1. Improvement Report AAP-IR
Further analysis:
Issue: Weld condition changing over time.
Program needs to be changed regulary Setting gauge is designed to set tungsten
point from the end of the holder.
Analysis: Tungsten is getting closer to weld over time As this has no bearing on the setting point
when installed into the torch, the tungsten
Why? point slowly gets closer to the weld over time.
Collets are wearing down over time If a new collet is installed, the point position
will have changed up to 3mm.
Why?
Touch point is inside of collet body. Front collet
is screwed against collet body, causing wear.
Can this be changed? = No.
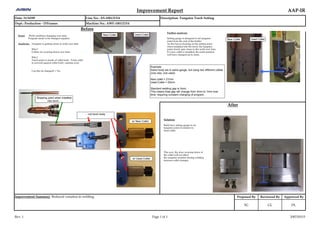
Solution:
Build new setting gauge to set
tungsten point in relation to
front collet.
This way, the slow wearing down of
the collet will not affect
the tungsten position during welding
between collet changes.
Improvement Summary: Reduced variation in welding. Approved ByReviewed ByProposed By
SG GL DL
Before
After
Description: Tungsten Torch SettingDate: 31/10/09
Dept.: Production - D/Frames
Line No.: AS-1001/2/3/4
Machine No.: AWE-1001/2/3/4
New Collet Used Collet
New Collet Used Collet
Stopping point when installed
into torch...
…not torch body.
w/ New Collet
w/ Used Collet
Example:
Same body set in same gauge, but using two different collets
(one new, one used)
New collet = 21mm
Used Collet = 23mm
Standard welding gap is 3mm.
This means thae gap will change from 3mm to 1mm over
time, requiring constant changing of program.
Rev: 1 Page 1 of 1 2007/05/15