
Recommended
More Related Content
Featured
Featured (20)
Mi̇kro yapilarda tane boyutu anali̇zi̇
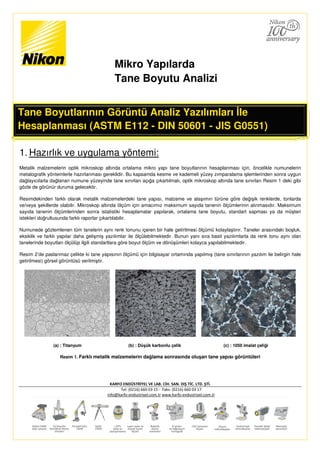
- 1. KARFO ENDÜSTRİYEL VE LAB. CİH. SAN. DIŞ TİC. LTD. ŞTİ. Tel: (0216) 660 03 15 - Faks: (0216) 660 03 17 info@karfo-endustriyel.com.tr www.karfo-endustriyel.com.tr Mikro Yapılarda Tane Boyutu Analizi 1. Hazırlık ve uygulama yöntemi: Metalik malzemelerin optik mikroskop altında ortalama mikro yapı tane boyutlarının hesaplanması için, öncelikle numunelerin metalografik yöntemlerle hazırlanması gereklidir. Bu kapsamda kesme ve kademeli yüzey zımparalama işlemlerinden sonra uygun dağlayıcılarla dağlanan numune yüzeyinde tane sınırları açığa çıkartılmalı, optik mikroskop altında tane sınırları Resim 1 deki gibi gözle de görünür duruma gelecektir. Resimdekinden farklı olarak metalik malzemelerdeki tane yapısı, malzeme ve alaşımın türüne göre değişik renklerde, tonlarda ve/veya şekillerde olabilir. Mikroskop altında ölçüm için amacımız maksimum sayıda tanenin ölçümlerinin alınmasıdır. Maksimum sayıda tanenin ölçümlerinden sonra istatistiki hesaplamalar yapılarak, ortalama tane boyutu, standart sapması ya da müşteri istekleri doğrultusunda farklı raporlar çıkartılabilir. Numunede gözlemlenen tüm tanelerin aynı renk tonunu içeren bir hale getirilmesi ölçümü kolaylaştırır. Taneler arasındaki boşluk, eksiklik ve farklı yapılar daha gelişmiş yazılımlar ile ölçülebilmektedir. Bunun yanı sıra basit yazılımlarla da renk tonu aynı olan tanelerinde boyutları ölçülüp ilgili standartlara göre boyut ölçüm ve dönüşümleri kolayca yapılabilmektedir. Resim 2’de paslanmaz çelikte ki tane yapısının ölçümü için bilgisayar ortamında yapılmış (tane sınırlarının yazılım ile belirgin hale getirilmesi) görsel görüntüsü verilmiştir. (a) : Titanyum (b) : Düşük karbonlu çelik (c) : 1050 imalat çeliği Resim 1. Farklı metalik malzemelerin dağlama sonrasında oluşan tane yapısı görüntüleri Tane Boyutlarının Görüntü Analiz Yazılımları İle Hesaplanması (ASTM E112 - DIN 50601 - JIS G0551)
- 2. KARFO ENDÜSTRİYEL VE LAB. CİH. SAN. DIŞ TİC. LTD. ŞTİ. Tel: (0216) 660 03 15 - Faks: (0216) 660 03 17 info@karfo-endustriyel.com.tr www.karfo-endustriyel.com.tr Resim 2 : paslanmaz çelik (Otomatik ölçüm için sınırlar boyalı) Bu amaçla farklı standartlara göre farklı ölçüm teknikleri olmakla beraber görüntü analiz yazılımları ile iki farklı yöntem ile ölçüm yapılabilmektedir. a. Manuel yöntem: Görülen tanelerin tek tek ölçümlerinin (dış çap, alan, çizgi üzerindeki veya alandaki tane sayısı vs.- yazılımın kabiliyetine göre) fare (Mouse) yardımıyla seçilerek mikron cinsinden yapılması ve bu ölçümlerin ortalamalarının standartlardaki karşılık gelen değerlerle karşılaştırılması. b. Otomatik yöntem: Yazılım, kontrast ve renkten kaynaklanan farklılıkları piksel bazında tespit eder. Tane sınırlarını ve taneleri farklı renkte boyar (Resim 3). Bu boyama işlemi ile her bir farklı tondaki kamera pikselinin istenen renge boyanması sağlanır. Bu şekilde taneler piksel grupları olarak ayrılır (Resim 4). Bu boyanmış piksel gruplarının tek tek ölçümlerinin (dış çap, alan, çizgi üzerindeki ve belirli bir alandaki tane sayısı vs.- yazılımın kabiliyetine göre) mikron cinsinden yapılması ve bu ölçümlerin ortalamalarının standartlardaki karşılık gelen değerlere otomatik veya farklı şekillerde dönüştürülmesidir. Otomatik yöntem, çok sayıda taneyi çok hızlı bir şekilde ölçebilmesi dolayısıyla, en doğru sonuca ulaşmak için en doğru yöntem iken yanlış tanelerin hesaptan çıkartılmaması gibi durumlar sebebiyle çok hatalı sonuçlara gebe olması açısından da risklidir. Uygulamada dikkat edilmesi gereken noktalar, 1. Numunede, hazırlama yönteminden kaynaklı çizikler ne kadar az olursa o kadar kesin sonuçları kolayca alacağınız kesindir. 2. Ölçümlerinizden emin olmak için, cihaz ve yazılım kalibrasyonlarının doğru, yazılımın ölçüm sonuçlarının kontrol edilebilir olduğundan emin olunmalıdır.
- 3. KARFO ENDÜSTRİYEL VE LAB. CİH. SAN. DIŞ TİC. LTD. ŞTİ. Tel: (0216) 660 03 15 - Faks: (0216) 660 03 17 info@karfo-endustriyel.com.tr www.karfo-endustriyel.com.tr 2. Analiz sonuçları: Analiz sonucunda; mikron cinsinden tane boyları, alanları ve bunların kümülatif dağılımı ile faz yüzdesi gibi birçok ölçüm de aynı analiz içinde yapılabilir. (Tablo 1-2). Bu analizin ardından bazı yazılımlar ekstra modül ilavesi ile, bazı yazılımlar da standart halleriyle bu mikron bazındaki ölçüm sonuçlarını çeşitli standartlardaki değerlere dönüştürebilmektedirler. Resim 3: Tane sınırlarının belirlenmesi ve tanelerin belirlenmesi. Resim 4: Renklendirme ile tanelerin gösterimi Tablo 1: Sonuçların gösterimi Tablo 2: Sonuçların grafiksel dağılımı
- 4. KARFO ENDÜSTRİYEL VE LAB. CİH. SAN. DIŞ TİC. LTD. ŞTİ. Tel: (0216) 660 03 15 - Faks: (0216) 660 03 17 info@karfo-endustriyel.com.tr www.karfo-endustriyel.com.tr 3. Kullanılan ekipmanlar: Her tür üstten aydınlatmalı endüstriyel ışık mikroskobu ile bu yapıların görüntülenmesi mümkün iken farklı tiplerdeki mikroskoplar numunenin hazırlanması veya numune yüzeyinde gezinme kolaylığı gibi farklı avantajları barındırmaktadırlar. Kullanıcıların kullanım pratiği, numune çeşitliliği ve şekline göre uygun mikroskopların seçimi her firma ve kullanıcıya göre farklılık göstermektedir. Farklı yazılımların kabiliyetleri ise kullanıcıya kolaylık, hız ve doğruluk anlamında önemli farklar sağlamaktadır. Kullanıcılara yol gösteren ve ölçümlerin tek tek de doğrulamasının yapılabildiği yazılımlar, analiz şeklinin de tespit edilerek kontrol edilmesi açısından önemlidir. Resim 5: Nikon MA200 Metal Mikroskobu Resim 6: Clemex Vision Lite görüntü analiz yazılımı Ekipman seçiminde dikkat edilmesi gereken noktalar, 1. Mikroskobunuzun çözünürlük değerleri belirleyici bir başka değerdir. Eğer mikroskobun göremediği tane sınırları var ise yazılımınızın bunu görerek doğru hesaplaması mümkün değildir. 2. Bazı yazılımlar modül eklenerek standartlara uygun sonuçları vermekle beraber renk yakalama özelliği olan tüm yazılımlarla otomatik tane boyutu analizi yapmak mümkündür. 3. Yazılımın hangi standartların, hangi metodlarını kullanarak ölçüm yaptığını öğrenmek ve mümkünse bunları doğrulamak önemlidir. 4. Yazılımlarla uyumlu çalışan kameralar açısından kameranın megapikselinden daha önemli olan detay sensör kalitesidir. CCD veya CMOSIS gibi sensörlerde detay görmek daha mümkünken, özellikle bu sensörlerde ekstra yüksel piksel sayısına sahip kameralar görüntü analizinde kullanılmayan kalıntı piksel, veri işleme sırasında görüntü yavaşlaması ve bilgisayarda donma gibi problemler oluşturabilmektedir. 5. Arka arkaya alan tarayan ve tüm ölçüm sonuçlarını topluca gösteren yazılımlar, yukarıda belirtilen sebeplerden, en doğru sonuca en kolay biçimde ulaşmak açısından önemlidir.
- 5. KARFO ENDÜSTRİYEL VE LAB. CİH. SAN. DIŞ TİC. LTD. ŞTİ. Tel: (0216) 660 03 15 - Faks: (0216) 660 03 17 info@karfo-endustriyel.com.tr www.karfo-endustriyel.com.tr 4. Sonuçların Değerlendirilmesi: Yazılım ile yakalanan tanelerin ortalamaları, standart sapmaları, minimum ve maksimum boyutları, grafiksel dağılımları elde edilir. Birden fazla farklı bölgede bu çalışmayı yapmak doğru sonuç vermesi açısından önemlidir. Standartlarda bu sayı farklılık göstermekle beraber tüm metodların belirli bir sayıda analiz yapıldığında aynı değerlere ulaştığı tespit edilmiştir. Dolayısıyla hangi standart veya metodu kullanılmış olursa olsun yüksek sayıda ölçüm en doğru sonuca ulaştıracaktır. Tablo 3: Grafiksel dağılım. Sonuçlar her ne kadar sayısal değerler vermekte ve bu malzemenin belirli mekanik özelliklerini göstermekle beraber, en net belirleyici faktör, müşteri veya kullanıcı tarafından istenen aralıklardır. Örneğin istenen ASTM E112ye göre GrainSize No aralığı 4 – 8 ise ölçeceğiniz değerin minimum grain size numarası 4 maksimum 8 olması gerektiğini işaret eder. Sonuçların değerlendirilmesinde dikkat edilmesi gereken noktalar, 1. Mümkün olduğunca çok sayıda tane ve alan ölçmek en doğru sonuç için önemlidir. 2. Yanlış ölçülmüş tanelerin ölçüm sonuçlarından çıkartılarak analiz sonucunun düzeltilebilir olması önemlidir.