This curriculum vitae is for Muhammad Bilal Memon. He has a BA in Business Management from the University of Gloucestershire in England and pre-BBA diplomas from Herriot Watt University. His work experience includes positions as an HR Assistant Officer and Shareholder at B.S. Industries Pvt Ltd in Karachi, Pakistan from 2014 to present; co-owner and business analyst at Computer King in Karachi from 2014 to present; and assistant manager at House of Leather in London, England from 2010 to 2013. He also has computer skills in MS Office, Oracle ERP, and accounting software.
This document discusses several edtech tools that were presented at the Edtech 2015 conference in Charleston, South Carolina. It describes Today, a collaboration tool that allows for 140-character messages to give quiet students a voice. It also mentions Front Row-Math, Newsela, and Plicker - tools that include a cube creator, trading card maker, story mapping, formative assessments without devices, and easy classroom engagement. The document provides links and ideas for using these tools to check understanding, create collaborative stories, and focus more on teaching.
The education system in the Netherlands has several stages. Preschool is optional for children ages 3-4 and focuses on play-based learning. Elementary school is compulsory for ages 4-12 and students are grouped by age or knowledge. Secondary education has three paths - pre-vocational education focused on technology and careers; senior general secondary education; and pre-university education preparing students for higher education. Higher education includes universities of applied sciences and research universities offering bachelor's and master's degrees, as well as an Open University for adult learners. The Netherlands' education system emphasizes more choices for students, attention to individual abilities, practical work experience, and schooling through age 18.
This document discusses the importance of designing cities and spaces with human needs in mind. It argues that many public spaces in cities, like plazas and streets, are designed without considering human scale or how people will use and interact in those spaces. As a result, people create their own informal spaces that better meet their needs. However, some cities are now trying to address this issue by redesigning streets and public spaces to prioritize pedestrians over vehicles and include seating, greenery, and other amenities that encourage human use and interaction. The document examines how "human space" is about more than just the physical dimensions and can include social and community aspects as well.
This document discusses target audiences for films based on graphs of viewer demographics and preferences. It finds that action films are popular among males over 35 in social classes C1 and C2. Additionally, over 20% of the general public consider action their favorite genre, and action/adventure films are the most wanted genre for future films according to the data. Therefore, the document concludes that action movies have wide appeal and are in high demand.
Preventive Maintenance on Operating SystemsMarek Majtan
The document discusses various methods for preventative maintenance and security of operating systems. It describes creating system repair disks and automatic backups, monitoring performance, and optimizing startup processes and software updates. It also addresses malware threats and recommends keeping anti-malware software up to date. Finally, it discusses antivirus software, spyware, adware and various tools for detecting and removing threats.
This curriculum vitae is for Muhammad Bilal Memon. He has a BA in Business Management from the University of Gloucestershire in England and pre-BBA diplomas from Herriot Watt University. His work experience includes positions as an HR Assistant Officer and Shareholder at B.S. Industries Pvt Ltd in Karachi, Pakistan from 2014 to present; co-owner and business analyst at Computer King in Karachi from 2014 to present; and assistant manager at House of Leather in London, England from 2010 to 2013. He also has computer skills in MS Office, Oracle ERP, and accounting software.
This document discusses several edtech tools that were presented at the Edtech 2015 conference in Charleston, South Carolina. It describes Today, a collaboration tool that allows for 140-character messages to give quiet students a voice. It also mentions Front Row-Math, Newsela, and Plicker - tools that include a cube creator, trading card maker, story mapping, formative assessments without devices, and easy classroom engagement. The document provides links and ideas for using these tools to check understanding, create collaborative stories, and focus more on teaching.
The education system in the Netherlands has several stages. Preschool is optional for children ages 3-4 and focuses on play-based learning. Elementary school is compulsory for ages 4-12 and students are grouped by age or knowledge. Secondary education has three paths - pre-vocational education focused on technology and careers; senior general secondary education; and pre-university education preparing students for higher education. Higher education includes universities of applied sciences and research universities offering bachelor's and master's degrees, as well as an Open University for adult learners. The Netherlands' education system emphasizes more choices for students, attention to individual abilities, practical work experience, and schooling through age 18.
This document discusses the importance of designing cities and spaces with human needs in mind. It argues that many public spaces in cities, like plazas and streets, are designed without considering human scale or how people will use and interact in those spaces. As a result, people create their own informal spaces that better meet their needs. However, some cities are now trying to address this issue by redesigning streets and public spaces to prioritize pedestrians over vehicles and include seating, greenery, and other amenities that encourage human use and interaction. The document examines how "human space" is about more than just the physical dimensions and can include social and community aspects as well.
This document discusses target audiences for films based on graphs of viewer demographics and preferences. It finds that action films are popular among males over 35 in social classes C1 and C2. Additionally, over 20% of the general public consider action their favorite genre, and action/adventure films are the most wanted genre for future films according to the data. Therefore, the document concludes that action movies have wide appeal and are in high demand.
Preventive Maintenance on Operating SystemsMarek Majtan
The document discusses various methods for preventative maintenance and security of operating systems. It describes creating system repair disks and automatic backups, monitoring performance, and optimizing startup processes and software updates. It also addresses malware threats and recommends keeping anti-malware software up to date. Finally, it discusses antivirus software, spyware, adware and various tools for detecting and removing threats.
This short document promotes creating presentations using Haiku Deck, a tool for making slideshows. It encourages the reader to get started making their own Haiku Deck presentation and sharing it on SlideShare. In a single sentence, it pitches the idea of using Haiku Deck to easily design presentations.
Daniel Matros is applying for a producer position. He has a background in game development and has worked at EA and DICE where he led teams and delivered projects on time. He is ambitious, innovative, and enjoys solving problems from different angles. He works well independently and in teams. He is looking for a job without rigid 9-5 hours and prefers a positive work environment that encourages creativity, experimentation, and caring for employees.
Oculus VR presented on their company history, products, finances, and future plans. They started in 2012 with a successful Kickstarter campaign for their Oculus Rift headset and were later acquired by Facebook for $2 billion. Their portfolio now includes the Oculus Rift headset, Oculus Touch motion controllers, and Oculus Gear portable headset. They have widespread developer adoption, huge financial backing from Facebook, and an exceptional team which they believe will lead them to success in virtual and augmented reality.
The CPU, or central processing unit, is the brain of the computer that performs essential functions like fetching instructions, decoding instructions, executing instructions, and writing outputs back to memory. It has a clock that synchronizes its internal logic units and determines its processing speed. CPUs can have multiple cores and require compatible software to take advantage of parallel processing. They generate a lot of heat during operation and require cooling methods like fans or liquid cooling. When selecting or upgrading a CPU, users must check the motherboard compatibility and consider factors like the core count and clock speed. Common CPU problems include overheating, improper installation, and incompatibility issues that can be troubleshooted through diagnostic checks.
hii guys this is my ongoing presentation from my speciality class i hope u guys lije that please so i hope it is been useful for u in ur specialities by getting little help with that
This short document promotes creating presentations using Haiku Deck, a tool for making slideshows. It encourages the reader to get started making their own Haiku Deck presentation and sharing it on SlideShare. In a single sentence, it pitches the idea of using Haiku Deck to easily design presentations.
Daniel Matros is applying for a producer position. He has a background in game development and has worked at EA and DICE where he led teams and delivered projects on time. He is ambitious, innovative, and enjoys solving problems from different angles. He works well independently and in teams. He is looking for a job without rigid 9-5 hours and prefers a positive work environment that encourages creativity, experimentation, and caring for employees.
Oculus VR presented on their company history, products, finances, and future plans. They started in 2012 with a successful Kickstarter campaign for their Oculus Rift headset and were later acquired by Facebook for $2 billion. Their portfolio now includes the Oculus Rift headset, Oculus Touch motion controllers, and Oculus Gear portable headset. They have widespread developer adoption, huge financial backing from Facebook, and an exceptional team which they believe will lead them to success in virtual and augmented reality.
The CPU, or central processing unit, is the brain of the computer that performs essential functions like fetching instructions, decoding instructions, executing instructions, and writing outputs back to memory. It has a clock that synchronizes its internal logic units and determines its processing speed. CPUs can have multiple cores and require compatible software to take advantage of parallel processing. They generate a lot of heat during operation and require cooling methods like fans or liquid cooling. When selecting or upgrading a CPU, users must check the motherboard compatibility and consider factors like the core count and clock speed. Common CPU problems include overheating, improper installation, and incompatibility issues that can be troubleshooted through diagnostic checks.
hii guys this is my ongoing presentation from my speciality class i hope u guys lije that please so i hope it is been useful for u in ur specialities by getting little help with that
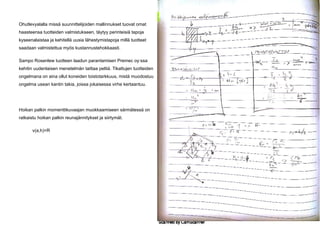
1. Ohutlevyalalla missä suunnittelijoiden mallinnukset tuovat omat
haasteensa tuotteiden valmistukseen, täytyy perinteisiä tapoja
kyseenalaistaa ja kehitellä uusia lähestymistapoja millä tuotteet
saadaan valmistettua myös kustannustehokkaasti.
Sampo Rosenlew tuotteen laadun parantamisen Premec oy:ssa
kehitin uudenlaisen menetelmän taittaa peltiä. Tikattujen tuotteiden
ongelmana on aina ollut koneiden toistotarkkuus, mistä muodostuu
ongelma usean kantin takia, joissa jokaisessa virhe kertaantuu.
Hoikan palkin momenttikuvaajan muokkaamiseen särmätessä on
ratkaistu hoikan palkin reunajännitykset ja siirtymät.
v(a,h)=R
2. Palkin siirtymä myötörajalle on ratkaistu ja esitetty alla olevassa
kuvaajassa. Koneen toistotarkkuus on esitetty pinnalla:
v(a,h)=0.002
mistä huomataan, että oikealla alaterän valinnalla päästään
tarkempiin tuotteisiin kun koneen toistotarkkuus riittää tarkkaan
särmäämiseen. Pinnan v(a,h)=0.002 yläpuolella on oikeat valinnat
ainevahvuudelle ja uraleveydet toistotarkkuus huomioiden.
3. Tässä on todistettu matemaatisesti se ilmiö, mikä huomaataan
särmätessä pyöristyksiä tuotteisiin tikkaamalla. Normaaleilla terillä
tuotteen tekeminen järkevästi ei ollut mahdollista, koska jokaisesta
tuotteesta tuli erilainen mikä vaati paljon käsin korjausta ja osittain
korjausohjelmaa tuotteen muokkaamista laadultaan hyväksyttävään
muotoon.
Menetelmäni eroaa alalla jo olevista menetelmistä, joissa särmätään
normaalin pistevoimasta aiheutuvan momenttikuvaajan turvin siinä,
että menetelmälläni voidaan muodostaa erilaisia momenttikuvaajia
kuten oikealla muistiinpanoissa on nähtävissä.
Alalla olisi kysyntää terille, joilla voidaan muodostaa erilaisia
momenttikuvaajia tuotteita valmistettaessa.