Stock levels of meterial by yata veerabrahmam
•
0 likes•758 views

full diagrammatic explanation has been given. my analytical thoughts are also shared.

Recommended
More Related Content
Similar to Stock levels of meterial by yata veerabrahmam
Similar to Stock levels of meterial by yata veerabrahmam (20)
Recently uploaded
Recently uploaded (20)
Stock levels of meterial by yata veerabrahmam
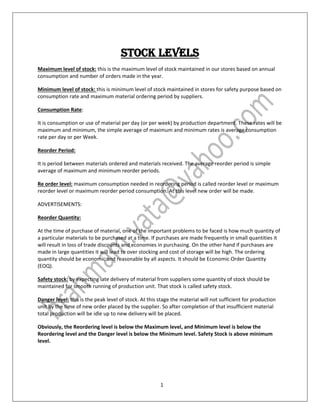
- 1. 1 STOCK LEVELS Maximum level of stock: this is the maximum level of stock maintained in our stores based on annual consumption and number of orders made in the year. Minimum level of stock: this is minimum level of stock maintained in stores for safety purpose based on consumption rate and maximum material ordering period by suppliers. Consumption Rate: It is consumption or use of material per day (or per week) by production department. These rates will be maximum and minimum, the simple average of maximum and minimum rates is average consumption rate per day or per Week. Reorder Period: It is period between materials ordered and materials received. The average reorder period is simple average of maximum and minimum reorder periods. Re order level: maximum consumption needed in reordering period is called reorder level or maximum reorder level or maximum reorder period consumption. At this level new order will be made. ADVERTISEMENTS: Reorder Quantity: At the time of purchase of material, one of the important problems to be faced is how much quantity of a particular materials to be purchased at a time. If purchases are made frequently in small quantities it will result in loss of trade discounts and economies in purchasing. On the other hand if purchases are made in large quantities it will lead to over stocking and cost of storage will be high. The ordering quantity should be economic and reasonable by all aspects. It should be Economic Order Quantity (EOQ). Safety stock: by expecting late delivery of material from suppliers some quantity of stock should be maintained for smooth running of production unit. That stock is called safety stock. Danger level: this is the peak level of stock. At this stage the material will not sufficient for production unit by the time of new order placed by the supplier. So after completion of that insufficient material total production will be idle up to new delivery will be placed. Obviously, the Reordering level is below the Maximum level, and Minimum level is below the Reordering level and the Danger level is below the Minimum level. Safety Stock is above minimum level.
- 2. 2 Levels of Stock Chart by yata veerabrahmam ROQ / (EOQ) Average Stock Level = ½ (Maximum Stock Level + Minimum Stock Level) ------- (1) {Or} Average Stock Level = Minimum Stock Level + ½ Reorder Quantity. ---------- (2) Based on these two equations: ½ (Maximum Stock Level + Minimum Stock Level) = Minimum Stock Level + ½ Reorder Quantity Maximum Stock Level = Minimum Stock Level + Reorder Quantity ----- (3) Minimum Stock Level is mostly near to the safety stock level so if minimum stock is not available we can treat safety stock as minimum stock in that case Therefore, Maximum Stock Level = Safety Stock Level + Reorder Quantity Re Ordering Level Max. Stock Level Avg. Stock Level Re Ordering Level Min. Stock Level Safety stock Danger level
- 3. 3 Safety Stock = (Annual ‘Demand or consumption’/365) x (Maximum Reorder Period – Average Reorder Period) Reorder level or Maximum consumption in reorder period = Maximum rate of consumption × Maximum reorder period Alternatively, it will be = safety stock + lead time consumption Lead time consumption will be = (Annual ‘Demand or consumption’/365) × lead time Average consumption in reorder period = Average rate of consumption × Average reorder period Minimum consumption in reorder period = Minimum rate of consumption × Minimum reorder period Danger level =Minimum rate of consumption × Emergency delivery time We know that Minimum Stock Level = Reorder Level – (Average Rate of Consumption X Average Reorder Period) Or Minimum Stock Level = Reorder Level – Average consumption in reorder period -(4) Based on (3) & (4) Maximum Stock Level = {Reorder Level – (Average Rate of Consumption X Average Reorder Period)} + Reorder Quantity Max. Stock Level = (Reorder Level+ Reorder Quantity) – (Average Rate of Consumption X Average Reorder Period) or Max. Stock Level = (Reorder Level+ Reorder Quantity) – (Average consumption in reorder period) ------->(5) But in our books this formula is written as Max. Stock Level = (Reorder Level + Reorder Quantity) – (Minimum rate of consumption x Minimum reorder period) Re Ordering Level Min. Stock Level Safety stock Danger level
- 4. 4 It will give so much differentiation on value calculation Illustration: Two components A and B are used as follows: Normal usage 50 units per week each Minimum usage 25 units per week each Maximum usage 75 units per week each Reorder Quantity A 300 units; B 500 units Reorder Period A 4 to 6 weeks, B 2 to 4 weeks Calculate for each components: (a) Reorder level, (b) Minimum Level, (c) Maximum level, (d) Average Stock Level. Solution: (a) Reorder Level = Maximum Rate of Consumption x Maximum Reorder Period. A = 75 x 6 = 450 units B = 75 x 4 = 300 units (b) Minimum Level = Reorder Level – (Average Rate of consumption x Average Reorder Period) A = 450 – (50 x 5) = 200 units B = 300 – (50 x 3) = 150 units (c) Maximum Stock Level = (Reorder Level + Reorder Quantity) – (Minimum Consumption Rate x Minimum Reorder Period) A = (450 + 300) – (25 x 4) = 650 units B = (300 + 500) – (25 x 2) = 750 units (d) Average Stock Level = (Maximum Stock Level + Minimum Stock Level)/2 A = (650 + 200)/2 = 425 units B = (750 + 150)/2 = 450 units Average Stock Level can also be calculated by the formula. Minimum Stock Level + ½ of Reorder Quantity A = 200 + ½ x 300 = 350 units B = 150 + ½ x 500 = 400 units In this solution calculation of average stock level in two different methods shown two different values. Because hear Maximum Stock Level is calculated by the formula
- 5. 5 = (Reorder Level + Reorder Quantity) – (Minimum Consumption Rate x Minimum Reorder Period) If we use the formula = (Reorder Level + Reorder Quantity) – (Average Consumption Rate x Average Reorder Period) The two methods will show same results Solution 2: (c) Maximum Stock Level = (Reorder Level + Reorder Quantity) – (Average Consumption Rate x Average Reorder Period) A = (450 + 300) – (50 x 5) = 500 units B = (300 + 500) – (50 x 3) = 650 units (d) Average Stock Level = (Maximum Stock Level + Minimum Stock Level)/2 A = (500 + 200)/2 = 350 units B = (650 + 150)/2 = 400 units Average Stock Level can also be calculated by the formula. Minimum Stock Level + ½ of Reorder Quantity A = 200 + ½ x 300 = 350 units B = 150 + ½ x 500 = 400 units