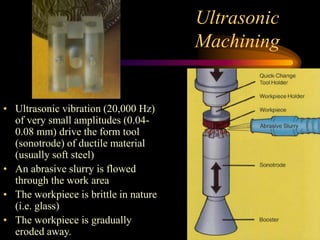
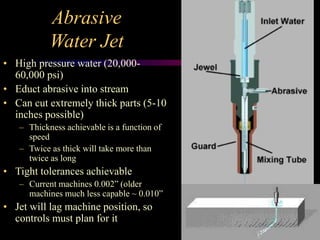
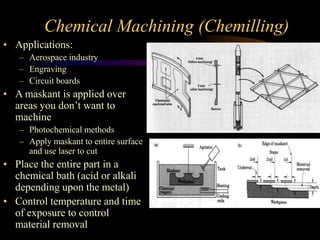
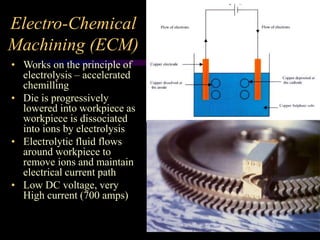
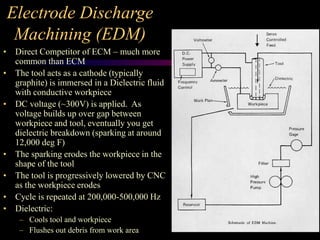
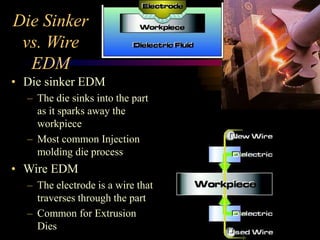
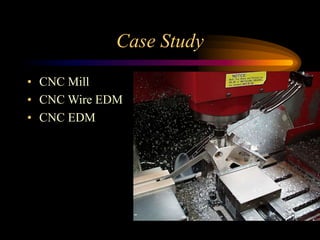
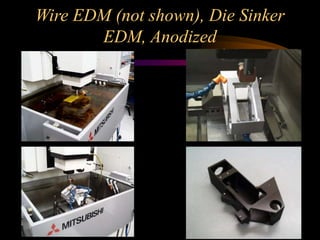
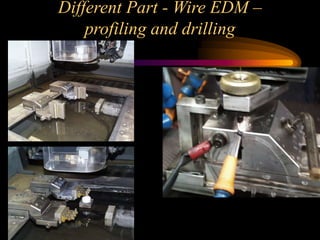
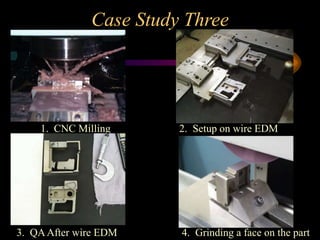
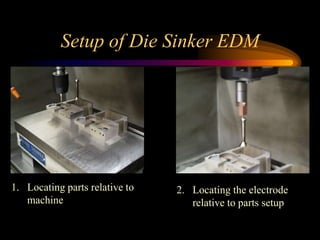
This document outlines several non-traditional machining processes including ultrasonic machining, abrasive water jet machining, chemical machining, electro-chemical machining, electro-chemical grinding, electrodischarge machining, and laser beam machining. It provides brief descriptions of each process and examples of their applications. Case studies are presented comparing different processes such as CNC milling, wire EDM, and die sinker EDM for specific part geometries. Overall comparisons of machining tolerances and surface roughness between different processes are also discussed.