Maintenance PM inspection vs Operator PM inspection
•
3 likes•1,122 views

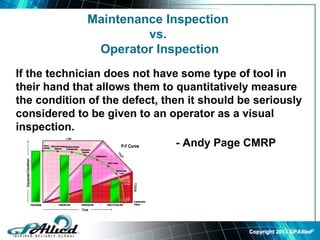
If the technician does not have some type of tool in their hand that allows them to quantitatively measure the condition of the defect, then it should be seriously considered to be given to an operator as a visual inspection.
Report
Share
Report
Share
Recommended
Rcm
Reliability Centered Maintenance (RCM) is a logical approach developed in the 1960s that helps companies improve equipment reliability by determining potential failure modes and maintenance plans. RCM analyzes a system's functions, potential failures, and failure effects to develop a maintenance plan. Implementing RCM increases maintenance effectiveness by ensuring the right type and frequency of maintenance, and increases efficiency by comparing maintenance costs to equipment downtime costs. RCM also provides benefits like upskilling maintenance technicians and operators through cross-training on equipment operation and failure analysis.
Gates Belts PM Manual
Gates shares Maintenance Best Practices in V-Belt Maintenance. Check it out, it may impact equipment reliability quickly.
Two Unforgivable Sins of a Reliability Professional
The two unforgivable sins should open your eyes. It hit me in the face hard. These two sins should not be allowed in any organization. These sins we must be considered unacceptable and actions taken to mitigate / eliminate these sins. What would be the appropriate actions to take? What ideas do you have to eliminate these two sins?
Asset Reliability
“A Proactive Reliability Process is a supply chain. If a step in the process is skipped, or performed at a substandard level, the process creates defects known as failures. The output of a healthy reliability process is optimal asset reliability at optimal cost.”
by Ron Thomas, former Reliability Director, Dofasco Steel, Hamilton, Ontario
WARNING - Maintainable Equipment in this Area
What is our job in Maintenance, To Maintain, however if the equipment is not maintainable you cannot Maintain it. Use this sign on equipment once it has been made Maintainable. See the affect.
Tungsten University: Zero-Downtime Maintenance And Schema Operations
Do you know how to do rolling maintenance on your database hosts so you can make changes without stopping applications? How about upgrading schema and applications themselves? Tungsten clusters have a host of features that can help you with everything from basic administration to complex application upgrades. This webinar shows you the different types of administration you need to perform and introduce the procedures to perform them without application downtime.
Course Topics
• What is rolling maintenance
• How to perform simple maintenance on hosts
• How to plan, test, and perform a MySQL version upgrade
• Standard SQL schema upgrade patterns and how to do them with zero downtime
• Combining SQL schema and application code upgrades
• Structuring applications to make zero-downtime upgrade work better
• Backing out of failed upgrade or maintenance
Operations Excellence P-F Curve Interpretations
The document discusses preventive maintenance strategies for equipment using condition-based monitoring checks. It outlines the costs and timelines associated with reactive maintenance when failures are detected versus proactive maintenance when degradation is identified and repairs are scheduled preemptively. Detecting potential failures early allows repairs to be scheduled before production is impacted and unexpected breakdowns occur, reducing costs and downtime compared to reactive maintenance once signs of failure appear.
Work Processing - Planning and Scheduling
This is a great process map of how planning and scheduling should work. This was provided by my friend Nasser Khalaf in Qatar. Great engineer.
Recommended
Rcm
Reliability Centered Maintenance (RCM) is a logical approach developed in the 1960s that helps companies improve equipment reliability by determining potential failure modes and maintenance plans. RCM analyzes a system's functions, potential failures, and failure effects to develop a maintenance plan. Implementing RCM increases maintenance effectiveness by ensuring the right type and frequency of maintenance, and increases efficiency by comparing maintenance costs to equipment downtime costs. RCM also provides benefits like upskilling maintenance technicians and operators through cross-training on equipment operation and failure analysis.
Gates Belts PM Manual
Gates shares Maintenance Best Practices in V-Belt Maintenance. Check it out, it may impact equipment reliability quickly.
Two Unforgivable Sins of a Reliability Professional
The two unforgivable sins should open your eyes. It hit me in the face hard. These two sins should not be allowed in any organization. These sins we must be considered unacceptable and actions taken to mitigate / eliminate these sins. What would be the appropriate actions to take? What ideas do you have to eliminate these two sins?
Asset Reliability
“A Proactive Reliability Process is a supply chain. If a step in the process is skipped, or performed at a substandard level, the process creates defects known as failures. The output of a healthy reliability process is optimal asset reliability at optimal cost.”
by Ron Thomas, former Reliability Director, Dofasco Steel, Hamilton, Ontario
WARNING - Maintainable Equipment in this Area
What is our job in Maintenance, To Maintain, however if the equipment is not maintainable you cannot Maintain it. Use this sign on equipment once it has been made Maintainable. See the affect.
Tungsten University: Zero-Downtime Maintenance And Schema Operations
Do you know how to do rolling maintenance on your database hosts so you can make changes without stopping applications? How about upgrading schema and applications themselves? Tungsten clusters have a host of features that can help you with everything from basic administration to complex application upgrades. This webinar shows you the different types of administration you need to perform and introduce the procedures to perform them without application downtime.
Course Topics
• What is rolling maintenance
• How to perform simple maintenance on hosts
• How to plan, test, and perform a MySQL version upgrade
• Standard SQL schema upgrade patterns and how to do them with zero downtime
• Combining SQL schema and application code upgrades
• Structuring applications to make zero-downtime upgrade work better
• Backing out of failed upgrade or maintenance
Operations Excellence P-F Curve Interpretations
The document discusses preventive maintenance strategies for equipment using condition-based monitoring checks. It outlines the costs and timelines associated with reactive maintenance when failures are detected versus proactive maintenance when degradation is identified and repairs are scheduled preemptively. Detecting potential failures early allows repairs to be scheduled before production is impacted and unexpected breakdowns occur, reducing costs and downtime compared to reactive maintenance once signs of failure appear.
Work Processing - Planning and Scheduling
This is a great process map of how planning and scheduling should work. This was provided by my friend Nasser Khalaf in Qatar. Great engineer.
Pulling an Elephant
If one person tries to pull an elephant, they fail. If we all pull on the rope we can pull that elephant anywhere we want.
Tool Box Talk - Resolving Hydraulic Leaks
How many organizations accept Hydraulic Leaks because they do not understand how hydraulic leaks is a major source of contamination to any hydraulic system. Use this Tool Box Talk to educate your maintenance staff.
PACE: Process and Critical Equipment Conference in Dubai, Sept 24-25
PACE: Process and Critical Equipment
The key to optimising asset performance efficiency and management is by integrating the equipments,
processes and people.
Join me for a great learning experience. I will be the keynote and will presenting a paper as well. We have some great talent attending, see you in Dubai.
Elements Of Root Cause Analysis
This document outlines the key elements used in a root cause analysis (RCA). It describes four levels of causes - physical, human, systemic, and latent. For each level it indicates what is affected, what drives it, and example markers. The physical level relates to equipment and is driven by practices, with defects and failures as markers. The human level relates to personnel capabilities driven by awareness, desire, knowledge, abilities, and resources. The systemic level relates to circumstances driven by performance standards and standardized processes and procedures. The latent level relates to organizational behaviors driven by attitudes and values.
TAT ACE SBS Failure Root Cause Analysis
This document provides an A3 report format for analyzing and improving the seat structure of a 2013 Tata Ace vehicle to meet strength requirements. The problem is that the current seat structure fails physical seat back strength testing and does not meet the required +20% strength in computer analysis. The report outlines modifying the seat structure to withstand higher torque levels in both computer modeling and physical testing, with no parts exceeding plastic strain limits or breaking during testing.
KPI Users Group- Failure Reports, Session 2_Dec09 Ajc[1]
These are the slides from the December session from the KPI Users Group - Session 2 of Failure Reporting. Check these awesome slides out.
Why People do not understand the P-F Curve
Why do people not understand the P-F Curve? At a recent maintenance function, I asked 70 maintenance and reliability professionals how many of them had heard of the P-F Curve and only about 10% stated they had. From that 10%, only 1% felt like they truly understood it. This was shocking to me. I assumed everyone had heard about the P-F Curve and its intent.
The intent of the P-F Curve is to illustrate how equipment fails and how early detection of a failure provides time to plan and schedule the replacement or restoration of a failing part without interruption to production or operations.
Once you understand the P-F or PF Curve you will have a better awareness of how equipment fails.
Inspection, Testing and Maintenance of fire pump
This Presentation will explain you about the Fire Pump Inspection, Testing and Maintenance as per the NFPA Standard also the type of pumps
Skills of a Proactive Maintenance Technician
This document outlines the key knowledge, skills, and responsibilities required of proactive maintenance technicians. It discusses topics like maintenance best practices, preventive and predictive maintenance, planning and scheduling, execution, safety compliance, technical knowledge, and leadership. The document emphasizes that technicians should have defined roles and responsibilities, follow repeatable processes, and use metrics to monitor performance and drive improvement. Overall, it provides a comprehensive overview of the requirements to be a successful proactive maintenance technician.
Day in the Life (DILO) of a Proactive Maintenance Manager
Having experience as a Maintenance Manager and Maintenance Consultant I wrote this article. The one Maintenance Manager that inspired me the most was Rick Mullen, former Engineering and Maintenance Manager at Anheuser Busch, who by far the #1 Maintenance Manager I ever met.
Day in the Life of a Proactive Maintenance Planner
What does a "Day in the Life of a Proactive Maintenance Planner" look like. This article was writen based on my experience at Alcoa Mt Holly (Certified as World Class Maintenance).
Day in the life of a Proactive Maintenance Supervisor
A proactive maintenance supervisor's day involves:
1. Updating the equipment status and production schedule and ensuring technicians are prepared and assigned to the correct work.
2. Visiting job sites to check on work and ensure no problems will delay the maintenance schedule.
3. Validating work order documentation and codes are accurate before closing out work orders from the previous day.
How to know if your maintenance planning and scheduling is not effective
Many times companies have Maintenance Planning and Scheduling however it is not effective as they like it to be. This article helps anyone who is struggling the Planning and Scheduling with a few ideas.
If you have questions email me at rsmith@worldclassmaintenance.org
Day in the life of a Proactive Maintenance Supervisor
Ever wondered what a "Day in the Life of a Proactive Maintenance Supervisor". Checkout this article and see how it matching where you are. If you have questions send Ricky an email to rsmith@worldclassmaintenance.org
Day in the Life of a Proactive Maintenance Technician Article
A proactive maintenance technician is a highly trained professional who is an expert in his or her skills area, has knowledge of other skills areas, including safety and production, and has a desire to learn more. This professional knows and can
implement a failure-modes driven maintenance strategy for any piece of equipment.
A proactive maintenance technician uses knowledge and experience to ensure the maintenance process is optimized by making constructive recommendations to
management concerning improvement areas.
To ensure success, a proactive maintenance technician is proactive in everything he or she does. This person constantly reviews information to ensure procedures are accurate and issues are resolved quickly and does what is required to ensure the work is repeatable. Such a professional leads by example and takes responsibility for training new employees on how to be a proactive and effective maintenance technician.
Best Maintenance Repair Practices Article
The document discusses best maintenance repair practices and identifies issues that commonly prevent organizations from following them. It finds that 70% of equipment failures are self-induced due to maintenance personnel not knowing or following basic maintenance practices. Surveys showed over 90% of maintenance personnel lacked complete mechanical maintenance fundamentals. The document outlines best practices such as taking a proactive rather than reactive approach, ensuring maintenance personnel have requisite skills, and providing discipline and direction to follow practices. It recommends organizations identify whether issues exist, determine the causes, provide training to change maintenance culture, and develop a proactive maintenance strategy to implement changes and measure financial gains from following best practices.
Tool Box Talk - Maintenance Parts Checkout
The objective of the Parts Checkout process to ensure the right part is in stock when required by Maintenance / Operations to provide Production with Reliable Assets.
> Parts / Material Checkout Guiding Principles:
•All parts/material used for an asset will be charge to the asset via a Work Order
•No blanket work orders – blanket work orders lead to lack of failure information due to failure threads of like parts/material
•Overnight ordering of parts is an exception and not the general rule
•The Materials Management Process will be managed with Leading and Lagging KPIs
... and so much more
Tool Box Talk - Lubrication of Bearings
Best Maintenance Lubrication Practices are essential to
optimal life for ball and rolling element bearings.
There are four factors that are important when
lubricating bearings:
1. What type of lubrication?
2. How much lubrication?
3. How frequently should lubrication be applied?
4. How should the lubrication be applied to ensure
contamination control?
... and so much more covered on this document
Tool Box Talk - Maintenance Planning and Scheduling
Maintenance Planning and Scheduling is critical to success of any Maintenance Organization resulting in a significant increase in Wrench-time (Hands on Tool Time). Planning and Scheduling are two distinct functions which are dependent on each other.
Top 7 Reasons why Maintenance Work Orders are Closed Out Accurately
Closing out work orders accurately is critical for leadership to make the “right decisions at the right time with accurate data” and it can only occur if work orders are “Closed with the Right Information/Data”.
If metrics and Key Performance Indicators are so important where are people pulling the data from without their work orders having the right data on them when they are closed into that dark hole called the CMMS or EAM.
Without good data you are lost and probably are making decisions based on passion and not facts.
Tool Box Talk - How to Stop Hydraulic Leaks and Why
Very few organizations pay attention to hydraulic leaks and how they can impact production capacity, asset reliability, and reactivity when a mitigation strategy is in place.
This Tool Box Talk may help you take that next step.
Maintenance of Hydraulic Systems
Most companies spend a lot of money training their maintenance personnel to troubleshoot a hydraulic system.
If we focused on preventing system failure then we could spend less time and money on troubleshooting a hydraulic system. We normally except hydraulic system failure rather than deciding not to except hydraulic failure as the norm. Let’s spend the time and money to eliminate hydraulic failure rather than preparing for failure.
More Related Content
Viewers also liked
Pulling an Elephant
If one person tries to pull an elephant, they fail. If we all pull on the rope we can pull that elephant anywhere we want.
Tool Box Talk - Resolving Hydraulic Leaks
How many organizations accept Hydraulic Leaks because they do not understand how hydraulic leaks is a major source of contamination to any hydraulic system. Use this Tool Box Talk to educate your maintenance staff.
PACE: Process and Critical Equipment Conference in Dubai, Sept 24-25
PACE: Process and Critical Equipment
The key to optimising asset performance efficiency and management is by integrating the equipments,
processes and people.
Join me for a great learning experience. I will be the keynote and will presenting a paper as well. We have some great talent attending, see you in Dubai.
Elements Of Root Cause Analysis
This document outlines the key elements used in a root cause analysis (RCA). It describes four levels of causes - physical, human, systemic, and latent. For each level it indicates what is affected, what drives it, and example markers. The physical level relates to equipment and is driven by practices, with defects and failures as markers. The human level relates to personnel capabilities driven by awareness, desire, knowledge, abilities, and resources. The systemic level relates to circumstances driven by performance standards and standardized processes and procedures. The latent level relates to organizational behaviors driven by attitudes and values.
TAT ACE SBS Failure Root Cause Analysis
This document provides an A3 report format for analyzing and improving the seat structure of a 2013 Tata Ace vehicle to meet strength requirements. The problem is that the current seat structure fails physical seat back strength testing and does not meet the required +20% strength in computer analysis. The report outlines modifying the seat structure to withstand higher torque levels in both computer modeling and physical testing, with no parts exceeding plastic strain limits or breaking during testing.
KPI Users Group- Failure Reports, Session 2_Dec09 Ajc[1]
These are the slides from the December session from the KPI Users Group - Session 2 of Failure Reporting. Check these awesome slides out.
Why People do not understand the P-F Curve
Why do people not understand the P-F Curve? At a recent maintenance function, I asked 70 maintenance and reliability professionals how many of them had heard of the P-F Curve and only about 10% stated they had. From that 10%, only 1% felt like they truly understood it. This was shocking to me. I assumed everyone had heard about the P-F Curve and its intent.
The intent of the P-F Curve is to illustrate how equipment fails and how early detection of a failure provides time to plan and schedule the replacement or restoration of a failing part without interruption to production or operations.
Once you understand the P-F or PF Curve you will have a better awareness of how equipment fails.
Inspection, Testing and Maintenance of fire pump
This Presentation will explain you about the Fire Pump Inspection, Testing and Maintenance as per the NFPA Standard also the type of pumps
Viewers also liked (8)
PACE: Process and Critical Equipment Conference in Dubai, Sept 24-25
PACE: Process and Critical Equipment Conference in Dubai, Sept 24-25
KPI Users Group- Failure Reports, Session 2_Dec09 Ajc[1]
KPI Users Group- Failure Reports, Session 2_Dec09 Ajc[1]
More from Ricky Smith CMRP, CMRT
Skills of a Proactive Maintenance Technician
This document outlines the key knowledge, skills, and responsibilities required of proactive maintenance technicians. It discusses topics like maintenance best practices, preventive and predictive maintenance, planning and scheduling, execution, safety compliance, technical knowledge, and leadership. The document emphasizes that technicians should have defined roles and responsibilities, follow repeatable processes, and use metrics to monitor performance and drive improvement. Overall, it provides a comprehensive overview of the requirements to be a successful proactive maintenance technician.
Day in the Life (DILO) of a Proactive Maintenance Manager
Having experience as a Maintenance Manager and Maintenance Consultant I wrote this article. The one Maintenance Manager that inspired me the most was Rick Mullen, former Engineering and Maintenance Manager at Anheuser Busch, who by far the #1 Maintenance Manager I ever met.
Day in the Life of a Proactive Maintenance Planner
What does a "Day in the Life of a Proactive Maintenance Planner" look like. This article was writen based on my experience at Alcoa Mt Holly (Certified as World Class Maintenance).
Day in the life of a Proactive Maintenance Supervisor
A proactive maintenance supervisor's day involves:
1. Updating the equipment status and production schedule and ensuring technicians are prepared and assigned to the correct work.
2. Visiting job sites to check on work and ensure no problems will delay the maintenance schedule.
3. Validating work order documentation and codes are accurate before closing out work orders from the previous day.
How to know if your maintenance planning and scheduling is not effective
Many times companies have Maintenance Planning and Scheduling however it is not effective as they like it to be. This article helps anyone who is struggling the Planning and Scheduling with a few ideas.
If you have questions email me at rsmith@worldclassmaintenance.org
Day in the life of a Proactive Maintenance Supervisor
Ever wondered what a "Day in the Life of a Proactive Maintenance Supervisor". Checkout this article and see how it matching where you are. If you have questions send Ricky an email to rsmith@worldclassmaintenance.org
Day in the Life of a Proactive Maintenance Technician Article
A proactive maintenance technician is a highly trained professional who is an expert in his or her skills area, has knowledge of other skills areas, including safety and production, and has a desire to learn more. This professional knows and can
implement a failure-modes driven maintenance strategy for any piece of equipment.
A proactive maintenance technician uses knowledge and experience to ensure the maintenance process is optimized by making constructive recommendations to
management concerning improvement areas.
To ensure success, a proactive maintenance technician is proactive in everything he or she does. This person constantly reviews information to ensure procedures are accurate and issues are resolved quickly and does what is required to ensure the work is repeatable. Such a professional leads by example and takes responsibility for training new employees on how to be a proactive and effective maintenance technician.
Best Maintenance Repair Practices Article
The document discusses best maintenance repair practices and identifies issues that commonly prevent organizations from following them. It finds that 70% of equipment failures are self-induced due to maintenance personnel not knowing or following basic maintenance practices. Surveys showed over 90% of maintenance personnel lacked complete mechanical maintenance fundamentals. The document outlines best practices such as taking a proactive rather than reactive approach, ensuring maintenance personnel have requisite skills, and providing discipline and direction to follow practices. It recommends organizations identify whether issues exist, determine the causes, provide training to change maintenance culture, and develop a proactive maintenance strategy to implement changes and measure financial gains from following best practices.
Tool Box Talk - Maintenance Parts Checkout
The objective of the Parts Checkout process to ensure the right part is in stock when required by Maintenance / Operations to provide Production with Reliable Assets.
> Parts / Material Checkout Guiding Principles:
•All parts/material used for an asset will be charge to the asset via a Work Order
•No blanket work orders – blanket work orders lead to lack of failure information due to failure threads of like parts/material
•Overnight ordering of parts is an exception and not the general rule
•The Materials Management Process will be managed with Leading and Lagging KPIs
... and so much more
Tool Box Talk - Lubrication of Bearings
Best Maintenance Lubrication Practices are essential to
optimal life for ball and rolling element bearings.
There are four factors that are important when
lubricating bearings:
1. What type of lubrication?
2. How much lubrication?
3. How frequently should lubrication be applied?
4. How should the lubrication be applied to ensure
contamination control?
... and so much more covered on this document
Tool Box Talk - Maintenance Planning and Scheduling
Maintenance Planning and Scheduling is critical to success of any Maintenance Organization resulting in a significant increase in Wrench-time (Hands on Tool Time). Planning and Scheduling are two distinct functions which are dependent on each other.
Top 7 Reasons why Maintenance Work Orders are Closed Out Accurately
Closing out work orders accurately is critical for leadership to make the “right decisions at the right time with accurate data” and it can only occur if work orders are “Closed with the Right Information/Data”.
If metrics and Key Performance Indicators are so important where are people pulling the data from without their work orders having the right data on them when they are closed into that dark hole called the CMMS or EAM.
Without good data you are lost and probably are making decisions based on passion and not facts.
Tool Box Talk - How to Stop Hydraulic Leaks and Why
Very few organizations pay attention to hydraulic leaks and how they can impact production capacity, asset reliability, and reactivity when a mitigation strategy is in place.
This Tool Box Talk may help you take that next step.
Maintenance of Hydraulic Systems
Most companies spend a lot of money training their maintenance personnel to troubleshoot a hydraulic system.
If we focused on preventing system failure then we could spend less time and money on troubleshooting a hydraulic system. We normally except hydraulic system failure rather than deciding not to except hydraulic failure as the norm. Let’s spend the time and money to eliminate hydraulic failure rather than preparing for failure.
PM Tool Box Talk 101 - Fundamentals of Preventive Maintenance
Preventive Maintenance - Actions performed on a time- or machine-run-based schedule that detect, preclude, or mitigate degradation of a component or system with the aim of sustaining or extending its useful life through controlling degradation to an acceptable level. (Definition Source: SMRP Best Practices)
How to Develop an Effective Maintenance Skills Training Program
Maintenance Skills Training for industry is a hot subject right now. In many areas of the country, companies are competing for skilled maintenance personnel.
“A Deloitte study found that the skills gap may leave an estimated 2.4 million positions unfilled between 2018 and 2028, with a potential economic impact of $2.5 trillion”
The skill level of the maintenance personnel in most companies is well below what industry would say is acceptable. In the past, I have been involved with the assessment of the skill level for hundreds of maintenance personnel in the U.S. and Canada and found 80% of the people assessed scored less than 50% of where they need to be in the basic technical skills to perform their jobs. The literacy level of maintenance personnel is also a problem. In some areas of the United States we find that up to 40% of maintenance personnel in a plant are reading below the eighth grade level. After performing the Gunning FOG index, we find the reading level for mechanical maintenance personnel should be the twelfth year level and electrical maintenance personnel the fourteenth year level (associate degree).
What is Lean Maintenance
Much has been written about lean manufacturing and the lean enterprise—enough that nearly all readers are familiar with the concepts as well as the phrases themselves. But what about lean maintenance?
Is it merely a subset of lean manufacturing? Is it a natural fall-in-behind spinoff result of adopting lean manufacturing practices?
Much to the chagrin of many manufacturing companies, whose attempts at implementing lean practices have failed ignominiously, lean maintenance is neither a subset nor a spinoff of lean manufacturing. It is instead a prerequisite for success as a lean manufacturer. This article will explain why.
Best Maintenance Repair Practices
The document discusses best maintenance repair practices and identifies that 70% of equipment failures are self-induced due to a lack of following these practices. Surveys found that 30-50% of failures are from a lack of basic maintenance knowledge by personnel, and another 20-30% are from personnel who have skills but do not follow practices. Most maintenance personnel lack complete basic mechanical maintenance fundamentals. The article then outlines some best practices, such as taking a proactive rather than reactive approach and ensuring personnel have the proper skills. Not following these practices can significantly impact a company's bottom line through things like reduced production capacity. The reasons companies often do not follow best practices include a reactive culture, unskilled personnel, a lack of discipline
PM Tool Box Talk 101 - Fundamentals of Preventive Maintenance
This document provides information on preventive maintenance and steps to improve a preventive maintenance program. It begins with a definition of preventive maintenance as actions taken on a scheduled basis to detect and mitigate system degradation. It then announces a workshop on preventive maintenance fundamentals. The fundamentals discussed are focusing preventive maintenance procedures on specific failure modes and including instructions, specifications, and space for recording condition findings and recommendations. It recommends including failure history when assigning work orders and investigating root causes for critical failures between maintenance cycles. Finally, it outlines six steps to take if preventive maintenance is not meeting expectations, starting with acknowledging the problem and creating an optimization team.
Day in the Life of (DILO) of a Proactive Maintenance Technician
Every wondered what the life of a Proactive Maintenance Technician looks like. This article was written based on my experience as a Proactive Maintenance Technician.
More from Ricky Smith CMRP, CMRT (20)
Day in the Life (DILO) of a Proactive Maintenance Manager
Day in the Life (DILO) of a Proactive Maintenance Manager
Day in the Life of a Proactive Maintenance Planner
Day in the Life of a Proactive Maintenance Planner
Day in the life of a Proactive Maintenance Supervisor
Day in the life of a Proactive Maintenance Supervisor
How to know if your maintenance planning and scheduling is not effective
How to know if your maintenance planning and scheduling is not effective
Day in the life of a Proactive Maintenance Supervisor
Day in the life of a Proactive Maintenance Supervisor
Day in the Life of a Proactive Maintenance Technician Article
Day in the Life of a Proactive Maintenance Technician Article
Tool Box Talk - Maintenance Planning and Scheduling
Tool Box Talk - Maintenance Planning and Scheduling
Top 7 Reasons why Maintenance Work Orders are Closed Out Accurately
Top 7 Reasons why Maintenance Work Orders are Closed Out Accurately
Tool Box Talk - How to Stop Hydraulic Leaks and Why
Tool Box Talk - How to Stop Hydraulic Leaks and Why
PM Tool Box Talk 101 - Fundamentals of Preventive Maintenance
PM Tool Box Talk 101 - Fundamentals of Preventive Maintenance
How to Develop an Effective Maintenance Skills Training Program
How to Develop an Effective Maintenance Skills Training Program
PM Tool Box Talk 101 - Fundamentals of Preventive Maintenance
PM Tool Box Talk 101 - Fundamentals of Preventive Maintenance
Day in the Life of (DILO) of a Proactive Maintenance Technician
Day in the Life of (DILO) of a Proactive Maintenance Technician
Maintenance PM inspection vs Operator PM inspection
- 1. Copyright 2013 GPAllied© Maintenance Inspection vs. Operator Inspection If the technician does not have some type of tool in their hand that allows them to quantitatively measure the condition of the defect, then it should be seriously considered to be given to an operator as a visual inspection. - Andy Page CMRP