Good Stuff Happens in 1:1 Meetings: Why you need them and how to do them well
Công nghệ đóng gói bề mặt
1. Công nghệ đóng gói bề mặt (SMT)
Xu hướng phát triển không thể khác tại Việt nam
Đầu tháng 5/2008, tại Hà Nội sẽ diễn ra hội chợ triển lãm về công nghiệp điện tử. Khách tham quan triển lãm
sẽ có cơ hội diện kiến những cỗ máy, những công nghệ đang ngày đêm góp phần vào sự phát triển của nền
công nghiệp điện tử toàn cầu. Theo thông tin do TĐH nhận được, các hãng sãn xuất thiết bị cho nền công
nghiệp điện tử sẽ tập trung vào giới thiệu các dây truyền hàn linh kiện bề mặt. Nhân sự kiện này chúng tôi xi n
gửi tới quý độc giả một số khái niệm về công nghệ tiên tiến này với mong muốn rằng chúng ta sẽ có những
khái niệm cơ bản khi tiếp xúc với các cỗ máy làm nên sự thành công cho bao tập đoàn điện tử hàng đầu thế
giới.
Khái niệm về công nghệ hàn linh kiện bề mặt (SMT)
C ông nghệ hàn linh kiện bề mặt là phương pháp gắn các linh kiện điện tử trực tiếp lên trên bề mặt của bo
mạch (PC B). C ác linh kiện điện tử dành riêng cho công nghệ này có tên viết tắt là SMD. Trong công nghiệp điện
tử, SMT đã thay thế phần lớn công nghệ đóng gói linh kiện trên tấm PC B xuyên lỗ theo đó linh kiện điện tử
được cố định trên bề mặt PC B bằng phương pháp xuyên lỗ và hàn qua các bể chì nóng.
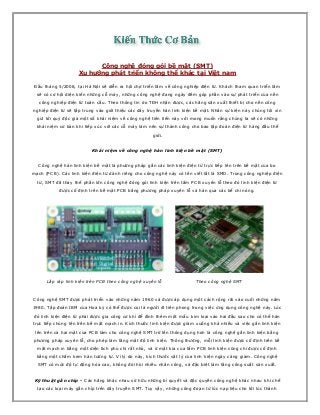
Lắp ráp linh kiện trên PCB theo công nghệ xuyên lỗ Theo công nghệ SMT
C ông nghệ SMT được phát triển vào những năm 1960 và được áp dụng một cách rộng rãi vào cuối những năm
1980. Tập đoàn IBM của Hoa kỳ có thể được coi là người đi tiên phong trong việc ứng dụng công nghệ này. Lúc
đó linh kiện điện tử phải được gia công cơ khí để đính thêm một mẩu kim loại vào hai đầu sao cho có thể hàn
trực tiếp chúng lên trên bề mặt mạch in. Kích thước linh kiện được giảm xuống khá nhiều và việc gắn linh kiện
lên trên cả hai mặt của PC B làm cho công nghệ SMT trở lên thông dụng hơn là công nghệ gắn linh kiện bằng
phương pháp xuyên lỗ, cho phép làm tăng mật độ linh kiện. Thông thường, mỗi linh kiện được cố định trên bề
mặt mạch in bằng một diện tích phủ chì rất nhỏ, và ở mặt kia của tấm PC B linh kiện cũng chỉ được cố định
bằng một chấm kem hàn tương tự. Vì lý do này , kích thước vật lý của linh kiện ngày càng giảm. C ông nghệ
SMT có mức độ tự động hóa cao, không đòi hỏi nhiều nhân công, và đặc biệt làm tăng công suất sản xuất.
Kỹ thuật gắn chíp - C ác hãng khác nhau sở hữu những bí quyết và độc quyền công nghệ khác nhau khi chế
tạo các loại máy gắn chíp trên dây truyền SMT. Tuy vậy, những công đoạn từ lúc nạp liệu cho tới lúc thành
2. phẩm (bo được gắn chíp) thì tương đối giống nhau. C ác công đoạn đó bao gồm: 1) quét hợp kim hàn (kem
hàn) lên trên bo mạch trần vào các vị tr í trên đó có mạ sẵn chân hàn bằng vàng, thiếc-chì, bạc…2) gắn chíp,
gắn IC 3) gia nhiệt – làm mát 4 ) kiểm tra và sửa lỗi.
Quét hợp kim hàn
Trên bề mặt mạch in không đục lỗ, ở những nơi
linh kiện được gắn vào, người ta đã mạ sẵn các
lớp vật liệu dẫn điện như thiếc-chì, bạc hoặc
vàng – những chi tiết này được gọi là chân hàn
(hay lớp đệm hàn). Sau đó, kem hàn, thường
thấy dưới dạng bột nhão là hỗn hợp của hợp kim
hàn (có thành phần khác nhau, tùy vào công
nghệ và đối tượng hàn) và các hạt vật liệu hàn,
được quét lên trên bề mặt của mạch in. Để tránh
kem hàn dính lên trên những nơi không mong
muốn người ta phải sử dụng một dụng cụ đặc
biệt gọi mà mặt nạ kim loại (metal mask – hoặc
stencil) làm bằng màng mỏng thép không gỉ trên
đó người ta gia công, đục thủng ở những vị trí
tương ứng với nơi đặt chíp trên bo mạch-bằng
cách này, kem hàn sẽ được quét vào các vị trí
mong muốn. Nếu cần phải gắn linh kiện lên mặt
còn lại của bo mạch, người ta phải sử dụng một
thiết bị điều khiển số để đặt các chấm vật liệu có
tính bám dính cao vào các vị trí đặt linh kiện.
Sau khi kem hàn được phủ lên trên bề mặt, bo
mạch sẽ được chuyển sang máy đặt chíp (pick -
and-place machine).
(mẫu mặt nạ kim loại)
Gắn chíp, gắn IC
C ác linh kiện SMDs, kích thước nhỏ, thường được chuyển tải tới dây
truyền trên băng chứa (bằng giấy hoặc nhựa) xoay quanh một trục nào
đó. Trong khi đó IC lại thường được chứa trong các khay đựng riêng. Máy
gắp chip được điều khiển số sẽ gỡ các chip trên khay chứa và đặt chúng
lên trên bề mặt PC B ở nơi được quét k em hàn. C ác linh kiện ở mặt dưới
của bo mạch được gắn lên trước, và các chấm keo được sấy khô nhanh
bằng nhiệt hoặc bằng bức xạ UV. Sau đó bo mạch được lật lại và máy
gắn linh kiện thực hiện nốt các phần còn lại trên bề mặt bo.
3. Gia nhiệt – làm mát
Sau khi quá trình gắp, gắn linh kiện hoàn tất, bo mạch được
chuyển tới lò sấy. Đầu tiên các bo tiến vào vùng sấy sơ bộ nơi mà
ở đó nhiệt độ của bo và mọi linh kiện tương đối đồng đều và được
nâng lên một cách từ từ. Việc này làm giảm thiểu ứng suất nhiệt
khi khi quá trình lắp ráp kết thúc sau khi hàn. Bo mạch sau đó tiến
vào vùng với nhiệt độ đủ lớn để có thể làm nóng chảy các hạt vật
liệu hàn trong kem hàn, hàn các đầu linh kiện lên trên bo mạch.
Sức căng bề mặt của kem hàn nóng chảy giúp cho linh kiện không
lệch vị trí, và nếu như bề mặt địa lý của chân hàn được chế tạo
như thiết kế, sức căng bề mặt sẽ tự động điều chỉnh linh kiện về
đúng vị trí của nó. .
(thiết bị gắn chíp SM421 của
Samsung)
C ó nhiều kỹ thuật dùng cho việc gia nhiệt, ủ bo mạch sau quá trình gắp, gắn. Những kỹ thuật mà ta thường
gặp sử dụng đèn hồng ngoại, khí nóng. Trường hợp đặc biệt người ta có thể sử dụng chất lỏng C F4 với nhiệt độ
sối lớn. kỹ thuật này được gọi là gia. Phương pháp này đã không còn là ưu tiên số một khi xây dựng các nhà
máy. Hiện nay người ta sử dụng nhiều khí nitơ cho hoặc khí nén giầu ni -tơ trong các lò ủ đối lưu. Dĩ nhiên, mỗi
phương pháp có những ưu điểm và nhược điểm riêng. Với phương pháp ủ dùng IR, kỹ sư thiết kế phải bố trí
linh kiện trên bo sao cho những linh kiện thấp hơn không rơi vào vùng của các linh kiện cao hơn. Nếu người
thiết kế biết trước được các chu trình nhiệt hoặc quá trình hàn đối lưu thì anh ta sẽ dễ dàng hơn trong việc bố
trí các linh kiện gắn trên bo. Với một số thiết kế, người ta phải hàn thủ công hoặc lắp thêm các linh kiện đặc
biệt, hoặc là tự động hóa bằng cách sử dụng các thiết bị hồng ngoại tập trung. Sau quá trình hàn các bo mạch
phải được “rửa” để gỡ bỏ những phần vật liệu hàn còn dính trên đó vì bất kỳ một viên vật liệu hàn nào trên bề
mặt bo cũng có thể làm ngắn mạch của hệ thống. C ác vật liệu hàn khác nhau được rửa bằng các hóa chất khác
nhau được tẩy rửa bằng các dung môi khác nhau. Phần còn lại là dung môi hòa tan được rửa bằng nước sạch
và làm khô nhanh bằng không khí nén. Nếu không chú trọng tới hình thức và vật liệu hàn không gây hiện
tượng ngắn mạch hoặc ăn mòn, bước làm sạch này có thể là không cần thiết, tiết kiệm chi phí và giảm thiểu ô
nhiễm chất thải.
Kiểm tra và sửa lỗi
C uối cùng bo mạch được đưa sang bộ phận kiểm tra quang học để phát hiện lỗi bỏ sót linh kiện hoặc sửa các
lỗivị trí của linh kện. Trong trường hợp cần thiết, chúng ta có thể lắp đặt thêm một số trạm kiểm tra quang học
cho dây truyền công nghệ sao cho có thể phát hiện lỗi sau từng mỗi công đoạn..
4. (hình ảnh kiểm tra sản phẩm sau quá trình hàn nhiệt bằng X -ray)
Ở công đoạn này chúng ta có thể sử dụng các máy AOI (automated Optical Inspection) quang học hoặc sử
dụng X-ray. C ác thiết bị này cho phép phát hiện các lỗi vị trí, lỗi tiếp xúc của các linh kiện và kem hàn trên bề
mặt của mạch in.
Lợi điểm khi sử dụng công nghệ SMT
Linh kiện nhỏ hơn
C ần phải tạo ra rất ít lỗ trong quá trình chế tạo PC B
Quá trình lắp ráp đơn giản hơn
Những lỗi nhỏ gặp phải trong quá trình đóng gói được hiệu chỉnh tự động (sức căng bề mặt của kem
hàn nóng chảy làm lệch vị trí của linh kiện ra khỏi vị trí của chân hàn trên bo mạch)
C ó thể gắn linh kiện lên trên hai mặt của bo mạch
Làm giảm trở và kháng của lớp chì tiếp xúc (làm tăng hiệu năng của các linh kiện cao tần)
Tinh năng chịu bền bỉ hơn trong điều kiện bị va đập và rung lắc
Giá linh kiện cho công nghệ SMT thường rẻ hơn giá linh kiện cho công nghệ xuyên lỗ
C ác hiệu ứng cao tần (RF) không mong muốn ít xảy ra hơn khi sử dụ ng công nghệ SMT so với các linh
kiện cho dùng công nghệ hàn chì, tạo điều kiện thuận lợi cho việc dự đoán các đặc tuyến của linh kiện.
C ông nghệ SMT ra đời, thay thế dần dần công nghệ đóng gói xuyên lỗ, điều này không có nghĩa là SMT hoàn
toàn lý tưởng. Những điểm cần phải khắc phục ở công nghệ này là quá trình công nghệ chế tạo SMT công phu
hơn nhiều so với việc sử dụng công nghệ đóng gói xuyên lỗ, đầu tư ban đầu tương đối lớn và tốn thời gian
trong việc lắp đặt hệ thống.
Do kích thước linh kiện rất nhỏ, độ phân giải của các linh kiện trên bo là rất cao nên việc nghiên cứu, triển khai
công nghệ này một cách thủ công sẽ làm cho tỷ lệ sai hỏng tương đối lớn và tốn kém.
Hiện nay các sản phẩm SMT tương đối đa dạng đáp ứng đủ các nhu cầu từ thủ công tới tự động hóa hoàn toàn.
Hầu như các hãng sản xuất thiết bị SMT hàng đầu thế giới đều tham gia triển lãm lần này như Samsung -SMT,
Speedline (Mỹ) hay Juki (Nhật bản). Với sự xuất hiện của sản phẩm SMT, với xu hướng dịch chuyển đầu tư,
5. Việt Nam chắc chắn sẽ trở thành những quốc gia có nền công nghiệp điện tử phát triển trong khu vực và trên
thế giới trong tương lai không xa.
Lắp ráp điện tử: từ xuyên lỗ đến SMT
Nếu các tòa nhà trong thành phố nối với nhau bằng những con đường, thì trong một sản phẩm điện tử, các
linh kiện cũng được kết nối nhờ các vi mạch trên bo mạch. Những năm 1950, người ta dùng công nghệ
xuyên lỗ để lắp ráp linh kiện điện tử lên một bo mạch (BM). Theo đó, bề mặt BM được khoan lỗ. Linh kiện
điện tử có chân được cắm xuyên qua lỗ, bẻ gấp chân vào và hàn lại ở mặt bên kia, có thể thực hiện hoàn
toàn thủ công hoặc dùng cánh tay robot giả lập thao tác con người.
Đến thập niên 1980, xuyên lỗ vẫn là công nghệ phổ biến trong lắp ráp điện
tử nhưng tồn tại một số nhược điểm. Kích thước và hình dạng linh kiện khác
nhau nên quy trình cắm cần trật tự cố định, đòi hỏi công nhân phải giàu kinh
nghiệm. Chân linh kiện bẻ gấp tạo mối nối tốt nhưng khó tháo ráp. Mối hàn
khá to, nếu khoảng cách giữa các mối hàn quá gần dễ bị dính nhau, ngược
lại thì BM trở nên to và đắt tiền.
Để đáp ứng yêu cầu đặt ra cho BM thế hệ mới là: càng nhỏ, càng rẻ và càng
tốt, từ sau năm 1980, công nghệ dán bề mặt (SMT - Surface Mount Technology) hay còn gọi là công nghệ
hàn linh kiện bề mặt ra đời, thay thế phương pháp xuyên lỗ và trở thành xu hướng mới trong lắp ráp linh
kiện điện tử.
SMT – Công nghệ dán bề mặt
SMT là công nghệ lắp ráp linh kiện điện tử bằng cách dán trực tiếp linh kiện lên bề mặt BM mà không cần
khoan lỗ.
Linh kiện dùng cho công nghệ SMT gọi là linh kiện dán - SMD (Surface Mount Device). Bất cứ linh kiện
xuyên lỗ nào cũng có linh kiện dán tương ứng. SMD nhỏ và nhẹ, cố định lên BM bằng một chấm kem hàn
rất nhỏ, cho phép tăng mật độ và độ phức tạp của các vi mạch trên BM nhiều lần.
Khi thế hệ linh kiện điện tử to cũ bị thay thế bởi những con chip chỉ nhỏ bằng 1/10 hạt gạo thì công nghệ
6. SMT cũng “soán ngôi” công nghệ xuyên lỗ nhờ tính năng ưu việt của nó:
• Ưu điểm đầu tiên, dễ thấy nhất của SMT là không cần khoan lỗ BM.
• Quá trình tự động hóa cao, có thể tự hiệu chỉnh những lỗi nhỏ gặp phải.
• Có thể gắn linh kiện lên cả hai mặt BM.
• Bền hơn so với xuyên lỗ, đặc biệt trong điều kiện bị rung, lắc, va đập với cường độ không quá cao.
• Giá linh kiện dán rẻ hơn linh kiện xuyên lỗ.
• Năng suất cao và rất linh động khi thay đổi model BM.
• Ưu điểm lớn nhất của SMT vẫn là chế tạo được BM nhỏ gọn với cấu trúc vi mạch phức tạp. Tuy nhiên,
đây cũng là nhược điểm bởi BM quá nhỏ nên khó thao tác hơn.
Nhờ điều khiển, xử lý bằng máy tính hiện đại, các máy SMT ngày nay đảm bảo quá trình tự động hóa cao,
sai sót cực nhỏ, giảm chi phí lao động và tăng năng suất đáng kể. Kích thước và trọng lượng BM nhỏ hơn
từ 2 đến 5 lần so với loại xuyên lỗ, và giảm từ ¼ đến hơn một nửa c hi phí vật liệu. Mặt khác, nếu so sánh
năng suất của một máy xuyên lỗ tự động là 12.000 linh kiện/giờ và một máy SMT gia công trên 42.000 linh
kiện/giờ với sự chính xác gần như tuyệt đối, có thể hình dung SMT như một công nghệ “hái ra tiền”.
Một số ít trường hợp vẫn cần đến phương pháp xuyên lỗ, chủ yếu dùng cho linh kiện kích thước lớn,
thường xuyên chịu áp lực cơ học, có điện áp cao, cần tháo lắp liên tục…Tùy thiết kế BM, người ta có thể
chọn lựa giữa xuyên lỗ và SMT, hoặc kết hợp cả hai phương pháp.
Sơ lược về công nghệ SMT
Nhìn chung, quá trình dán linh kiện lên BM bằng công nghệ SMT gồm 4 bước cơ bản:
1. Quét k em hàn (Solder Paste) lên bề mặt BM ở vị trí cần gắn linh k iện. Kem hàn quét qua lỗ của một mặt
nạ kim loại (metal mask hoặc stencil) được đặt trên BM để tránh dính vào nơi không mong muốn (lỗ trên
mặt nạ kim loại được đục thủng ở ngay vị trí cần dán của BM). Kem hàn có dạng bột nhão, tính bám dính
cao, thành phần thay đổi tùy công nghệ và đối tượng hàn. Sau đó, BM chuyển sang máy gắn lin h kiện.
7. 2. Gắn linh k iện. Máy gắn linh kiện tự động gỡ linh kiện từ băng chuyền hoặc khay và đặt vào vị trí tương
ứng đã được quét kem hàn. Sau khi sấy khô nhanh kem hàn bằng nhiệt hoặc tia UV, BM được lật mặt và
quá trình gắn lặp lại. Khi hoàn tất cả hai mặt, BM chuyển sang lò sấy. Công nghệ SMT mới còn cho phép
gắn linh kiện cùng lúc cả hai mặt
3. Gia nhiệt. Tại lò sấy, BM đi qua các khu vực với nhiệt độ tăng dần để linh kiện có thể thích ứng. Ở nhiệt
độ đủ lớn, kem hàn nóng chảy, dán chặt linh kiện lên BM. BM sau đó được rửa bằng một số hóa chất,
dung môi và nước để làm sạch vật liệu hàn rồi dùng khí nén làm khô nhanh.
4. Kiểm tra và sửa lỗi sản phẩm.
Khó khăn khi ứng dụng vào sản xuất là SMT đòi hỏi sự chính xác tuyệt đối và trình độ quản lý cao trong
quá trình gia công. Đầu tư ban đầu cho máy móc thiết bị cũng tương đối lớn và mất nhiều thời gian, bởi
kích thước linh kiện quá nhỏ, nếu quá trình tự động hóa không đạt chuẩn sẽ gây sai sót lớn và tốn chi phí.
SMT trên thế giới
Theo cơ sở dữ liệu tiếp cận được, sáng chế (SC) đầu tiên về SMT đăng ký năm 1976 nhưng đến năm
1980 SMT mới bắt đầu phổ biến. IBM tiên phong ứng dụng SMT trong lĩnh vực máy tính. Lúc này, phương
pháp xuyên lỗ vẫn được ưa chuộng do dễ hàn và tháo lắp. Hạn chế của chất lượng BM cũng khiến SMT
khó phát triển. Sự ra đời của BM chất lượng cao đã mở rộng thị trường cho SMT từ sau năm 2000.
Do liên hệ chặt chẽ với ngành điện tử, những năm 2008, lĩnh vực SMT chịu ảnh hưởng không nhỏ của
cuộc khủng hoảng kinh tế toàn cầu với số lượng SC sụt giảm khá mạnh. Tuy nhiên, theo báo cáo gần đây
của Electronics. CA. Publications, thị trường SMT đang hồi phục cùng với sự khởi sắc của nền kinh tế,
nhanh chóng thay thế công nghệ xuyên lỗ nhờ đột phá về năng suất và độ tin cậy.
8. Tính đến nay, gần 1.300 SC về SMT trên thế giới hầu hết đăng ký tại Mỹ. Nhiều SC nhất thuộc về những
công ty sản xuất và cung cấp linh kiện điện tử hàng đầu. Trong top 10, đến 8 công ty có trụ sở chính tại Mỹ
(AMP Incorporated, Motorola, IBM, AVX, The Whitaker, Micron Technology, Intel), còn lại của Nhật
(Murata, Nihon Dempa Kogyo) và Anh (GEM Services).
Phân tích theo phân loại SC quốc tế IPC cho thấy 3 hướng nghiên cứu chính về SMT: 19% SC về thiết bị
mạch tích hợp (H01L); 16% SC về màng phim kỹ thuật để sản xuất BM (H05K); khoảng15 % SC về hệ
thống phân phối điện (H01R). Một số hướng nghiên cứu khác là về phương pháp và thiết bị hàn, hợp kim
hàn, ứng dụng SMT trong thiết bị truyền thông, biến áp...
Và tại Việt Nam
Chậm chân hơn các nước khác một chút, tại Việt nam, công nghệ SMT chỉ bắt đầu “sôi động” trong ngành
điện tử từ năm 2008. Một số nhà cung cấp thiết bị SMT tại nước ta hiện nay có: SMT Vietnam, Siemens,
Panasonic, Fuji, Samsung, Matsushita…
Do chi phí đầu tư quá cao, nên thời gian đầu, đa số công ty trong nước chọn cách hợp tác chuyển giao
công nghệ, học hỏi mô hình quản lý từ tập đoàn nước ngoài. Công ty Cổ phần Bóng đèn Điện Quang là
một trong những doanh nghiệp nội địa áp dụng SMT thành công trong sản xuất. Sản phẩm ballast cho đèn
compact dùng công nghệ SMT nhỏ gọn, ít tỏa nhiệt và tăng tuổi thọ thiết bị.
9. Tháng 10 vừa qua, triển lãm lần thứ 5 về công nghiệp phụ trợ do Tổ chức Xúc tiến Thương mại Nhật Bản
(JETRO) và Trung tâm Xúc tiến Thương mại và Đầu tư (ITPC) tổ chức đã giới thiệu một số dây chuyền
SMT công nghệ cao phục vụ ngành điện tử. Theo TS. Trần Quang Hùng – Tổng thư ký Hiệp hội Doanh
nghiệp Điện tử Việt Nam (VEIA), ngành công nghiệp sản xuất linh phụ kiện điện tử Việt Nam phát triển
mạnh mẽ từ năm 2011 và hứa hẹn sẽ tăng gấp đôi doanh thu mỗi năm. Ứng dụng hiệu quả SMT trong sản
xuất sẽ góp phần đáng kể vào lợi ích quốc gia nhờ giảm chi phí nhập khẩu, nâng cao hiệu quả sản xuất và
giá trị sản phẩm.
10. Surface Mount Technology
SMT viết tắt của cụm tư Surface Mount Technology (Công nghệ dán bề mặt), trong kỹ
thuật PCB thì gọi là công nghệ hàn linh kiện dán, từ 2008 công nghệ này đã du nhập vào
Việt Nam và đến nay nó đã phát triển khá rộng lớn theo nhu cầu sản xuất bo mạch dán và yêu
cầu nhỏ gọn của PCB.
Sau đây mình sẽ nói cơ bản một số điều về SMT:
Khái niệm.
Công nghệ hàn linh kiện dán là phương pháp gắn các linh kiện điện tử trực tiếp lên trên bề
mặt của bo mạch (PCB). Các linh kiện điện tử dành riêng cho công nghệ này có tên viết tắt là
SMD. Trong công nghiệp điện tử, SMT đã thay thế phần lớn công nghệ đóng gói linh kiện
trên tấm PCB xuyên lỗ theo đó linh kiện điện tử được cố định trên bề mặt PCB bằng phương
pháp xuyên lỗ và hàn qua các bể chì nóng.
Công nghệ SMT được phát triển vào những năm 1960 và được áp dụng một cách rộng rãi vào
cuối những năm 1980. Tập đoàn IBM của Hoa kỳ có thể được coi là người đi tiên phong trong
việc ứng dụng công nghệ này. Lúc đó linh kiện điện tử phải được gia công cơ khí để đính thêm
một mẩu kim loại vào hai đầu sao cho có thể hàn trực tiếp chúng lên trên bề mặt mạch in.
Kích thước linh kiện được giảm xuống khá nhiều và việc gắn linh kiện lên trên cả hai mặt của
PCB làm cho công nghệ SMT trở lên thông dụng hơn là công nghệ gắn linh kiện bằng phương
pháp xuyên lỗ, cho phép làm tăng mật độ linh kiện. Thông thường, mỗi linh kiện được cố
định trên bề mặt mạch in bằng một diện tích phủ chì rất nhỏ, và ở mặt kia của tấm PCB linh
kiện cũng chỉ được cố định bằng một chấm kem hàn tương tự. Vì lý do này, kích thước vật lý
của linh kiện ngày càng giảm. Công nghệ SMT có mức độ tự động hóa cao, không đòi hỏi
nhiều nhân công, và đặc biệt làm tăng công suất sản xuất.
11. Kỹ thuật hàn Chip ( bao gồm cả tụ, trở, led và các linh kiện cơ bản gọi chung là chip
trong SMT)
Các hãng khác nhau sở hữu những bí quyết và độc quyền công nghệ khác nhau khi chế tạo
các loại máy gắn chíp trên dây truyền SMT. Tuy vậy, những công đoạn từ lúc nạp liệu cho tới
lúc thành phẩm (bo được gắn chíp) thì tương đối giống nhau.
Các công đoạn đó bao gồm:
1. Quét hợp kim hàn (kem hàn) lên trên bo mạch trần vào các vị trí trên đó có mạ sẵn
chân hàn bằng vàng, thiếc-chì, bạc… sử dụng mặt nạ hàn để thực hiện công việc này.
2. Gắn chíp, gắn IC
3. Gia nhiệt – làm mát
4. Kiểm tra và sửa lỗi.
Quét hợp kim hàn ( Thông thường là quét thiếc)
Trên bề mặt mạch in không đục lỗ, ở những nơi linh kiện được gắn vào, người ta đã mạ sẵn
các lớp vật liệu dẫn điện như thiếc-chì, bạc hoặc vàng – những chi tiết này được gọi là chân
hàn (hay lớp đệm hàn). Sau đó, kem hàn, thường thấy dưới dạng bột nhão là hỗn hợp của hợp
kim hàn (có thành phần khác nhau, tùy vào công nghệ và đối tượng hàn) và các hạt vật liệu
hàn, được quét lên trên bề mặt của mạch in. Để tránh kem hàn dính lên trên những nơi
không mong muốn người ta phải sử dụng một dụng cụ đặc biệt gọi mà mặt nạ kim loại (metal
mask – hoặc stencil) làm bằng màng mỏng thép không gỉ trên đó người ta gia công, đục
thủng ở những vị trí tương ứng với nơi đặt chíp trên bo mạch-bằng cách này, kem hàn sẽ được
quét vào các vị trí mong muốn. Nếu cần phải gắn linh kiện lên mặt còn lại của bo mạch, người
ta phải sử dụng một thiết bị điều khiển số để đặt các chấm vật liệu có tính bám dính cao vào
các vị trí đặt linh kiện. Sau khi kem hàn được phủ lên trên bề mặt, bo mạch sẽ được chuyển
sang máy đặt chíp (pick-and-place machine).
12. Hình ảnh máy quét thiếc SMP200 của SAMSUNG
Hình ảnh của mặt nạ hàn hay stencil SMT
Gắn chíp, gắn IC
Các linh kiện SMDs, kích thước nhỏ, thường được chuyển tải tới dây truyền trên băng chứa
(bằng giấy hoặc nhựa) xoay quanh một trục nào đó. Trong khi đó IC lại thường được chứa
13. trong các khay đựng riêng. Máy gắp chip được điều khiển số sẽ gỡ các chip trên khay chứa và
đặt chúng lên trên bề mặt PCB ở nơi được quét kem hàn. Các linh kiện ở mặt dưới của bo
mạch được gắn lên trước, và các chấm keo được sấy khô nhanh bằng nhiệt hoặc bằng bức xạ
UV. Sau đó bo mạch được lật lại và máy gắn linh kiện thực hiện nốt các phần còn lại trên bề
mặt bo.
Hình ảnh và thông số kỹ thuật của một máy gắn chip
Video minh họa quá trình gắn chip.
Gia nhiệt – làm mát
Sau khi quá trình gắp, gắn linh kiện hoàn tất, bo mạch được chuyển tới lò sấy. Đầu tiên các bo
tiến vào vùng sấy sơ bộ nơi mà ở đó nhiệt độ của bo và mọi linh kiện tương đối đồng đều và
được nâng lên một cách từ từ. Việc này làm giảm thiểu ứng suất nhiệt khi khi quá trình lắp
ráp kết thúc sau khi hàn. Bo mạch sau đó tiến vào vùng với nhiệt độ đủ lớn để có thể làm
nóng chảy các hạt vật liệu hàn trong kem hàn, hàn các đầu linh kiện lên trên bo mạch. Sức
căng bề mặt của kem hàn nóng chảy giúp cho linh kiện không lệch vị trí, và nếu như bề mặt
địa lý của chân hàn được chế tạo như thiết kế, sức căng bề mặt sẽ tự động điều chỉnh linh kiện
về đúng vị trí của nó.
Có nhiều kỹ thuật dùng cho việc gia nhiệt, ủ bo mạch sau quá trình gắp, gắn. Những kỹ thuật
mà ta thường gặp sử dụng đèn hồng ngoại, khí nóng. Trường hợp đặc biệt người ta có thể sử
dụng chất lỏng CF4 với nhiệt độ sối lớn. kỹ thuật này được gọi là gia. Phương pháp này đã
không còn là ưu tiên số một khi xây dựng các nhà máy. Hiện nay người ta sử dụng nhiều khí
nitơ cho hoặc khí nén giầu ni-tơ trong các lò ủ đối lưu. Dĩ nhiên, mỗi phương pháp có những
ưu điểm và nhược điểm riêng. Với phương pháp ủ dùng IR, kỹ sư thiết kế phải bố trí linh kiện
trên bo sao cho những linh kiện thấp hơn không rơi vào vùng của các linh kiện cao hơn. Nếu
người thiết kế biết trước được các chu trình nhiệt hoặc quá trình hàn đối lưu thì anh ta sẽ dễ
dàng hơn trong việc bố trí các linh kiện gắn trên bo. Với một số thiết kế, người ta phải hàn thủ
công hoặc lắp thêm các linh kiện đặc biệt, hoặc là tự động hóa bằng cách sử dụng các thiết bị
hồng ngoại tập trung. Sau quá trình hàn các bo mạch phải được “rửa” để gỡ bỏ những phần
vật liệu hàn còn dính trên đó vì bất kỳ một viên vật liệu hàn nào trên bề mặt bo cũng có thể
làm ngắn mạch của hệ thống. Các vật liệu hàn khác nhau được rửa bằng các hóa chất khác
nhau được tẩy rửa bằng các dung môi khác nhau. Phần còn lại là dung môi hòa tan được rửa
bằng nước sạch và làm khô nhanh bằng không khí nén. Nếu không chú trọng tới hình thức và
14. vật liệu hàn không gây hiện tượng ngắn mạch hoặc ăn mòn, bước làm sạch này có thể là
không cần thiết, tiết kiệm chi phí và giảm thiểu ô nhiễm chất thải.
Một loại máy ra nhiệt và làm mát.
Kiểm tra và sửa lỗi
Cuối cùng bo mạch được đưa sang bộ phận kiểm tra quang học để phát hiện lỗi bỏ sót linh
kiện hoặc sửa các lỗivị trí của linh kện. Trong trường hợp cần thiết, chúng ta có thể lắp đặt
thêm một số trạm kiểm tra quang học cho dây truyền công nghệ sao cho có thể phát hiện lỗi
sau từng mỗi công đoạn..
15. (hình ảnh kiểm tra sản phẩm sau quá trình hàn nhiệt bằng X-ray)
Ở công đoạn này chúng ta có thể sử dụng các máy AOI (automated Optical Inspection)
quang học hoặc sử dụng X-ray. Các thiết bị này cho phép phát hiện các lỗi vị trí, lỗi tiếp xúc
của các linh kiện và kem hàn trên bề mặt của mạch in.
Lợi điểm khi sử dụng công nghệ SMT
Linh kiện nhỏ hơn
Cần phải tạo ra rất ít lỗ trong quá trình chế tạo PCB
Quá trình lắp ráp đơn giản hơn
Những lỗi nhỏ gặp phải trong quá trình đóng gói được hiệu chỉnh tự động (sức căng bề
mặt của kem hàn nóng chảy làm lệch vị trí của linh kiện ra khỏi vị trí của chân hàn
trên bo mạch)
Có thể gắn linh kiện lên trên hai mặt của bo mạch
Làm giảm trở và kháng của lớp chì tiếp xúc (làm tăng hiệu năng của các linh kiện cao
tần)
Tinh năng chịu bền bỉ hơn trong điều kiện bị va đập và rung lắc
Giá linh kiện cho công nghệ SMT thường rẻ hơn giá linh kiện cho công nghệ xuyên lỗ
Các hiệu ứng cao tần (RF) không mong muốn ít xảy ra hơn khi sử dụng công nghệ
SMT so với các linh kiện cho dùng công nghệ hàn chì, tạo điều kiện thuận lợi cho việc
dự đoán các đặc tuyến của linh kiện.
Công nghệ SMT ra đời, thay thế dần dần công nghệ đóng gói xuyên lỗ, điều này không có
nghĩa là SMT hoàn toàn lý tưởng. Những điểm cần phải khắc phục ở công nghệ này là quá
trình công nghệ chế tạo SMT công phu hơn nhiều so với việc sử dụng công nghệ đóng gói
xuyên lỗ, đầu tư ban đầu tương đối lớn và tốn thời gian trong việc lắp đặt hệ thống.
Do kích thước linh kiện rất nhỏ, độ phân giải của các linh kiện trên bo là rất cao nên việc
nghiên cứu, triển khai công nghệ này một cách thủ công sẽ làm cho tỷ lệ sai hỏng tương đối
lớn và tốn kém.
Hiện nay các sản phẩm SMT tương đối đa dạng đáp ứng đủ các nhu cầu từ thủ công tới tự
động hóa hoàn toàn. Hầu như các hãng sản xuất thiết bị SMT hàng đầu thế giới đều tham gia
triển lãm lần này như Samsung-SMT, Speedline (Mỹ) hay Juki (Nhật bản). Với sự xuất hiện
của sản phẩm SMT, với xu hướng dịch chuyển đầu tư, Việt Nam chắc chắn sẽ trở thành những
quốc gia có nền công nghiệp điện tử phát triển trong khu vực và trên thế giới trong tương lai
không xa.