Downloaded 1,396 times

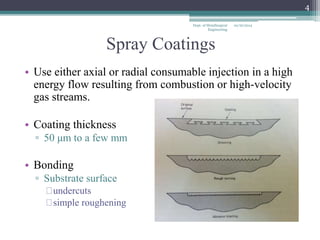


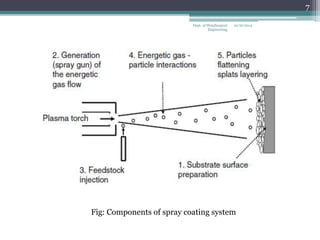













The document discusses thermal spray coatings, detailing the processes, equipment, and applications involved in surface hardening for improved wear and corrosion resistance. Various techniques like wire, powder, detonation, and electric arc spraying are described, along with their specific parameters and materials used. Additionally, it covers the importance of substrate preparation, coating evaluation methods, and best practices in thermal spray coating.




















































![Thin_Film_Technology_introduction[1]](https://cdn.slidesharecdn.com/ss_thumbnails/1b4496c8-2102-411b-8465-a3dd3f398327-150205034538-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)
































