Industry 4.0 integrates advanced computing technology into manufacturing, transforming processes for improved decision-making and productivity. Key technologies include IoT, big data analytics, advanced robotics, and 3D printing, which collectively enhance operational efficiency and customer experience. This digitalization enables real-time data insights and collaborative environments across the supply chain for better market responsiveness.



![RGBSI © Copyright 2020. All Rights Reserved | Industry 4.0 4
Internet of Things:
[IoT]
The application of advanced computing technology
to networked electronic devices with embedded
sensors.
Smart Sensors:
A device that uses a transducer to collect a specific
type of data from a physical environment (outside or
inside).
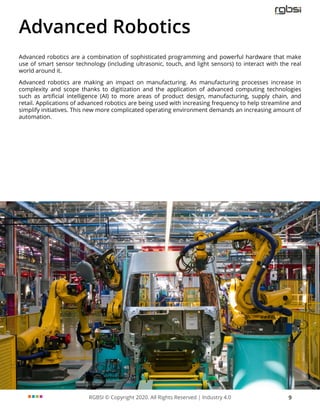
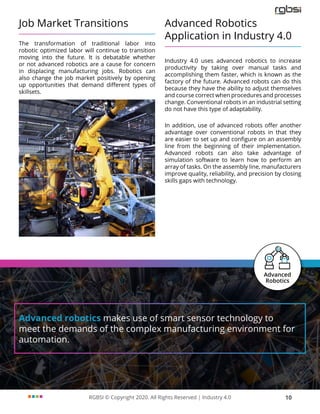
Advanced Robotics:
A combination of sophisticated programming
and powerful hardware that makes use of sensor
technology to interact with the real world around it.
Big Data Analytics:
The use of advanced computing technologies on huge
data sets to discover valuable correlations, patterns
trends, and preferences for better business decisions.
3D Printing:
The manufacturing of objects by computer controlled
robots that deposit layers of material to form an object
from a computer-aided design (CAD).
Augmented Reality:
[AR]
The use of advanced computing and a combination
of optical hardware components to overlay digital
images or 3D models onto the physical world.
Cloud Computing:
The use of high bandwidth networks to perform
computing tasks on a networked server rather than a
local machine.
Location Tracking:
The application of advanced computing technologies
to locate, track, and record the movement of people
and objects.
Machine Learning:
[ML]
The application of algorithms and statistical models
used in advanced computing to perform a specific
task without programmed instructions.
Predictive Maintenance:
The continuous or periodic monitoring and evaluation
of the condition of industrial equipment while it is in
use.
Quantum Computing:
A sophisticated mix of hardware and software
that performs predictive calculations based on the
probability of information received instead of after
the fact calculations via traditional computers.](https://image.slidesharecdn.com/rgbsiindustry4-230520134619-420562db/85/RGBSI-Industry-4-0-Whitepaper-3-10-20-pdf-4-320.jpg)