Best Practices When Moving To Agile Project Management
FinalPoster_V11
1. The best solutions address people and processes.
Our team worked in collaboration with Eaton and CEVA to improve the efficiency of operations at the Eaton Logistics
Center in Indianapolis. We utilized our diverse experiences and the ability to integrate coursework with real-world problem
solving skills to develop a multi-faceted solution that will help Eaton continue their tradition of excellence in the industry.
IMPROVING E.L.C.
EATON + PURDUE TEAM 9
THE PROBLEM
S THE TEAMU
ROOT-CAUSE ANALYSIS
After defining a clear project scope, we utilized several analytical tools
to identify problems and the root causes associated with them. We began
by conducting a gemba activity and performing a time study analysis of
the picking process for the kitting operation to identify inefficiencies. After
collecting sufficient data, we constructed a SIPOC diagram to model the
process and outline all the inputs and outputs. Our SIPOC diagram helped
us identify pain points at different steps of the process. We then conducted
a 5 Why analysis and created a fishbone diagram as part of our root cause
analysis. The main areas for improvement that were identified were related to
the layout of the facility and training of employees.
L
Deliverables Over the course of our project, our team and Eaton have maintained nearly-constant contact in
order to achieve the most comprehensive solution possible. After finalizing our project as a team, we presented
our multi-faceted solution to our client, Eaton, in an interactive, formal presentation. We also completed an in-
depth report which outlined our process and full explanation of our recommended solution. Our solution gave
Eaton a complete facility layout recommendation, as well as a cohesive employee management plan with steps to
achieving maximum success.
Lean Methods Our team utilized lean and six sigma tools to analyze the problem and develop solutions following
the DMAIC framework. We started by defining and measuring the problem using a SIPOC diagram and time
studies. We then analyzed the situation using 5 Whys analysis and creating a fishbone diagram. Finally, we used
idea cards with an impact/difficulty matrix to generate and evaluate
improvement ideas. The next step for this project is to develop
implementation and control plans to ensure sustained improvement.
Roselyn Luhur
Communications Liaison
Tyler Smith
Lean Associate
Chris Burgess
Project Manager
We will be adjusting both the facility layout
of the ELC as well as the layout of the kitting
stations themselves. We used the CRAFT
method of layout design to create an improved
facility layout for the entire warehouse.
We then adjusted the layout of the
kitting lines to move material flow
directly into the aftermarket
department.
This is an improvement over
the current state, where the
completed kits are moved to
storage before they are sent
to aftermarket.
Caroline Baer
Creative Director
Li Pengfei
Financial Analyst
We want to improve the following:
• Employee-needs understanding
• Employee commitment to the organization.
• Employee-supervisor relationship and communication
In order to do this, we recommend:
Start collecting a company-wide attitude
survey. Give every employee a
voice!
Create a Subject Matter
Expert (SME) panel to gain an
insight. Give them the chance
to represent their peers and
tell the company what they
think.
Begin implementing
employee review meetings
once every 3 months.
Use structured, 2-way
communication to set goals and
discuss performance.
Always conduct exit interviews. Find
out what went wrong and how to improve.
Begin organizing work-related social events.
Strengthen the organizational commitment by
increasing networking and social relationships.
Overall, the organization will morph into a more cohesive,
open environment where every employee is proud to be a
CEVA employee, not just another worker.
THE SOLUTION
THE PEOPLE THE MACHINES
HUMAN-
SYSTEM
INTEGRATION
The combination of
these two solutions is
the key to success. The
integration of engineering
and psychology into a
multi-faceted solution
will bring maximum
improvement.
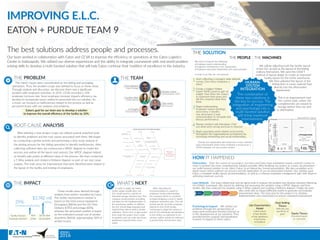
These results were derived through
analysis from metrics provided by Eaton.
The facility improvement number is
based on the total annual equipment
throughput ($80m) and the On-Time
Delivery (OTD) percentage (83%),
whereas the personnel number is based
on the estimated annual cost of worker
downtime ($650k, approximately 30% of
worker hours).
1
2
3
4
5
THE IMPACT
w
$3.742 mil
savings
Facility Solution
Employee Solution
4%-
25%-
$3.58 mil-
$162,000-
29%
increased productivity
WHAT’S NEXTX In order to apply our team’s
facility design modification, the
ELC would need to contract an
industrial storage solutions firm. This
company would provide consulting
and labor for the implementation of
the warehouse update. In addition,
the ELC should begin keeping track
material flow data as well as worker
utilization. These sorts of data would
have made the project much easier
to quantify and can make any future
warehouse improvements much
easier.
After executing our
recommendations in regard to
employee-needs understanding,
the company will be in a position
to begin designing a more in-depth
employee motivation plan. This will
include specific incentive programs
tailored to this CEVA facility.
Continuing to adapt the system to
best fit the individuals and situations
at this facility, as expressed in our
solution, will be quickly be reflected
in productivity and turnover rates.
KITTING
AFTERMARKET
METERING
RECEIVING
QUALITY
STORAGE STORAGE
Improved ELC Layout
Equity Theory
Perceived inputs
vs. outcomes
Psychological Support We viewed our
problems through the perspectives of
many work motivation theories that led us
to the development of our solutions. They
provided proven support and quanitative
research in regards to these topics.
Define Measure Analyze Improve Control
Job Characteristics
Model
• Skill variety
• Task identity
• Task signifiance
• Autonomy
• Feedback
Goal-Setting
Theory
Difficulty and
specificity of
goals
The client’s issues were concentrated on the kitting and packaging
operations. Thus, the problem scope was defined to focus on these areas.
Through analysis and discussion, we discover there was a significant
problem with employee retention. In 2015, CEVA recorded a 15%
employee turnover rate. Since employee turnover impacts efficiency, we
decided to incorporate issues related to personnel into our solution. As
a result, we focused on inefficiencies related to the process as well as
personnel issues with our analyses and solutions.
Eaton’s goal for our team was to develop a solution
to improve the overall efficiency of the facility by 20%.
HOW IT HAPPENED
SPRING
2016