано). Ведущий диск 2 вместе с уста-
новленной на нем деталью 12 приводится с помощью электродвигателя 3 во вращение во-
круг вертикальной оси с постоянно изменяющимся направлением. Пластина 15 с
помощью электродвигателя 17 и деталей 18-25, 29 совершает вместе с круглым стержнем
16 качательные движения амплитудой 3...5 мм относительно станины 1 и вращение отно-
сительно ее. За счет наличия на концентричной поверхности пластины 15 расположенных
под углом концентраторов магнитного потока 31 в виде выступов и равенства этого угла
углу наклона зубьев прилегающей поверхности обрабатываемого косозубого зубчатого
колеса к образующей его делительной поверхности β осуществляется интенсивное воз-
действие ФАП в том числе на трудно доступные обработке места поверхности зубьев ко-
созубого колеса.
Предназначенные для формирования магнитной цепи между полюсами N-S техноло-
гические прорези 11 создают ферроабразивный инструмент в рабочей зоне. ФАП за счет
магнитных сил плавно и равномерно заполняет впадины между зубьями, перемешивает-
ся, постоянно меняя положение режущих граней частиц порошка, обеспечивая равно-
мерность съема материала обрабатываемой поверхности, что повышает эффективность и
качество обработки, при этом, согласно проведенным в БГАТУ исследованиям, обеспечи-
вается оптимальный режим обработки ФАП рабочих поверхностей прямозубых зубчатых
колес внутреннего зацепления. Монтаж и демонтаж различных деталей 12 производится с
помощью вставки 29, размеры которой могут изменяться.
Фиг. 2
6. BY 6893 U 2010.12.30
6
Фиг. 3
Фиг. 4
Фиг. 5
Национальный центр интеллектуальной собственности.
220034, г. Минск, ул. Козлова, 20.
![BY 6893 U 2010.12.30
2
выполнен с постоянно изменяющимся направлением, а сам ведущий диск имеет в своей
верхней поверхности углубление в виде обращенной вниз боковой соосной с ведущим
диском поверхности конуса, сопряженное с внутренней поверхностью выполненного в
виде цилиндрической трубы борта, наружный диаметр которого равен диаметру ведущего
диска, причем в углублении установлена копирующая его форму вставка толщиной
4...6 мм, выполненная из диамагнитного материала, причем борта имеют с верхнего края
до вставки расположенные симметрично относительно оси ведущего колеса вертикальные
прорези шириной 10...15 мм, а на вставку соосно с ведущим диском установлено прямозу-
бое зубчатое колесо внутреннего зацепления с возможностью его фиксации в горизон-
тальном положении с помощью ввинченных в борт ведущего диска винтов с
горизонтальными осями, причем пространство между внутренней стенкой борта и цилин-
дрической наружной поверхностью зубчатого колеса заполнено ферромагнетиком, имею-
щим высокий показатель магнитной проницаемости, например порошком технического
железа, а прижимной диск расположен внутри прямозубого зубчатого колеса внутреннего
зацепления соосно ему и имеет форму пластины с верхней и нижней горизонтальными
поверхностями и параллельными друг другу симметричными проходящей через ось ве-
дущего диска плоскости симметрии вертикальными боковыми поверхностями, имеющими
на своих сопряженных с боковыми поверхностями двух диаметрально противоположных
примыкающих с зазором 4...5 мм к зубчатой поверхности колеса внутреннего зацепления
концентричных эквидистантных поверхностях по одному выполненному по всей их по-
верхности от нижней до верхней горизонтальных поверхностей пластины под углом, рав-
ным численно углу наклона зубьев прилегающей поверхности обрабатываемого
косозубого зубчатого колеса к образующей его делительной поверхности β, концентрато-
ру магнитного потока в виде выступа высотой 2...3 мм, причем ширина концентратора в
виде выступа у его сопрягающегося с концентричной поверхностью пластины основания
равна нормальному модулю mn обрабатываемого косозубого зубчатого колеса, а направ-
ление наклона концентратора соответствует направлению наклона ближайших к нему
зубьев зубчатого колеса таким образом, что расположение их противостоящих частей
близко к параллельному, при этом пластина закреплена на нижнем конце стержня, связан-
ного с приводом возвратно-поступательных перемещений вдоль и вращения вокруг его
оси.
(56)
1. А.с. СССР 1030147, МПК В 24В 31/00, 1983.
2. Скойбеда А.Т. и др. Детали машин и основы конструирования. - Минск: Вышэйшая
школа, 2000. - С. 408.
Полезная модель относится к чистовой обработке изделий ферроабразивным порош-
ком (ФАП) в магнитном поле и может быть использована в различных отраслях машино-
строения при обработке рабочих поверхностей косозубых зубчатых колес внутреннего
зацепления.
Известен станок для магнитно-абразивной обработки шариков [1], содержащий С-
образную станину и магнитную систему, состоящую из проходящего через станину ярма и
электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из
которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом
возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к
другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого дис-
ка установлены вставки из диамагнитного материала, которые расположены поочередно
по обе стороны от оси симметрии полукруглого профиля канавки.](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)