Modul Pelatihan Sebagai Fitter dalam industri Galangan Kapal
membahas standar keselamatan kerja, alat yang digunakan, standar internasional yang menjadi rujuka, contoh dari good and bad practice
For internal referenceonly, not for external distribution without permission
SAFETY & DISCIPLINE
KESELAMATAN & KEDISIPLINAN
3.
3
APD (Alat PelindungDiri)
Minimum required PPE in shipyard Above 1.8 Meter wajib pakai full body harness.
4.
4
Safety Induction
Setiap karyawanwajib mengikuti induksi keselamatan sebelum bergabung bekerja di Paxocean.
Semua karyawan yang aktif di Paxocean wajib mengikuti kursus penyegaran induksi keselamatan setahun sekali.
5.
5
Confined Space Induction
Setiapkaryawan yang kerja di ruangan terbatas wajib mengikuti Training “Confined Space” dan yang jaga
manhole wajib mengikuti training “attendance confined space”.
6.
6
Penerapan aturan barumengharuskan semua pegawai yard
dan subcontractor untuk mematuhi kebijakan terkait
pembatasan pergerakan selama jam kerja sebagai mana
yang tercantum
Key Points:
• Pembatasan pergerakan berlaku untuk semua area
operasional sebagaimana diuraikan dalam memo.
• Peraturan ini bertujuan untuk meningkatkan keselamatan,
disiplin, dan koordinasi lintas departemen.
• Ketidakpatuhan dapat mengakibatkan tindakan disipliner.
Action Required:
• Semua supervisor dan foreman harus memberi
pengarahan kepada tim mereka tentang kebijakan baru.
• Pastikan perencanaan dan alokasi tugas yang tepat untuk
mematuhi pembatasan waktu pergerakan.
• Semua pergerakan harus dilaporkan kepada supervisor
SAFETY & DISCIPLINE
Implementation of New Workforce Movement
Regulation
7.
7
SAFETY & DISCIPLINE
Sisakawat las, bekas piringan gerinda, slag hasil pengelasan
harus selalu di bersihkan. Sebelum melakukan pekerjaan dan
setelah melakukan pekerjaan area kerja harus bersih
8.
8
Lakukan pembuangan sampahpada tempat sampah yang
sesuai dengan peruntukkannya. Setiap sampah memiliki
cara penganannya tersendiri, ketidak patuhan pada prosedur
ini dapat mengakibatkan pencemaran lingkungan
SAFETY & DISCIPLINE
9.
9
SAFETY & DISCIPLINE
Kenaliwarna dari setiap jalur pipa dan hose yang ada di
dalalam workshop, pengunaan pipe line yang salah dapat
berakibat pada kerusakan peralatan dan kecelakaan kerja
Biru tua = Oksigen
Merah = Acytylene
Quick connector
Hitam = CO2
10.
10
Setiap Alat pengangkatanharus memiliki warna yang
sesuai dengan tanggal penggunaan, warna yang sesuai
memastikan bahwa barang tersebut telah diinspeksi oleh
orang yang berwewenang. Pengunaan alat yang tidak
sesuai berakibat pada pengenaan sanksi dan resiko
kecelakaan
SAFETY & DISCIPLINE
11.
11
Untuk memastikan areamerokok digunakan dengan benar,
berikut adalah beberapa petunjuk di area merokok untuk
perokok.
• Dilarang Merokok di pagar penghalang
• Perokok maksimal 5 orang di dalam pagar penghalang
dan hanya diperbolehkan merokok selama 5 menit
• Tidak seorang pun boleh merokok di sepanjang jalur atau
lorong menuju atau dari area merokok yang telah
ditentukan, dan di atas kapal reparasi dan kapal baru
seperti Area Dermaga Apung, Area Penyimpanan Barang
Berbahaya, dan Area Lainnya yang dilarang merokok
• Dilarang membuang sampah sembarangan dan selalu
menjaga kebersihan tempat merokok
• Jangan membuang puntung rokok langsung ke laut
• Dilarang membawa makanan dan minuman (Hanya untuk
Merokok)
• Pelanggaran akan dikenakan sanksi disiplin dan Surat
Panggilan
SAFETY & DISCIPLINE
13
Pekerjaan Bahaya ResikoPengendalian
Gerinda shell plat, di dek/ dalam tangki/
workshop
Partikel logam yang terbang
Cedera mata, cedera wajah / kerusakan
pada peralatan stationer / material
Gunakan topeng wajah & kacamata
Gerinda shell plat, di dek/ dalam tangki/
workshop
Debu & partikel metal Terhirup
Ventilasi yang baik, penggunaan
masker pelindung
Memotong pelat kulit, tangki
penyimpanan
Selang gas / udara & kabelkabel
Tersandung, terinjak, atau terbentur
selang udara, selang gas pecah,
kebakaran, kebocoran gas, dan
terbakar.
Tekanan Oksigen dan Asetilen masing-
masing tidak boleh melebihi 100 psi dan
15 psi. Tangani selang dengan benar,
periksa sambungan kopling sebelum
digunakan, dan pastikan selang bebas
dari kebocoran sebelum memulai
pekerjaan. Selang yang rusak harus
diisolasi dan dikirim ke toko untuk
diperbaiki.
Memotong pelat kulit, tangki
penyimpanan
Memangkas dan membersihkan bekas
potongan.
Kebakaran, ledakan, jatuhnya pelat atau
logam cair menimpa diri sendiri atau
pekerja di bawahnya, menghalangi
akses personel, material terayun
menghantam personel, luka bakar,
memar, atau bahkan kematian, serta
kerusakan pada peralatan stasioner
atau material.
Periksa semua peralatan sebelum
digunakan. Selalu menjaga jarak aman
dari titik pemotongan dan pegang obor
dengan kedua tangan saat memotong.
Amankan material yang dipotong agar
tidak terjatuh atau terjatuh
menggunakan metode yang sesuai,
seperti chain block atau perangkat
mekanis lainnya
ANALISA RESIKO (RISK ASSESMENT)
14.
14
Pekerjaan Bahaya ResikoPengendalian
Memotong pelat kulit, tangki
penyimpanan
Pembersihan mulut stang potong.
Partikel asing yang masuk ke mata
dapat menyebabkan cedera, gangguan
penglihatan, atau bahkan kebutaan
Selang harus dicabut dari stang
sebelum diibersihkan, pelindung mata
harus dipakai dengan benar
Proses Gouging Menggunakan
Peralatan Las dan Perlatan Injeksi
Udara
Kebisingan Tingkat Tinggi yang
Berbahaya
Kehilangan pendengaran, Tinitus,
Stress
Diwajibkan menggunakan alat
perlindung pendengaran didalam
Workshop/tempat kerja. Tukang las dan
orang yang bekerja di area dengan
tingkat kebisingan yang tinggi harus
menggunakan alat pelindung
pendengaran.
Penggunaan perlengkapan Gas Cutting/
Cropping
Peralatan bekerja
Ledakan, kebakaran, sengatan listrik,
kerusakan peralatan/ bahan stasioner
Jangan menggunakan korek api untuk
menyalakan cutting torch, gunakan alat
pemantik api yang standard untuk
cutting torch. Jauhkan alat dan
perlengkapan gas cutting/alat potong
dari bahan mudah terbakar.Gantungkan
kabel dan selang pada cable hanger
untuk menghindari kerusakan pada
kabel. Lakukakan pemeriksaan secara
berkala oleh petugas yang memenuhi
kualifikasi untuk memeriksa gas
cutting/cropping. Peralatan harus
diperiksa, kabel dan selang harus dalam
kondisi yang baik dan taka da
kebocoran. Tempatkan gas pada posisi
yang telah ditentukan
ANALISA RESIKO (RISK ASSESMENT)
15.
15
ANALISA RESIKO (RISKASSESMENT)
Risk assessment sudah dipasang di beberapa area workshop dan jetty
16.
For internal referenceonly, not for external distribution without permission
DEFINITION & REFERENCE
PENGERTIAN DAN REFERENSI
17.
17
Lingkup Pekerjaan
Fitter merupakanseseorang yang membantu
proses persiapan material sebelum sebuah part
dilas. proses ini meliputi proses pemotongan,
pembuatan bevel dan pemasangan
For internal referenceonly, not for external distribution without permission
TOOLS
Peralatan
22.
22
Nama alat KegunaanSOP
Waterpass
memastikan
kerataan benda
- Cek kondisi alat dengan
master waterpass
Penggaris siku Pengukur sudut 90o - Cek sudut pengaris
- Cek kejelasan angka
Meteran Mengukur jarak
- kalibrasi meteran dengan
master
- Cek kejelasan angka
Kapur besi Memberi tanda - Cek kondisi kapur
PERALATAN KERJA (WORKING TOOLS)
23.
23
Nama alat KegunaanSOP
Welding Gauge
mengukur sudut
bevel dan tinggi
welding cap
- Kalibrasi alat dengan master
welding gauge
Penggaris sudut
Membuat garis
dengan sudut
tertentu
- Cek sudut pengaris
- Cek kejelasan angka
Taper Gauge
Mengukur jarak gap
bevel
- kalibrasi alat dengan master
taper gauge
Cylinder
container
Menjaga agar
tabung gas tidak
jatuh
- container harus di uji beban 1
tahun sekali
PERALATAN KERJA (WORKING TOOLS)
24.
24
Nama alat KegunaanSOP
Cutting Torch Memotong besi
- Pastikan alat di inspeksi 1
bulan sekali
- Cek kondisi alat setiap kali
ingin bekeraj
Arrestor
Flashback
Mencegah api
tersulut masuk
kedalam selang
- pastikan arrestor terpasang
pada ujung tabung dan ujung
cutting torch
Nozzle
cleaner
Membersihkan
cutting nozzle bila
tersumbat
- Pastikan fitter memiliki nozzle
cleaner setiap hari, Ganti bila
tidak layak pakai
Pressure
Regulator
Menunjukkan
tekanan pada
tabung
- Pastikan alat di inspeksi 1
bulan sekali
- Cek kondisi alat setiap kali
ingin bekeraj
PERALATAN KERJA (WORKING TOOLS)
26
Nama alat KegunaanSOP
Sarung Tangan
kulit
Menjaga tangan dari
panas dan sengatan
listrik
- Pastikan sarung tangan
masih layak untuk di pakai
Face Shield
Menjaga mata dari
percikan api
- pastikan face shield masih
layak untuk di pakai
welding mask /
masker las
Menjaga muka dan
mata dari cahaya
yang mucul saat
pengelasan
-pastikan weld mask masih layak
untuk di pakai
Gerinda Tangan
Memotong /
menghaluskan
permukaan
- Alat harus diinspeksi 1 bulan
sekali
Peralatan Cuting, Beveling dan Fiting
27.
27
Nama alat KegunaanSOP
Hand Cutting
Memotong profile /
pelat pendek
- Alat harus diinspeksi 1 bulan
sekali
gas cutting
carriage
Membuat bevel /
memotong pelat
secara lurus
- Alat harus diinspeksi 1 bulan
sekali
Magnetic gas
cutting
Membuat bevel /
memotong pelat
secara lurus
- Alat harus diinspeksi 1 bulan
sekali
Plasma Cutting memotong pelat
- Alat harus diinspeksi 6 bulan
sekali
Peralatan Cuting, Beveling dan Fiting
28.
28
Nama alat KegunaanSOP
Chain blok &
Lever hoist
Mengangkat /
menarik benda
- Alat harus diinspeksi fisik
setiap 4 bulan dan menganti
colour code
- Alat harus diuji beban setiap
6 bulan / setiap memulai
project baru
palu Memukul
- Gagang palu harus terbuat
dari karet atau kayu, tidak
boleh besi
hydraulic /
manual jack
Mendongkrak
benda
- Alat harus diinspeksi setiap 6
bulan / setiap memulai project
baru
Welding square
Mengunci sudut
pelat saat fit up
- Cek kondisi alat sebelum
digunakan
Peralatan Cuting, Beveling dan Fiting
29.
29
Nama alat KegunaanSOP
Tali kapur Menandai benda - cek kondisi alat
Center punch Menandai benda - cek kondisi alat
Shackle
penyambung pad
eye dengan sling,
memastikan tali
dalam sudur yang
sesuai
- Alat harus diinspeksi 4
bulan sekali
Tali sling Mengikat benda
- Alat harus diinspeksi 4 bulan
sekali
Peralatan Cuting, Beveling dan Fiting
30.
30
Nama alat KegunaanSOP
FCAW (Flux
Cored Arc
Welding
Untuk mengelas
- Cek WPS (Amphere, jenis
electrode)
- Mesin harus diinspeksi per 6
bulan
- Pastikan tanggal inspeksi
mesin masih berlaku
SMAW (Shielded
Metal Arch
Welding)
Untuk Mengelas
- Cek WPS (Amphere, jenis
electrode)
- Mesin harus diinspeksi per 6
bulan
- Pastikan tanggal inspeksi
mesin masih berlaku
Peralatan Cuting, Beveling dan Fiting
34
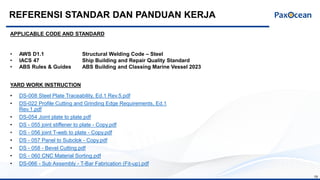
PENGELOMPOKKAN DAN PENDISTRIBUSIANMATERIAL
1. Tulis nama part dan flow code pada material sesuai dengan
informasi yang tertera pada gambar nesting, data yang di tulis
meliputi nomor plat, kode bevel, plate extra dst.
2. Separate and sort the materials based on sequence., pisahkan
dan kelompokkan material berdasarkan urutan
pengerjaan/pemasangan
3. Kelompokkan material berdasarkan nomor block dan jadikan
pada 1 tempat.
4. Pisahkan material berdasarkan kode aliran (flow code) (SA, PA,
BA, PB)
5. Setelah material di kelompokkan susun material pada pallet
untuk memudahkan distribusi pelat, mencegah pelat hilang,
dan memastikan tempat kerja tetap rapih
6. Setelah material di kelompokkan berdasarkan nama proyek,
block dan urutan pemasangan. Semua material harus di catat
dan didokumentasikan pada form penyerahan material
(Material Handover)
7. Form material hand over harus ditandatangani oleh pihak
material control/PIC dan pihak penerima material pada masing-
masing daerah agar form material handover bisa dianggap sah
8. Untuk informasi lebih detail dapat merujuk link berikut
• Work Instructions - CNC Material Sorting.pdf
• Work Instructions - CNC Material Distribution.pdf
35.
35
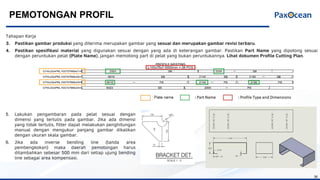
PEMOTONGAN PROFIL
1. Pastikantipe dan jumlah dari material yang dibutuhkan. Informasi
ini dapat dilihat pada dokumen Profile Cutting Plan. gambar tersebut
secara jelas menerangkan jenis profile, grade dan apakah material
yang digunakan merupakan material baru atau merupakan remnant
material (material yang sudah setengah dipakai)
2. Perhatikan detail yang diberikan pada Gambar Sketsa Profil. Ini termasuk berbagai simbol dan notasi, serta spesifikasi relevan lainnya.
Guide for end cutting of stiffeners
Inverse bending table information (sample)
Symbol representation Profile Information (Sample)
Profile Sketch / Cutting Detail
36.
36
PEMOTONGAN PROFIL
Tahapan Kerja
3.Pastikan gambar produksi yang diterima merupakan gambar yang sesuai dan merupakan gambar revisi terbaru.
4. Pastikan spesifikasi material yang digunakan sesuai dengan yang ada di keterangan gambar. Pastikan Part Name yang dipotong sesuai
dengan peruntukan pelat (Plate Name), jangan memotong part di pelat yang bukan peruntukannya. Lihat dokumen Profile Cutting Plan.
5. Lakukan pengambaran pada pelat sesuai dengan
dimensi yang tertulis pada gambar. Jika ada dimensi
yang tidak tertulis, fitter dapat melakukan penghitungan
manual dengan mengukur panjang gambar dikalikan
dengan ukuran skala gambar.
6. Jika ada inverse bending line (tanda area
pembengkokan) maka daerah pemotongan harus
ditambahkan sebesar 500 mm dari setiap ujung bending
line sebagai area kompensasi.
37.
37
PEMOTONGAN PROFIL
7. Pelatyang akan dipotong harus diletakkan di atas jig/platform kerja,
pelat harus di stabilkan dengan diberikan penyangga (Support). (Lihat
gambar). Pemotongan langsung di lantai tidak diperbolehkan
8. Lakukan pengrindaan pada permukaan hasil pemotongan, permukaan
yang tidak rata akan membuat hasil pengelasan menjadi buruk.
Lakukan pembuatan bevel jika dipersyaratkan oleh gambar.
9. Pelat yang sudah dipotong diberikan kode nama, perbarui data list
material yang telah dipotong agar tidak melakukan pemotongan
berulang
10. Lakukan pengecekan kelengkapan potongan pelat
38.
38
PEMOTONGAN PROFIL
1. GunakanCutting torch radius/holder untuk melakukan
pemotongan part dengan bentuk lingkaran
2. Untuk pemotongan lurus diatas kapal gunakan batang magnet
lurus.
3. Kehalusan bekas pemotongan harus mengikuti standar kekasaran
permukaan hasil pemotongan sebagai berikut:
39.
39
IDENTIFIKASI MATERIAL
Heat Number
•Heat No. engraved/stamped on the steel plate to be encircled before tracing by the Hull Supervisor and maintain
document.
Nomor identifikasi yang di stamp di plate harus dilingkari/di tandai sebelum di tracing oelh Hull Supervisor dan di
dokumentasikan dengan baik
• Material received without proper certification shall be set aside and not to be consumed unless all required certificates are
obtained and verified to be in order.
Material tanpa identifikasi yang jelas harus di asingkan dan tidak boleh di pergunakan sampai semua persyaratan termasuk
material certifikat terpenuhi
Transfer Heat Number
Each time you cut a part,
transfer the heat number
on to the part with a
paint pen
Setiap pemotongan ke
bagian yang lebih kecil
maka pindahkan nomor
identifikasi
menggunakan paint pen
40.
40
PEMBUATAN BEVEL
1. CekKeterangan sudut dan jenis bevel pada gambar
2. Letak kan alat automatic gas cutting pada permukaan
pelat yang ingin di bevel. Buat dudukan untuk mesin jika
lebar pelat tidak mencukupi.
3. Posisikan sudut torch sesuai dengan sudut bevel
4. Lakukan proses beveling, awasi proses beveling agar
tidak terjadi penyimpangan dari jalur yang telah
ditentukan
5. Lakukan pengecekan sudut bevel menggunakan welding
gauge. Ukuran bevel normal berkisar 35 – 45 derajat
6. Lakukan pengerindaan pada permukaan hasil
pemotongan, permukaan yang tidak rata akan membuat
hasil pengelasan menjadi buruk.
42
JOINT TYPE
Butt adalahjenis sambungan di mana dua potong
logam disambungkan bersama-sama sepanjang satu
bidang. Teknik ini umumnya digunakan karena
kemampuannya untuk menciptakan sambungan yang
kuat dan mulus yang dapat menahan tekanan dan
tegangan yang signifikan.
Las fillet merupakan jenis las yang digunakan
untuk menyambung 2 potongan logam dengan
membuat penampang segitiga pada
perpotongannya.
43.
43
Welding Procedure Specification(WPS)
43
WPS sample, every fitter shall understand and comply all
the parameter base on WPS.
Contoh WPS, semua fitter harus mengerti and mematuhi semua
parameter yang di tetapkan di WPS
Fit-up
Proper gap and bevel angle to be maintained in Fit-up as
per approved WPS.
Gap dan sudut miring harus sesuai dengan yang di tetapkan di WPS
46
IACS 47 Standard
-Tebal pelat ≤ 13 mm menggunakan bevel
model 1
- Tebal pelat 14 - 19 mm menggunakan bevel
model 2
- Tebal pelat ≥ 20 mm menggunakan bevel
model 3
- Untuk FCAW welding dengan backing ceramic
menggunakan bevel model 1
- Untun SMAW welding dengan full penetrasi
menggunakan bevel model 2
50
fitter harus memeriksadan memastikan tekanan gas cukup sebelum memulai pemotongan atau pembuatan bevel
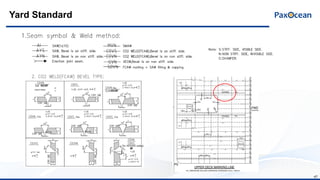
Workmanship standard
51.
51
Plate to PlateJoint
Bad Fit up
Fit up tidak baik
Good Fit up
Fit up yang baik
52.
52
1. Pastikan areafit up datar dan tidak bergelombang
2. Pastikan Panjang setiap material telah sesuai
dengan desain, jika ada ketidak sesuaian pastikan
masih berada dalam rentang toleransi
3. Lakukan pengecekan kelurusan komponen material
secara vertical, horizontal dan pada sumbu putar.
Lakukan penyesuai posisi material jika tidak lurus
4. Lakukan pembersihan pada area welding root,
bersihkan debu, ketidak rataan dan bekas coret -
coretan
5. Lakukan teck weld dengan las SMAW atau FCAW,
Panjang tack weld sekitar 35 - 50 mm dan jarak
antar tack weld sekitar 400 - 500 mm. kualitas
pengelasan tack weld harus sama dengan
pengelasan final
Fit up
54
WELDING ELECTRODE HANDLING
1.Welding electrode harus dipastikan tetap hangat, menyimpan welding electrode di tempat yang lembab/udara bebas tidak diperbolehkan
2. Sebelum digunakan welding electrode harus dipanaskan terlebih dahulu di oven kurang lebih selama 2 jam
3. Setelah dipanaskan di oven, welding electrode harus di simpan holding oven dan baru dikeluarkan Ketika benar-benar ingin digunakan
4. Pastikan Electrode quiver (tabung penyimpan electrode) berada dalam kondisi yang baik, kabel harus selalu terhubung dengan sumber Listrik
untuk menjaga suhu dari welding electrode
5. Electroda hanya boleh di simpan di quiver selama 4 jam, jika ada elektroda yang tidak terpakai maka harus dikembalikan ke dalam holding oven
disertai pernyataan bahwa electrode masih dalam kondisi yang baik dan tidak lembab
6. Jika Electroda lembab maka electrode perlu untun di pangang ulan di baking oven.
Baking oven Holding oven
X X X
55.
55
1. Perhatikan gambarstruktur dengan baik terlebih
dahulu sebelum menyusun pelat. Pastikan nomor
pelat, ketebalan, mutu, dan susunan pelat sesuai
dengan gambar.
2. Pastikan sisi pelat lurus (90 derajat) untuk
menghindari munculnya celah saat proses
penyambungan pelat akibat sisi pelat tidak lurus
(miring) saat dipotong dengan CNC
3. Pelat dengan ketebalan ≥ 20 mm harus dibevel
sebelum disambung. Detail bevel mengacu pada
Gambar Struktur 2D, Buku Detail Struktur Standar,
dan Spesifikasi Prosedur Pengelasan (WPS).
4. Sambungan ujung pelat dengan ketebalan yang
berbeda harus dichamfer (lingkaran merah) terlebih
dahulu. Detail chamfer mengacu pada Buku Detail
Struktur Standar
5. Gunakan alat chain block untuk menarik pelat. Jika
ukuran pelat terlalu besar, pekerja dapat
menggunakan alat pengait tambahan atau
memasang pad eye sementara. Jangan
menggunakan pad eye sementara terlalu banyak
karena dapat menyebabkan kerusakan atau bekas
pada material jika pad eye tidak dilepaskan dengan
benar (gambar 1)
Plate to Plate Joint
56.
56
6. Sebelum melakukanpengelasan, pastikan celah antar pelat masih
dalam toleransi, pasang support pengunci pada sisi pelat (gambar
1)
7. Lakukan pengelasan dengan benar. Ukuran tack weld sekitar 35 - 50
mm dengan jarak 400 – 500 mm
8. Untuk area pengelasan kecil sebaiknya diberi penyangga (gambar 1)
9. Setelah semua pelat disambung, periksa dimensi keseluruhannya
10. Setelah sambungan pelat ke pelat terpasang, pasang blok batu atau
pemberat pada pelat. (gambar 2)
11. Pastikan strong back yang digunakan sudah cukup kuat untuk
menghindari deformasi, pakai strong back yang dipotong oleh CNC.
Jangan menggunakan strong back yang terlalu kecil atau tipis
karena akan mudah patah dan menyebabkan distorsi pelat. (Gambar
3).
12. Las harus dimulai dari 100 mm sebelum lajur las utama, gunakan
run of tab jika diperlukan
Plate to Plate Joint
57.
57
Strong back harusdipasang dari sisi
dalam kapal utamanya dalam
pembangunan kapal baru, hal ini
untuk mengurangi material damage
pada side shell dan memudahkan
penggunaan magnetic weliding jika
diinginkan
58.
58
Plate to PlateJoint
Run on/off tabs untuk
pengelasan SAW minimal
adalah 100x100mm
Run on/off tab untuk pengelasan
FCAW minimal adalah 50x50mm
60
Workmanship standard
Proses fabrikasidi workshop harus menggunkan gas N98, gas harus
dipasang ke manifold pipa yang ada di workshop.
Semua hose harus dilepas setiap kali waktu beristirahat
Setiap kali memakai manifold gas harus memasang flashback arrestor dan
memastikan bahwa alat tersebut memiliki stiker inspeksi yang masih berlaku.
Air sabun harus selalu tersedia pada manifold, setiap orang yang ingin
mengunakan manifold harus melakukan pengecekan kebocoran menggunakan
air sabun
61.
61
Workmanship standard
Saat melepastemporary
support atau pad eye
menggunakan gas cutting /
gauging sisakan 2 – 3 mm,
lalu ratakan dengan gerinda.
Melepas support dengan
cara dipalu tidak
diperbolehkan, karena dapat
merusak base material
62.
62
Workmanship standard
Fitter harusmengikuti ketentuan standar kualitas saat melakukan fit up untuk pembuatan
scallop yang berada diatas lajur las atau 2 lajur las yang berdekatan/bersingungan
63.
63
Workmanship standard
While requiredto prepare
scallop/rat hole fitter shall
use a template to mark and
cut them. Fitter harus
menggunakan cetakan/mal
saat membuat lubang
scallop/rat hole
64.
64
Workmanship standard
Saat memperbaruipelat jenis apapun itu, harus mengikuti aturan yang dipersyaratkan oleh
standar internasional, informasi mengenai ukuran radius harus tersedia