The document discusses various equipment used in screen printing, including:
- Photo emulsion, which hardens when exposed to UV light to create stencils on screens.
- Squeegees, which are used to push ink through screens to produce consistent results.
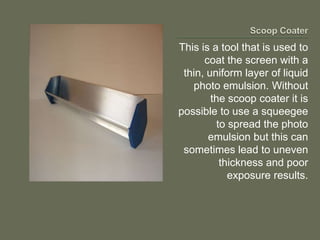
- Scoop coaters, which spread photo emulsion in a thin, even layer on screens.
- Film positives, which are opaque artworks used to expose screens.
- UV light sources needed to expose emulsion and create stencils.
- Clamps and tapes used to prepare screens for printing.



















































![EDDI - Business Technologies [Secure Solutions for the Future]](https://cdn.slidesharecdn.com/ss_thumbnails/siaeddienweb-110915035629-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)












































