
Recommended
More Related Content
What's hot
What's hot (20)
Obrada busenjem
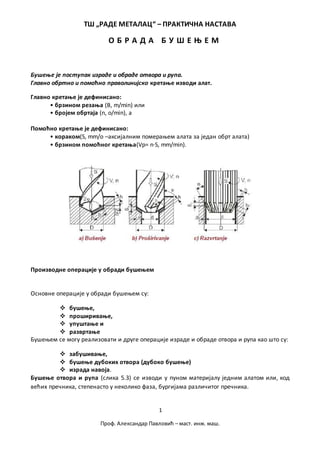
- 1. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 1 Проф. Александар Павловић – маст. инж. маш. О Б Р А Д А Б У Ш Е Њ Е М Бушење је поступак израде и обраде отвора и рупа. Главно обртно и помоћно праволинијско кретање изводи алат. Главно кретање је дефинисано: • брзином резања (В, m/min) или • бројем обртаја (n, o/min), а Помоћно кретање је дефинисано: • кораком(S, mm/о –аксијалним померањем алата за један обрт алата) • брзином помоћног кретања(Vp= n·S, mm/min). Производне операције у обради бушењем Основне операције у обради бушењем су: бушење, проширивање, упуштање и развртање Бушењем се могу реализовати и друге операције израде и обраде отвора и рупа као што су: забушивање, бушење дубоких отвора (дубоко бушење) израда навоја. Бушење отвора и рупа (слика 5.3) се изводи у пуном материјалу једним алатом или, код већих пречника, степенасто у неколико фаза, бургијама различитог пречника.
- 2. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 2 Проф. Александар Павловић – маст. инж. маш. Бушење отвора спиралним бургијама је ефикасно код отвора мање дубине (односа дубине и пречника отвора l/D ≤ 5). За отворе веће дубине примењује се поступак дубоког бушења, коришћењем бургија за дубоко бушење (топовске бургије). Накнадна и коначна обрада отвора остварује се операцијама проширивања и развртања (слика 5.4), које обезбеђују остварење задатих димензија отвора и прописаног квалитета површина. Обрада крајева отвора се изводи упуштањем (слика 5.5). Све операције упуштања имају за циљ обезбеђење правилног налегања вијака различитог типа (поравнавање чеоне површине и упуштање главе вијака).
- 3. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 3 Проф. Александар Павловић – маст. инж. маш. Забушивање пре бушења отвора или гнезда за центрирање (слика 5.6) се користи пре бушења или пре обраде осовина и вратила. Забушивање пре бушења обезбеђује центрирање и правилно вођење спиралне бургије изводи се забушивачима са једноструким конусом (слика 5.6.а). Забушивање гнезда за центрирање, на вратилима и осовинама, обезбеђује правилно центрирање и стезање осовина и вратила у обради стругањем и брушењем (слика 5.6.б). Израда унутрашњег навоја се остварује коришћењем једноструких урезника. Пре израде навоја буши се отвор чији пречник одговара унутрашњем пречнику навоја.
- 4. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 4 Проф. Александар Павловић – маст. инж. маш. Алати у обради бушењем За бушење отвора и рупа користе се бургије, забушивачи и бургије за дубоко бушење. Бургије (слика 5.8) према облику деле се на: равне и спиралне (са цилиндричном и коничном дршком), специјалне и сл. Према врсти алатног материјала бургије се деле на: бургије од брзорезног челика и бургије са плочицама од тврдог метала. Према поступку израде деле се на: бургије израђене глодањем, бургије са ваљањем бургије са брушењем.
- 5. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 5 Проф. Александар Павловић – маст. инж. маш. За проширивање и упуштање отвора користе се проширивачи и упуштачи. Према облику разврставају се на: спиралне прошириваче са цилиндричном и коничном дршком, вратне, са вођицама, насадне, са плочицом од тврдог метала, специјалне и сл. односно цилиндричне, коничне, специјалне упуштаче итд. Развртачи се деле на ручне и машинске, према конструкцији на подешљиве и неподешљиве, врсти алатног материјала на развртаче од брзорезног челика и са плочицама од тврдог метала, према облику на цилиндричне и коничне (слика 5.10).
- 6. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 6 Проф. Александар Павловић – маст. инж. маш. Конструктивни елементи бургије Сви алати за обраду отвора састоје се од дршке, врата, тела и врха (слика 5.11). Дршка обезбеђује позиционирање, центрирање и стезање бургије. Може бити цилиндрична (за бургије пречника до 20 mm) или конична (за бургије пречника преко 5 mm). Врат се користи за уписивање основних карактеристика бургије (материјал и пречник). Тело чини цилиндрични део, који одговара ноminалном пречнику бургије. На телу се налазе два наспрамна завојна жљеба за одвођење струготине. Врх бургије се формира помоћу два конуса брушењем на специјалном уређају за оштрење бургија. На резном врху се уочавају две грудне и две леђне површине. Пресеком леђних и грудних површина настају два главна сечива. Главна сечива су повезана помоћним сечивом насталим пресеком леђних површина.
- 7. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 7 Проф. Александар Павловић – маст. инж. маш. МАШИНЕ У ОБРАДИ БУШЕЊЕМ Машине у обради бушењем - бушилице се могу разврстати на различите начине. Према положају главног вретена на: хоризонталне и вертикалне бушилице, а према броју главних вретена на: једновретене и вишевретене бушилице. Ј е д н о в р е т е н е б у ш и л и ц е Једновретене бушилице су намењене појединачној и серијској производњи. Овој групи бушилица припадају: стоне бушилице, стубне бушилице, радијалне бушилице, универзалне радијалне бушилице и координатне бушилице. Стона бушилица (слика 5.17) се састоји од носећег стуба (1), конзоле (2) са погонским агрегатом (електромотор - 3 и преносник за главно кретање) и радног стола (5). Ручицом (4) се остварује ручно аксијално помоћно праволинијско кретање радног вретена (7) са резним алатом. Предмет обраде (6) се поставља на радни сто бушилице (5).
- 8. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 8 Проф. Александар Павловић – маст. инж. маш. Служи за бушење малих рупа, пречника до 10 mm. Због малог пречника морају да располажу великим бројевима обрта, ради постизања потребне брзине резања. Помоћно кретање се углавном обавља ручно, помоћу ручице. Полуаутоматска бушилица -главно вретено обавља радни ход и враћа се, након чега се помоћно кретање зауставља. Опис производа: •снага мотора: 300 W / 220 V~ 50 Hz •максимални пречник бушења у челику: Ø 13 mm •дубина улагања: 104 mm •ход вретена: 50 mm •број обртаја вретена: 520 -2620 o/min •број брзина: 5 •прихват стезне главе: конус B 16 •димензије радног стола: 160 x 160 mm •закретања радног стола: ±45°/ 360° •максимално растојање од вретена до стола: 240 mm •димензијерадног стола на постољу:135 x 175 mm •максимално растојање од вретена до постоља: 325 mm •пречник стуба: 46 mm •габарити (дxшxв): 420x220x580 mm •нето тежина: 19 kg
- 9. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 9 Проф. Александар Павловић – маст. инж. маш. Бушилица стона - Б20 трофазна •снага мотора: 550 W / 400 V -50 Hz •максимални пречник бушења у челику: 20 mm •дубина улагања: 170 mm •ход вретена: 80 mm •број обртаја вретена: 210 -2220 o/min •број брзина: 12 •избор смера окретање вретена: лево / десно •димензије радног стола: 275 x 275 mm •закретање радног стола:+/-45 и 360 степени •максимално растојање од вретена до стола: 450 mm •димензије радног стола на постољу: 205 x 200 mm •максимално растојање од вретена до постоља: 635 mm •пречникстуба: 70 mm •габарити (дxшxв): 700x300x990 mm •нето тежина: 53 kg Стубна бушилица (слика 5.18) је бушилица код које се на носећем стубу (1) налазе конзола радног стола (2) и конзола погонског агрегата (3), састављеног од електромотора (4) и преносника за главно и помоћно кретање. Посредством ручице (7) се обезбеђује аутоматско или ручно праволинијско помоћно кретање радног вретена (8) са алатом. Радни предмет (6) се поставља на радни сто машине (5).
- 10. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 10 Проф. Александар Павловић – маст. инж. маш. •Напон: 400 V -50 Hz •Снага: 1100 W (С2 15 min) •Број обртаја: 160-3000 /min (16 брзина) •Смер обртања: леви-десни •Закретање радне плоче: -45°до +45° •Прихват бургије: Ø 3-25 mm •Глава: B16 •Ход вретена: 200 mm •Димензије постоља: 520 x 305 mm •Димензије радне површине: 335 x 335 mm •Укупна висина: 1670 mm •Тежина: 89 kg
- 11. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 11 Проф. Александар Павловић – маст. инж. маш. •Напон: 400 V ~ 50 Hz •Снага: 630 W (С2 15 min.) •Брзина мотора: 1,400 min-1 •Радна брзина: 12 корака 120-2,450 min-1 •Ротирање табле: -45°то +45° •Дебљине бургије: Ø 3 mm то Ø 16 mm •Тежина: 38 kg •Димензије: 770x430x210 mm Радијална бушилица (слика 5.19.а) се састоји од носећег стуба (1) на коме се налази верикално померљива конзола (2) са погонским агрегатом (електромотором, преносницима за главно и помоћно кретање и радним вретеном - 3). Бушилица обезбеђује закретање конзоле у хоризонталној равни, вертикално померање конзоле дуж носећег стуба и хоризонтално померање погонског агрегата дуж конзоле, чиме је обезбеђено довођење алата у радну позицију при бушењу предмета обраде (4) постављеног на радни сто машине (5). То је посебно значајно код бушења предмета већих габарита.
- 12. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 12 Проф. Александар Павловић – маст. инж. маш. •За бушење тежих радних предмета, већих димензија -при бушењу више рупа, радни предмет не мора да се помера за сваку рупу. •Погонски електромотор, за погон главног вретена се налази на носачу алата. •Главно вретено врши вертикално помоћно кретање. •Носач алата се помера радијално, дуж конзоле бушилице, у односу на стуб. •Конзола се може кретати у вертикалном правцу дуж завојног вретена (посебан електромотор) и да се обрће око стуба. Универзална радијална бушилица (слика 5.19.б) је слична радијалној бушилици, с том разликом што обезбеђује и закретање конзоле око своје осе, чиме је обезбеђено бушење отвора
- 13. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 13 Проф. Александар Павловић – маст. инж. маш. под углом. Координатна бушилица обезбеђује бушење односно обраду према задатим координатама центра отвора, у складу са програмом утврђеним координатама. Захтева посебне услове, у погледу микроклиме, и обезбеђује висок квалитет обраде. 1. Омогућава бушење рупа на тачном међусобном одстојању без претходног мерења и обележавања на радном предмету. 2. Захтевају се посебни радни услови због тражене прецизности. 3. Може се користити као глодалица за уздужно глодање.
- 14. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 14 Проф. Александар Павловић – маст. инж. маш. В и ш е в р е т е н е б у ш и л и ц е Вишевретене бушилице су наменјене масовној производњи. Могу се поделити на: редне бушилице, бушилице са вишевретеном главом и вишевретене бушилице. Редне бушилице (слика 5.20) су бушилице са већим бројем радних јединица (позиција) за истовремену обраду, у складу са технолошким поступком израде и обраде отвора (на пример, на првој бушење отвора, другој проширивање, трећој развртање, четвртој израда навоја итд.).
- 15. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 15 Проф. Александар Павловић – маст. инж. маш. Бушилице са вишевретеном главом су бушилице које обезбеђују истовремену израду и/или обраду већег броја отвора. На радно вретено бушилице поставља се вишевретена глава, са већим бројем радних вретена распоређених у складу са распоредом отвора на предмету обраде.
- 16. ТШ „РАДЕ МЕТАЛАЦ“ – ПРАКТИЧНА НАСТАВА 16 Проф. Александар Павловић – маст. инж. маш. Вишевретене бушилице (слика 5.21) су бушилице са већим бројем радних вретена распоређених у зависности од намене (конфигурације предмета обраде).