More Related Content
Similar to Comparison evoh pvdc draft pdw august 2012 v1 (20)
Comparison evoh pvdc draft pdw august 2012 v1
- 1. Competitive advantage PVDC vs EVOH
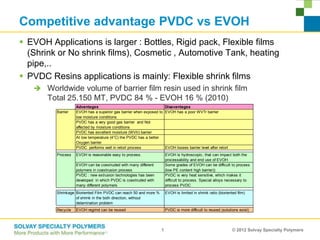
EVOH Applications is larger : Bottles, Rigid pack, Flexible films
(Shrink or No shrink films), Cosmetic , Automotive Tank, heating
pipe,..
PVDC Resins applications is mainly: Flexible shrink films
Worldwide volume of barrier film resin used in shrink film
Total 25.150 MT, PVDC 84 % - EVOH 16 % (2010)
Advantages Disavantages
Barrier EVOH has a superior gas barrier when exposed to EVOH has a poor WVTr barrier
low moisture conditions
PVDC has a very good gas barrier and Not
affected by moisture conditions
PVDC has excellent moisture (WVtr) barrier
At low temperature (4°C) the PVDC has a better
Oxygen barrier
PVDC performs well in retort process EVOH looses barrier level after retort
Process EVOH is reasonable easy to process. EVOH is hydroscopic, that can impact both the
processability and end use of EVOH
EVOH can be coextruded with many different Some grades of EVOH can be difficult to process
polymers in coextrusion process (low PE content high barrier))
PVDC : new extrusion technologies has been PVDC is very heat sensitive, which makes it
developed in which PVDC is coextruded with difficult to process. Special alloys necessary to
many different polymers process PVDC
Shrinkage Bioriented Film PVDC can reach 50 and more % EVOH is limited in shrink ratio (bioriented film)
of shrink in the both direction, without
delamination problem
Recycle EVOH regrind can be reused PVDC is more difficult to reused (solutions exist)
1 © 2012 Solvay Specialty Polymers
- 2. Competitive advantage PVDC vs EVOH
Barrier for Oxygen and Water vapour
Permeability of various polymers mainly in food packaging*
* Film thickness: 1 µm (intrinsic permeability)
Oxygen Water vapour
Dry: 23°C/ 0% RH 38°C/ 90% RH
cm³•µm/(m²•d•atm) g•µm/(m²•d)
LDPE ca. 200,000
0 300 – 500
HDPE ca. 60,000 ca. 150
OPP ca. 50,000 100 – 200
R-PVC 2500 – 3000 600 – 900
cm³ [100um] / 1600d bar (23°C/0%RH)
PA 6-6 m² – 2500 1000 – 2000
PETP ca. 1500 ca. 800
PVdC 8 – 230 6 – 80
PAN 100 – 300 1500 – 2000
EVOH (EVAL) 5 – 80 1500 – 3500
Cellophane 300 – 500 ca. 100,000
PVOH (PVAL) 3–4 > 500,000
0
2 © 2012 Solvay Specialty Polymers
- 3. Competitive advantage PVDC vs EVOH
1000 PVDC: a reliable barrier
EVOH (29%mol. C2H4)
EVOH (32%mol. C2H4)
in humid conditions
OTR at 20°C, cm³·µm/m2·d·atm)
EVOH (44%mol. C2H4)
N-MXD6 (bioriented film)
N-MXD6 (cast film)
100
10
Barrier layer 90% RH
PE
PE
100% RH
EVA
EVA
Inside
[Data Sources: SolVin, Datasheet Nippon-Goshei] packaging
0.0025 80% RH
0% 20% 40% 60% 80% 100% Outside
packaging
Relative Humidity
3 © 2012 Solvay Specialty Polymers
- 4. Comparison EVOH and PVDC Barrier films
prog 6477 : Optical microscopy
1 A (6477/2) PVDC 3 A ( 6477 / 4) EVOH Oxygen Barrier 5mocon Oxtram 2/20
4 layers : 7 / 10 / 7 / 40 µm 8 layers : 3 / 2 / 19 / 2 / 4 / 2 / 3 / 14
EVA / EVA / Copo VDC-MA / EVA PET / PE / PE / PE / PA / EVOH / PA / PE 23°C 23°C 11°C 5 °C (*)
85 % RH 0% RH 0% RH 0 % RH
PVDC 1 7 7 2 0,9
PVDC 2 11 11 3 1,5
EVOH 1 6 7 3 2
EVOH 2 16 10 5 2,5
(*) external measurement
Barrier properties PVDC and EVOH/PA Films
2 A (6477/3) PVDC 4 A (6477/4) EVOH
5 layers : 10 / 6 /10 / 14 / 15 µm 4 or 5 layers : 7 / 6 / 5 / 4 / 22 (layer 1 and 2 perhaps 1 layer)
12
PE / EVA / Copo VDC-MA / EVA / PE PA / PA / EVOH / PE / PE PVDC1
10 PVDC2
OTR, 0 % RH, cc/m² d b
EVOH 1
EVOH2
8
6
4
2
0
0 5 10 15 20 25
Temperature, °C
4 © 2012 Solvay Specialty Polymers
- 5. Typical shrink curve
Shrink (%) versus Temperature (°C)
70
60
50
Shrink (%)
40 transversal longitudinal
30
20
10
0
60 65 70 75 80 85 90 95 100 105 110
Temperature (°C)
High shrink (up to 60 %)
Homogeneous in both directions
Tight vacuum packaging
5 © 2012 Solvay Specialty Polymers
- 6. Thickness and barrier integrity after shrink
Microtome cut before shrink Microtome cut after shrink
(scale = 20 µm) (scale = 50 µm)
D
A C E
100 °C D
A
1s
B
50 % shrink C
B
E
50 % shrink in both directions: PVDC thickness ©: 8 µm 32 µm
Homogeneous thickness distribution preserved after shrink
Intrinsic barrier maintained after shrink
OTR at 25 °C, 85 % RH: 6.2 cc/m².d.bar 1.5 cc/m².d.bar
Normalised for 1 µm: constant at 48 cc.µm/m².d.bar
6 © 2012 Solvay Specialty Polymers
- 7. New extrusion technology for
multilayer blown film (No shrink film)
Interest in multilayer blown films with PVDC has grown
Can lead to a one-step process, eliminating laminations
Use the advantages & benefits of PVDC for non-shrink
applications
The challenge: Larger dies are used (>20 cm), which
extend the residence time inside the die, and can
accelerate degradation
2 concepts to overcome this:
Pre-encapsulation of PVDC by another resin which is
thermally stable and compatible with PVDC. Macro
Engineering
Improved thermal insulation between layers Brampton
Engineering
7 © 2012 Solvay Specialty Polymers
- 8. Pre-encapsulation technology
Objective: minimize contact of PVDC with metal
surface in the adaptor and die by early encapsulation
“Early”: In the feed block before entering the die, or
immediately after entering the die
“Encapsulation” with EVA or EMA
EVA max use = 240-250°C
EMA max use = 300°C
EMA has higher polarity (better compatibility with PVDC)
Overlap in the die of about 10 cm
Assure barrier layer
Results
Extended run time
Extended die life
Picture courtesy of Macro Engineering & Technology, Inc.
8 © 2012 Solvay Specialty Polymers
- 9. Exemple of structure PE done with Macro
line
LLDPE + LD/TL / PVS 100+ encapsulation / TL / Elite + LDPE thickness 40 µm
Metric value Imperial value
Water vapor transmission rate 38°C (100 °F) and 90 % RH 3 g/m² / day 0,2 g/100 in²/day
Oxygen Transmission Rate 22°C (72°F) 0% RH 7 cm³/m² / day 0,5 cm³/100 in²/day
Carbon dioxide Transmission Rate 22°C (72°F) 0% RH 28 cm³/m² / day 1,8 cm³/100 in²/day
Nitrogen Transmission Rate 22°C (72°F) 0% RH 1 cm³/m² / day 0,1 cm³/100 in²/day
Air Transmission Rate 22°C (72°F) 0% RH 2 cm³/m² / day 0,1 cm³/100 in²/day
PVDC thickness 6 µm 0,2 mil
Ultimate Tensile Strength ASTM D882
MD 27 MPa 3915 psi
TD 20 MPa 2900 psi
Ultimate elongation ASTM D882
MD 290 % 290 %
TD 520 % 520 %
9 © 2012 Solvay Specialty Polymers
- 10. Improved thermal isolation
Process structures requiring
high T difference (+100°C) by
increased T insulation within
the die
Proven coextrusion of PA
666 (skin layer) & PVDC;
potential for PA 6 & PVDC
Thermoforming applications
Stackable die
Easily extendable (inner
outer)
Easy maintenance
Cross section of ISO-therm Die, courtesy Brampton Engineering, Inc. 10 © 2012 Solvay Specialty Polymers
- 11. Barrier after Retort (No Shrink film)
Brampton Line
Polymer Function Processing temperature Thickness
µm
PA 666 copolymer PA 6 and PA 6,6 (80/20) mechanical properties 245 - 250 °C 17
reduced cristallisation puncture resistance (PA limited to skin layer)
better transparency thermoforming
better BUR
frost line shifted
E MAH maleic anhydride reacts chemically with PA tie layer 215-225 °C 20
E is miscible with LDPE
LDPE cost reduction 185 - 190 °C 24
EVA tie layer 185-190 °C 19
PVDC barrier 160 °C 31
EVA tie layer 185 - 190 °C 22
m LLDPE metalloscene LDPE sealing layer 215 - 225 °C 40
clarity, low temperature seal
(blending ionomer is also an option)
Total thickness (µm) 173
OTR @ 25 °C 1,2 cc/m2.d.b (dry and humid 85 %)
0,7 cc/m2.d.b after sterilisation
similar film structure containing EVOH excellent OTR dry < 1 but increased > 10 cc/m2.d.b after sterilisation
11 © 2012 Solvay Specialty Polymers
- 12. Exemple of structure LDPE done with Brampton
line
ISO therm technology
Brampton line trials and new resin development
6 layers : LDPE / EVA / EVA / IXAN Resin / EVA / LDPE
25 / 13 / 7 / 10 / 7 / 8 µm (Total 70 µm)
Oxygen Barrier @ 23°C 85% RH 3,5 cc/m² d b
12 © 2012 Solvay Specialty Polymers
![Competitive advantage PVDC vs EVOH
Barrier for Oxygen and Water vapour
Permeability of various polymers mainly in food packaging*
* Film thickness: 1 µm (intrinsic permeability)
Oxygen Water vapour
Dry: 23°C/ 0% RH 38°C/ 90% RH
cm³•µm/(m²•d•atm) g•µm/(m²•d)
LDPE ca. 200,000
0 300 – 500
HDPE ca. 60,000 ca. 150
OPP ca. 50,000 100 – 200
R-PVC 2500 – 3000 600 – 900
cm³ [100um] / 1600d bar (23°C/0%RH)
PA 6-6 m² – 2500 1000 – 2000
PETP ca. 1500 ca. 800
PVdC 8 – 230 6 – 80
PAN 100 – 300 1500 – 2000
EVOH (EVAL) 5 – 80 1500 – 3500
Cellophane 300 – 500 ca. 100,000
PVOH (PVAL) 3–4 > 500,000
0
2 © 2012 Solvay Specialty Polymers](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)