Motivation for Manufacturing Operational Excellencef
1. Motivation for Manufacturing
Operational Excellence
Achieving
Operational Excellence
Supply chain
disruptions due
to product
quality
issues
Manufacturing
globalization
Increasing
complexity
of
Manufacturing
processes &
dependencies
Increase in
product
recalls &
new product
launches
Distributed
IT
systems
Shortening
product
life cycles
Increased focus on
achieving Manufacturing
Operational excellence
with a focus on
improving Yields,
reducing cost
of quality &
reducing
TCO of IT
“The global supply
chain is broken – fixing
it will take a renewed
commitment to quality”
– Industry Week
April’ 2008
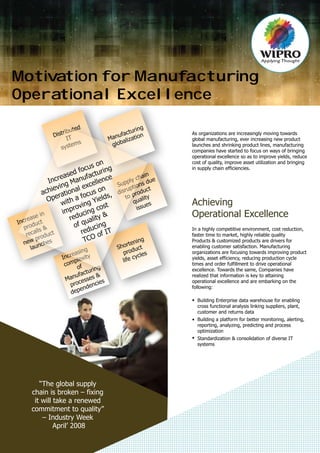
As organizations are increasingly moving towards
global manufacturing, ever increasing new product
launches and shrinking product lines, manufacturing
companies have started to focus on ways of bringing
operational excellence so as to improve yields, reduce
cost of quality, improve asset utilization and bringing
in supply chain efficiencies.
In a highly competitive environment, cost reduction,
faster time to market, highly reliable quality
Products & customized products are drivers for
enabling customer satisfaction. Manufacturing
organizations are focusing towards improving product
yields, asset efficiency, reducing production cycle
times and order fulfillment to drive operational
excellence. Towards the same, Companies have
realized that information is key to attaining
operational excellence and are embarking on the
following:
Building Enterprise data warehouse for enabling
cross functional analysis linking suppliers, plant,
customer and returns data
Building a platform for better monitoring, alerting,
reporting, analyzing, predicting and process
optimization
Standardization & consolidation of diverse IT
systems