1. RESULTS (cont.)
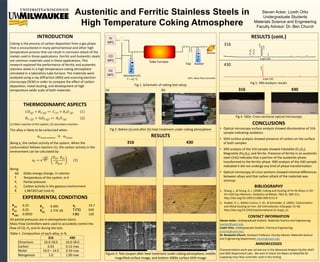
Fig 5. XRD analysis results
316 430
Fig 4. 500x. Cross-sectional optical microscopy
CONCLUSIONS
• Optical microscopy surface analysis showed discoloration of 316
sample indicating oxidation.
• SEM surface analysis showed presence of carbon on the surface
of both samples
• XRD analysis of the 316 sample showed Eskolalite (Cr2O3),
Magnetite (Fe3O4), and ferrite. Presence of ferrite in an austenitic
steel (316) indicates that a portion of the austenitic phase
transformed to the ferritic phase. XRD analysis of the 430 sample
indicated it did not undergo any kind of phase transformation.
• Optical microscopy of cross-sections showed minimal differences
between alloys and that carbon attack of the materials was
minimal.
BIBLIOGRAPHY
1. Zhang, J., & Young, D. J. (2008). Coking and Dusting of Fe–Ni Alloys in CO–
H2–H2O Gas Mixtures. Oxidation of Metals, 70(3-4), 189–211.
http://doi.org/10.1007/s11085-008-9115-0
2. Grabke, H. J., Müller-Lorenz, E. M., & Schneider, A. (2001). Carburization
and Metal Dusting on Iron. ISIJ International, 41(Suppl), S1–S8.
http://doi.org/10.2355/isijinternational.41.Suppl_S1
CONTACT INFORMATION
Steven Acker, Undergraduate Student. Materials Science and Engineering;
saacker@uwm.edu
Lizeth Ortiz, Undergraduate Student. Chemical Engineering;
ortizrey@uwm.edu
Dr. Benjamin Church, Assistant Professor. Faculty Advisor. Materials Science
and Engineering Department; church@uwm.edu
AKNOWLEDGES
Characterization work was carried out in the Advanced Analysis Facility (AAF)
and MSE Department Labs. We wish to thank Jim Myers at MetalTek for
supplying mass flow controller used in this testing.
Austenitic and Ferritic Stainless Steels in
High Temperature Coking Atmosphere
Steven Acker, Lizeth Ortiz
Undergraduate Students
Materials Science and Engineering
Faculty Advisor: Dr. Ben Church
INTRODUCTION
Coking is the process of carbon deposition from a gas phase
that is encountered in many petrochemical and other high
temperature process that can result in corrosion attack of the
metals used in those applications. Ferritic and Austenitic steels
are common materials used in these applications. This
research explored the performance of ferritic and austenitic
stainless steels in a high temperature coking atmosphere
simulated in a laboratory tube furnace. The materials were
analyzed using x-ray diffraction (XRD) and scanning electron
microscopy (SEM) in order to compare the effect of carbon
deposition, metal dusting, and development of high
temperature oxide scale of both materials.
THERMODINAMYC ASPECTS
𝐶𝑂(𝑔) + 𝐻2 (𝑔) ↔ 𝐶(𝑠) + 𝐻2 𝑂(𝑔) 1
𝐻2 (𝑔) + ½𝑂2 (𝑔) ↔ 𝐻2 𝑂 𝑔 2
(1) Main reaction of the system, (2) secondary reaction.
The alloy is likely to be carburized when:
𝑎 𝐶 𝑒𝑛𝑣𝑖𝑟𝑜𝑛𝑚𝑒𝑛𝑡
≫ 𝑎 𝐶 𝑎𝑙𝑙𝑜𝑦
Being ac the carbon activity of the system. When the
carburization follows reaction (1), the carbon activity in the
environment can be calculated by:
𝑎 𝐶 = 𝑒
−∆𝐺°
𝑅𝑇
𝑃𝐶𝑂 𝑃 𝐻2
𝑃 𝐻2 𝑂
3
Being:
EXPERIMENTAL CONDITIONS
All partial pressures are in atmospheres (atm).
Mass Flow Controllers were used to accurately control the
flow of CO, H2 and Ar during the test.
Table 1. Composition of each alloy, in %.
PCO 0.25
PH2 0.25
PH2O 0.0050
ac 19.7
T (°C) 650
t (h) 120
ΔG Gibbs energy change, in calories
T Temperature of the system, in K
Pi Partial pressure
ac Carbon activity in the gaseous environment
R 1,987207cal/ (mol K)
MFC: Mass Flow Controller
Fig 1. Schematic of coking test setup
(a) (b)
Fig 2. Before (a) and after (b) heat treatment under coking atmosphere
RESULTS
316 430
Figure 3. Test coupon after heat treatment under coking atmosphere, middle
magnified surface image, and bottom 3000x surface SEM image
Tube Furnace
Ar
MFC
CO
MFC
H2
MFC Saturated LiCl,
T = 41 °C
Trap Bubbler
Burner
Angle (2𝜃)
316
α-Fe
Angle (2𝜃)
430
γ-Fe
𝐹𝑒3𝑂4
γ-Fe
𝐶𝑟2𝑂3
Par 0.495
PO2 2.77E-26
316 430
Chromium 16.0-18.0 16.0-18.0
Carbon 0.03 0.12 max
Nickel 10.0 – 14.0 0.50 max
Manganese 2.0 1.00 max