ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİENSTİTÜSÜ
YÜKSEK LİSANS TEZİ
Esen GÖÇER
KONFEKSİYONDA KUMAŞ VE MODEL ÇEŞİTLİLİĞİNİN ÜRETİMDE
KALİTE VE VERİMLİLİĞE ETKİSİ
TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI
ADANA, 2011
2.
ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİENSTİTÜSÜ
KONFEKSİYONDA KUMAŞ VE MODEL ÇEŞİTLİLİĞİNİN ÜRETİMDE
KALİTE VE VERİMLİLİĞE ETKİSİ
Esen GÖÇER
YÜKSEK LİSANS TEZİ
TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI
Bu Tez --/--/2011 Tarihinde Aşağıdaki Jüri Üyeleri Tarafından
Oybirliği/Oyçokluğu ile Kabul Edilmiştir.
………………....................…… .....................................................
Doç. Dr. Pınar DURU BAYKAL Doç.. Dr. Olcayto KESKİNKAN
DANIŞMAN ÜYE
………………………………………
Yrd. Doç. Dr. Füsun DOBA KADEM
ÜYE
Bu Tez Enstitümüz Tekstil Mühendisliği Anabilim Dalında hazırlanmıştır.
Kod No:
Prof. Dr. İlhami YEĞİNGİL
Enstitü Müdürü
Not: Bu tezde kullanılan özgün ve başka kaynaktan yapılan bildirişlerin, çizelge ve fotoğrafların
kaynak gösterilmeden kullanımı, 5846 sayılı Fikir ve Sanat Eserleri Kanunundaki hükümlere
tabidir.
3.
I
ÖZ
YÜKSEK LİSANS TEZİ
KONFEKSİYONDAKUMAŞ VE MODEL ÇEŞİTLİLİĞİNİN ÜRETİMDE
KALİTE VE VERİMLİLİĞE ETKİSİ
Esen GÖÇER
ÇUKUROVA ÜNİVERSİTESİ
FEN BİLİMLERİ ENSTİTÜSÜ
TEKSTİL MÜHENDİSLİĞİ ANABİLİM DALI
Danışman :Doç. Dr. Pınar DURU BAYKAL
Yıl: 2011, Sayfa: 125
Jüri : Doç. Dr. Pınar DURU BAYKAL
: Doç. Dr. Olcayto KESKİNKAN
: Yrd. Doç. Dr. Füsun DOBA KADEM
Bu çalışmada Türkiye’ de konfeksiyon ihracatının genel durumu araştırılmış,
konfeksiyon sektöründe üretim süreçleri, kalite ve kaliteye etki eden faktörler genel
olarak anlatılmıştır. Konfeksiyon işletmelerinde farklı kumaşlarla üretilen farklı
modellerin üretimde kalite ve verimliliğe olan etkileri incelenmiştir.
Çalışma kapsamında seçilen işletmede, 3 farklı kumaştan üretilen 3 farklı
model üretime girdiği andan itibaren kalite ve verimlilik açısından incelenerek,
üretimde yaşanan sıkıntılar tespit edilmiş, kumaşların ve modellerin işletmede
çalışmaya uygunluğu belirlenmeye çalışılmıştır.
Anahtar Kelimeler: Tekstil, Konfeksiyon, Kalite, Verimlilik
4.
II
ABSTRACT
MSc THESIS
THE EFFECTOF FABRIC AND PATTERN DIVERSITY TO QUALITY
AND PRODUCTIVITY IN CLOTHING INDUSTRY
Esen GÖÇER
ÇUKUROVA UNIVERSITY
INSTITUTE OF NATUREL AND APPLIED SCIENCES
DEPARTMENT OF TEXTILE ENGINEERING
Supervisor : Assoc. Prof. Dr. Pınar DURU BAYKAL
Year: 2011, Pages: 125
Jury : Assoc. Prof. Dr. Pınar DURU BAYKAL
: Assoc. Prof. Dr. Olcayto KESKİNKAN
: Asst. Prof. Dr. Füsun DOBA KADEM
In this work it is searched that the effects of different models produced with
different fabrics in clothing industry to the production quality and productivity. With
this aim general situation of ready-made garment export in Turkey was searched,
production processes in clothing industry, quality and factors that affects to quality
were expressed in general.
There were some problems about production because of 3 different models
produced by 3 different fabrics analyzed about quality and productivity from the start
production in the factory that chosen in part of a work. It was tried to find that the
property of fabrics and models for the works.
Key Words: Textile, Garment, Quality, Productivity
5.
III
TEŞEKKÜR
Çalışmamın her aşamasındadestek ve yardımlarını hissettiğim ve bana
“Konfeksiyonda Kumaş ve Model Çeşitliliğinin Üretimde Kalite Ve Verimliliğe
Etkisi” konulu yüksek lisans tezini veren, yönlendirici fikirleri ile bana daima yol
gösteren ve anlayışlı güler yüzlü tavırlarını hiçbir zaman esirgemeyen danışman
hocam Sayın Doç. Dr. Pınar DURU BAYKAL’a sonsuz teşekkürlerimi sunarım.
Çalışmamın uygulama kısmındaki bilgilerin oluşturulması için tüm
kolaylıkları sağlayan Taha Tekstil A.Ş. Fabrika Müdürü Engin YEREBASMAZ’a,
çalışma boyunca ilgi ve bilgilerini esirgemeyen Sayın Hakan GENÇALP, Numan
NUSRETOĞLU ve Neslihan KAYSICI’ ya, ayrıca tüm Taha Tekstil A.Ş.
çalışanlarına teşekkürü borç bilirim.
Hayatımın her anında yanımda ve destekçim olan canım aileme de sonsuz
teşekkür ederim.
6.
IV
İÇİNDEKİLER SAYFA
ÖZ........................................................................................................................I
ABSTRACT........................................................................................................II
TEŞEKKÜR...................................................................................................... III
İÇİNDEKİLER..................................................................................................IV
ÇİZELGELER DİZİNİ....................................................................................VIII
ŞEKİLLER DİZİNİ .............................................................................................X
1. GİRİŞ.............................................................................................................. 1
1.1. Konfeksiyon Sektöründe Durum Değerlendirmesi................................. 2
1.1.1. Ülkeler İtibariyle Hazırgiyim ve Konfeksiyon İhracatı.................... 4
1.1.2.Ürün Grupları Bazında Hazırgiyim ve Konfeksiyon İhracatı............ 5
1.2.Konfeksiyonda Üretim .......................................................................... 7
1.2.1. Konfeksiyonda Üretim Basamakları .............................................. 7
1.2.1.1. Hammadde Deposu................................................................ 8
1.2.1.2. Model ve Kalıp Hazırlama ....................................................11
1.2.1.3. Kesimhane Bölümü ..............................................................14
1.2.1.4. Dikim İşlemi.........................................................................22
1.2.1.4.(1). Konfeksiyon Sektöründe Dikim Sürecinin Planlaması..24
1.2.1.5. Ütü –Pres..............................................................................26
1.2.1.6. Kalite Kontrol.......................................................................27
1.2.1.7. Paketleme- Depolama ...........................................................42
1.3. Kalite İle İlgili Kavramlar....................................................................44
1.3.1.Kalite Kontrol...............................................................................49
1.3.2.Kalite Güvence Sistemi.................................................................51
1.3.3.Kalite Yönetimi (Quality Management).........................................51
1.3.4.Toplam Kalite Yönetimi................................................................52
1.3.5. Konfeksiyonda Dış Müşteri Şikayetleri ve Kalite Yönetim
Sistemi.......................................................................................53
1.3.6. Kalite İyileştirme Ve Verimlilik Arasındaki İlişki .........................57
7.
V
1.3.7. İşletmelerde KaliteKontrol Biriminin Yapılanması.......................59
1.4.Çalışmanın Amacı ve Önemi ................................................................61
2. ÖNCEKİ ÇALIŞMALAR ...............................................................................63
3.MATERYAL VE METOD............................................................................. 69
3.1. Materyal..............................................................................................69
3.1.1.Model A ......................................................................................69
3.1.2.Model B .......................................................................................71
3.1.3.Model C .......................................................................................73
3.2. Metod ............................................................................................... 75
3.2.1. Çalışmanın Yürütüldüğü İşletme Bilgileri................................... 75
3.2.1.1. Üretim Öncesi Hazırlıklar ................................................... 77
3.2.1.2. Üretim Aşaması .................................................................. 78
3.2.1.3. Üretim Sonrası Son İşlemler ve Sevkiyat ............................ 79
3.2.1.4. GSD (General Sewing Data) Sistemi İle Standart Zaman
Hesaplama ......................................................................... 80
3.2.2. Çalışmanın Kapsamı................................................................... 81
3.2.3. Model A İçin Yürütülen Çalışmalar............................................ 82
3.2.3.1. Model A İçin Proses Analizi ............................................... 82
3.2.3.2. Model A İçin Pastal Verimliliği Analizi .............................. 83
3.2.3.3. Model A İçin Bant Verimliliği Analizi................................ 86
3.2.3.4. Model A İçin Kalite Kontrol Analizi................................... 87
3.2.3.5. Model A İçin Ürün Maliyeti................................................ 91
3.2.4. Model B İçin Yürütülen Çalışmalar ............................................ 92
3.2.4.1. Model B İçin Proses Analizi................................................ 92
3.2.4.2. Model B İçin Pastal Verimliliği Analizi .............................. 94
3.2.4.3. Model B İçin Bant Verimliliği Analizi ................................ 96
3.2.4.4. Model B İçin Kalite Kontrol Analizi ................................... 98
3.2.4.5. Model B İçin Ürün Maliyeti...............................................101
3.2.5. Model C İçin Yürütülen Çalışmalar ...........................................102
3.2.5.1. Model C İçin Proses Analizi...............................................102
3.2.5.2. Model C İçin Pastal Verimliliği Analizi .............................103
8.
VI
3.2.5.3. Model Cİçin Bant Verimliliği Analizi ...............................104
3.2.5.4. Model C İçin Kalite Kontrol Analizi ..................................105
3.2.5.5. Model C İçin Ürün Maliyeti...............................................107
4. BULGULAR VE TARTIŞMA .....................................................................109
4.1. Seçilen Modellerin Proses Sürelerinin Karşılaştırılması...........................109
4.2. Seçilen Modellerin Pastal Verimliliklerinin Karşılaştırılması...................110
4.3. Seçilen Modellerin Bant Verimliliklerinin Karşılaştırılması.....................112
4.4. Seçilen Modellerin 2. Kalite Oranlarının Karşılaştırılması.......................113
4.5. Seçilen Modellerin Ürün Maliyetlerinin Karşılaştırılması........................115
5. SONUÇLAR VE ÖNERİLER .....................................................................117
5.1. Çalışmanın Özeti...................................................................................117
5.2. Çalışmada Elde Edilen Sonuçlar............................................................117
5.3. Sonraki Çalışmalar İçin Öneriler ...........................................................119
KAYNAKLAR.................................................................................................121
ÖZGEÇMİŞ ..................................................................................................125
VIII
ÇİZELGELER DİZİNİ SAYFA
Çizelge1.1. Genel İhracat Performansı İçinde Hazırgiyim ve Konfeksiyon
İhracatının Payı ................................................................................... 3
Çizelge 1.2. En Fazla Hazırgiyim ve Konfeksiyon İhracatı Yapılan Ülkeler............. 5
Çizelge 1.3. Temel Ürün Grupları İtibariyle Türkiye’ nin Hazırgiyim Ve
Konfeksiyon İhracatı (2010-2011/Ocak-Mart)..................................... 6
Çizelge 1.4. Malzeme Hataları Ve Hasarları İle İlgili Hatalar................................. 29
Çizelge 1.5. Temizlik İle İlgili Hatalar .................................................................. 29
Çizelge 1.6. Uygunluk İle İlgili Hatalar ................................................................ 29
Çizelge 1.7. Dikim Ve Dikiş İle İlgili Hatalar ....................................................... 30
Çizelge 1.8. Abraj, Renk Ve Renk Kombinasyonu İle İlgili Hatalar ...................... 30
Çizelge 1.9. Baskı – Nakış İle İlgili Hatalar ........................................................... 30
Çizelge 1.10. Etiket İle İlgili Hatalar ..................................................................... 31
Çizelge 1.11. İlik – Düğme İle İlgili Hatalar ......................................................... 31
Çizelge 1.12. Aksesuar İle İlgili Hatalar ................................................................ 31
Çizelge 1.13. Yükleme Öncesi Kalite Kontrolde Alınan Örnekleme İş Adedi ........ 41
Çizelge 3.1. Model A Proses Süreleri..................................................................... 82
Çizelge 3.2. Model A Pastal Bilgileri..................................................................... 84
Çizelge 3.3. Model A İçin Günlük Bant Verimliliği............................................... 86
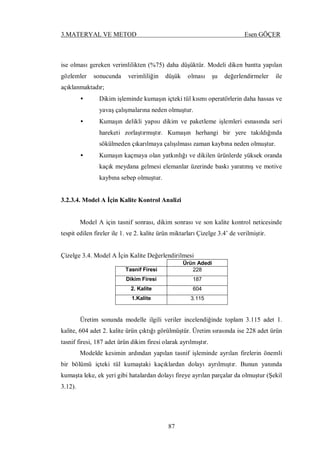
Çizelge 3.4. Model A İçin Kalite Değerlendirilmesi............................................... 87
Çizelge 3.5. Model A İçin Banttan Tamire Gönderilen Ürün Sayıları..................... 89
Çizelge 3.6. Leke Çıkarma Yöntemleri .................................................................. 91
Çizelge 3.7. Model A İçin Birim Ürün Maliyeti..................................................... 91
Çizelge.3.8. Model B Proses Süreleri..................................................................... 93
Çizelge.3.9. Model B Pastal Bilgileri..................................................................... 95
Çizelge 3.10. Model B İçin Günlük Bant Verimliliği ............................................. 97
Çizelge 3.11. Model B İçin Kalite Değerlendirmesi ............................................... 98
Çizelge 3.12. Model B İçin Banttan Tamire Gönderilen Ürün Sayısı.................... 100
Çizelge 3.13. Model B İçin Birim Ürün Maliyeti ................................................. 101
Çizelge 3.14. Model C Proses Süreleri................................................................. 102
11.
IX
Çizelge 3.15. ModelC Pastal Bilgileri ................................................................. 103
Çizelge 3.16. Model C İçin Günlük Bant Verimliliği ........................................... 105
Çizelge 3.17. Model C İçin Kalite Değerlendirmesi ............................................. 106
Çizelge 3.18. Model C İçin Banttan Tamire Gönderilen Ürün Sayısı.................... 106
Çizelge 3.19. Model C İçin Birim Ürün Maliyeti ................................................. 108
Çizelge 4.1. Seçilen Modellerin Kumaş ve Model Özellikleri .............................. 109
Çizelge 4.2. Seçilen Modeller İçin Proses Süreleri............................................... 109
Çizelge 4.3. Seçilen Modeller İçin Ortalama Pastal Verimlilikleri........................ 110
Çizelge 4.4. Seçilen Modeller İçin Ortalama Bant Verimlilikleri.......................... 112
Çizelge 4.5. Seçilen Modeller İçin 2. Kalite Oranları ........................................... 114
Çizelge 4.6. Seçilen Modellerin Birim Ürün Maliyetleri ..................................... 115
12.
X
ŞEKİLLER DİZİNİ SAYFA
Şekil1.1. Konfeksiyon İşletmelerinde Üretimde İş Akışı......................................... 8
Şekil 1.2. Kumaş Deposu ........................................................................................ 9
Şekil 1.3. Aksesuar Deposu .................................................................................. 10
Şekil 1.4. Model ve Kalıp Hazırlama Bölümü........................................................ 12
Şekil.1.5. Plotter Makinesi..................................................................................... 12
Şekil 1.6. Kalıp Serileme ....................................................................................... 13
Şekil 1.7. Kesimhanede Serim Makinesiyle Yapılan Serim İşlemi ......................... 15
Şekil.1.8. Kesimhanede Kullanılan Makineler........................................................ 17
Şekil 1.9. Kesimhanede Kesim İşlemi.................................................................... 18
Şekil 1.10. Metolama İşlemi ................................................................................. 19
Şekil.1.11. Meto Örneği ........................................................................................ 19
Şekil 1.12. Tasnif Bölümü ..................................................................................... 20
Şekil 1.13. Cutter İle Kesim İşlemi ........................................................................ 21
Şekil 1.14. Dikim Bandı ........................................................................................ 22
Şekil 1.15. Son Ütü ............................................................................................... 27
Şekil 1.16. Konfeksiyon Üretiminde Kalite Kontrol Aşamaları ............................. 28
Şekil 1.17. Kumaş Depoda Işıklı Masada Kalite Kontrol ....................................... 32
Şekil 1.18. Inline Kontrol....................................................................................... 36
Şekil 1.19. Band Sonunda 100% Kalite Kontrol..................................................... 37
Şekil 1.20. Depo Son Kalite Kontrol (AQL) .......................................................... 40
Şekil 1.21. Paketlenmiş Ürünler ............................................................................ 43
Şekil 1.22. Sevkiyata Hazır Ürünler ...................................................................... 43
Şekil 1.23. Kalitenin Oluşumu .............................................................................. 46
Şekil 1.24. Kalite Ve Müşteri İhtiyaçları İlişkisi..................................................... 48
Şekil 3.1. Model A Kumaş İç Yüzü ve Birleştirme Dikişleri .................................. 69
Şekil 3.2. Model A Görünümü............................................................................... 70
Şekil 3.3. Model A Bakım Etiketi Bilgileri ............................................................ 70
Şekil 3.4. Model B Kumaş Görünümü ................................................................... 71
Şekil 3.5. Model B Görünümü ............................................................................... 72
13.
XI
Şekil 3.6. ModelB Bakım Etiketi Bilgileri............................................................. 72
Şekil 3.7. Model C Kumaş Görünümü ................................................................... 73
Şekil 3.8. Model C Görünümü ............................................................................... 74
Şekil 3.9. Model C Bakım Etiketi Bilgileri............................................................. 75
Şekil 3.10. Konfeksiyon İşletmesinde Genel İş Akışı ............................................ 76
Şekil 3.11. Model A Pastal Resmi ......................................................................... 85
Şekil.3.12. Tasnif Safhasında Fire Olarak Ayrılmış Parçalar.................................. 88
Şekil 3.13. Oje İle Durdurulmuş Kaçık .................................................................. 88
Şekil 3.14. İç Kumaşta Oje Sürüldüğü Halde Durdurulamayan Kaçıklar................ 89
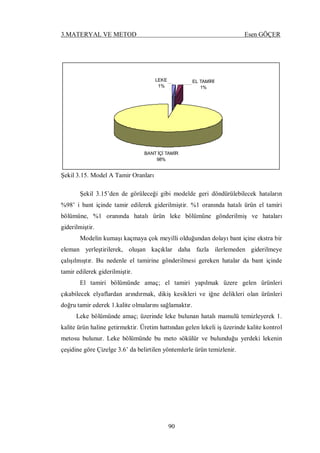
Şekil 3.15. Model A Tamir Oranları....................................................................... 90
Şekil 3.16. Model A İçin Birim Ürün Maliyeti Oranları ......................................... 92
Şekil 3.17. Model B Örnek Pastal Resmi ............................................................... 96
Şekil 3.18. İp Kaçığından Kaynaklanan Delikler Nedeniyle 2. Kalite Olarak
Ayrılmış Ürünler .................................................................................. 99
Şekil 3.19. Telanın Görünmesinden Kaynaklı 2. Kaliteye Ayrılmış Ürün............... 99
Şekil 3.20. Model B Tamir Oranları..................................................................... 100
Şekil 3.21. Model B İçin Birim Ürün Maliyeti Oranları ....................................... 101
Şekil 3.22. Model C Örnek Pastal Resmi ............................................................. 104
Şekil 3.23. Model C Tamir Oranları..................................................................... 107
Şekil 3.24. Model C İçin Birim Ürün Maliyeti Oranları ....................................... 108
Şekil 4.1. Seçilen Modeller İçin Proses Süreleri Karşılaştırılması......................... 110
Şekil 4.2. Seçilen Modeller İçin Pastal Verimliliklerinin Karşılaştırılması............ 111
Şekil 4.3. Seçilen Modellerin Ortalama Bant Verimlilikleri Karşılaştırılması....... 112
Şekil 4.4. Seçilen Modeller İçin 2. Kalite Oranlarının Karşılaştırılması................ 114
Şekil 4.5. Seçilen Modeller İçin Maliyet Oranlarının Karşılaştırılması................. 115
14.
1.GİRİŞ Esen GÖÇER
1
1.GİRİŞ
Konfeksiyon;kısa sürede sistemli, seri şekilde yapılan giysi üretimidir. Hazır
giyim sektörünün en önemli özelliği geniş kitlelere aynı modeli aynı niteliklerde
üretebilmesidir. Teknolojik ilerlemelerin hızı ve sürekliliği nedeniyle artık bireyler
için temel ihtiyaçlardan sayılan giyinmenin modanın etkenliği ve değişkenliği göz
önüne alınarak, seri bir şekilde ve kalite standartlarının hep aynı niteliklerde olması
istenmektedir (Taha Tekstil, 2011).
Konfeksiyon sektörü yapı gereği dinamik bir sektördür, dış satım olanakları
yüksektir, yüksek bir yatırım finansmanı gerektirmez, ürün tipi ve üretim şekli
kolaylıkla değiştirilip pazar koşullarıyla uyum sağlayabilme avantajı vardır. Tüm
bunlar konfeksiyon sektörünü yatırımcılar için cazip hale getirmektedir. Ancak,
tekstil sektörleri arasında tüm hata ve problemlerin en açık ortaya çıktığı üretim dalı
da konfeksiyondur. Çünkü tüm ham ve yardımcı maddelerin bir modelde bir araya
gelerek anlam kazandığı son üretim zinciridir. Bu aşamadan sonra mamul müşterinin
kullanımına sunulmaktadır (Öktem ve ark., 2001).
Hazır giyim işletmelerinin iç ve dış pazar rekabet ortamında varlıklarını
sürdürebilmeleri için; malzeme, makina, üretim ve insana ilişkin teknik ve teknolojik
konularda yatırımlarını sürdürerek verimliliği ve üretim kalitelerini yükseltmeyi
gerçekleştirmek zorundadır. Değişen piyasa koşullarında gelecekteki üretim
yapılanması için ortaya çıkarılan talep profilinde göz önünde bulundurulması
gereken noktalar şunlardır;
• Kısa sürede teslimat,
• Koleksiyon ve yeni ürün hazırlama sürelerinin kısaltılması,
• Kalite beklentilerinin yükseltilmesi,
• Rekabet,
• Ürün ve üretim programlarının belirlenmesi
Bu temel üzerinden hareket edilerek, modern üretimi etkileyen şartların,
hedeflerin analizi ve üretim stratejisi ile ilgili hedeflerin belirlenmesi gerekmektedir.
Üretim akışı her bir konuyu kapsayan iyileştirici önlemlere göre planlanıp
gerçekleştirilmelidir (Gürşahbaz, 2008).
15.
1.GİRİŞ Esen GÖÇER
2
Hazırgiyim sanayisinin genel yapısı incelendiğinde gerekli bölümler
şunlardır:
• Koleksiyonun oluşturulması, müşteri modelinin seri imalata uyarlanması
çalışmalarını yürütecek olan giysi tasarımcısı, modelistleri, model
makinecileri, model kesimcileri olan tasarım birimi.
• Hazırlanan koleksiyonu yurt içi ve yurt dışı fuarlarda pazarlayacak olan
pazarlama birimi.
• Siparişi alınan modelin serilenen kalıplarına göre çizip kesebilecek ve imalat
ürünlerine sağlıklı bir biçimde ulaştırabilecek, grafikeri, makastarı, pastalcısı,
metocusu olan kesimhane birimi.
• Kesimi tamamlanmış siparişin modeline uygun olarak ve arzulanan kaliteye
özen göstererek dikilmesini sağlayacak üretim birimi.
• Dikimi bitmiş işlerin ilik düğmesini, son ütüsünü ve son kontrollerini,
etiketleme, ambalajlamasını yapan, kolilenerek sevk edilmesini sağlayan
bitim işlemleri birimi (Taha Tekstil, 2011).
Hazır giyim sektöründe üretim, yukarıda sayılan farklı bölümlerin koordineli
çalışmasıyla işleyen bir süreçtir. Bu süreç içerisinde kesimden, model hazırlığı,
planlama, dikim hazırlığı ve montajdan kaynaklanan hataların giderilmesi ve
azaltılabilmesi teknik detaylandırmanın iyi bir şekilde dökümanlaştırılarak
hazırlanmasına bağlı olduğu söylenebilir (Gürşahbaz, 2008).
1.1. Konfeksiyon Sektöründe Durum Değerlendirmesi
Tekstil ve hazır giyim sektörü, Türkiye’ de kurulmuş en büyük sektörlerden
biridir. 1980’ lerin ortalarında başlayan ihracata dayalı ekonomik politikalar sektörün
gelişmesinde ana etken olmuştur. Bunun yanında ucuz işgücü maliyetleri, eğitilmiş
insan gücü, yerli pamuk dahil ucuz hammadde temini, esnek üretim yapısı da
sektörün gelişmesini sağlamıştır. Bununla birlikte Türkiye’ nin ana pazarlara olan
coğrafi yakınlığı ile gelen taşıma ucuzluğu, kısa zamanlı teslimat imkanları sektörü
rakipleri karşısında daha avantajlı duruma getirmiştir. Sektördeki bu gelişme 1990’lı
yıllarda da devam etmiş ve bugün itibariyle toplam ihracatın %28’ ini yapar hale
16.
1.GİRİŞ Esen GÖÇER
3
gelmiştir.Bütün bunlara rağmen 2005 yılında kotaların kalkması ile sektör acımasız
bir rekabet içine girmiş, özellikle ucuz, değerli ürünlerde ve ucuz işçilikte Çin ve
Hindistan gibi ülkelerle rekabet edemez olmuştur. İşçilik ücretlerinin yıldan yıla
artmaya devam etmesi Türkiye’ nin bu ülkelerle rekabet etmesini zorlaştırmıştır.
Buna rağmen, bu ülkeler Türkiye’ nin coğrafi pozisyonu, üretim esnekliği ve tasarım
gücü avantajları ile karşılaştırılamazlar (Görgülü, 2006).
Türkiye İhracatçılar Meclisi tarafından açıklanan verilere göre, 2011 Ocak-
Mart döneminde Türkiye’den 4 milyar dolar değerinde hazırgiyim ve konfeksiyon
ihracatı yapılmıştır. 2010 yılının Ocak-Mart dönemine kıyasla ihracatta, dolar
bazında %14,2 oranında artış meydana gelmiştir.
Uluslarası piyasa koşullarındaki gelişmeler, yurtiçinde üretim maliyetlerinin
yüksek ancak döviz kurunun düşük seyretmesi, son yıllarda Türkiye’ nin hazırgiyim
ve konfeksiyon ihracat performansına etki eden en önemli faktörlerdir. 2011 yılının
ilk üç ayında da üretim maliyetleri ve döviz kurları ile ilgili koşullar değişmezken,
gelişmiş ülkelerin ekonomilerinde ortaya çıkan olumlu göstergeler ve gelişmekte
olan ülkelerin ekonomilerinde iktisadi toparlanma sonucunda dünya genelinde
perakende piyasalarındaki hareketlenmelerin, Türkiye’ nin hazırgiyim ve
konfeksiyon ihracatına olumlu yansımaları olmuştur. 2011 Ocak-Mart döneminde
genel ihracat performansı içerisinde, hazırgiyim ve konfeksiyon ihracatının payı,
2010 Ocak-Mart dönemi ile karşılaştırmalı olarak Çizelge 1.1’ de gösterilmiştir.
Çizelge 1.1. Genel İhracat Performansı İçinde Hazırgiyim ve Konfeksiyon
İhracatının Payı (www.itkib.org.tr)
2010
Ocak-Mart
2011
Ocak-Mart
2010 / 2011
Değişim (%)
Türkiye Genel İhracatı 25.997.103 31.389.522 20,7
Hazırgiyim ve Konfeksiyon İhracatı 3.533.794 4.035.960 14,2
Haz. Ve Konf. İhracatının Payı (%) 13,6 12.9
Sanayi İhracatı 21.405.120 26.439.338 23,5
Haz. Ve Konf. İhracatının Sanayi Ürünleri
İhracatındaki Payı (%)
16,5 15,3
*Birim: 1.000 $
17.
1.GİRİŞ Esen GÖÇER
4
Çizelge1.1’ den de görüleceği gibi; 2011 Ocak-Mart döneminde Türkiye
genel ihracatı %20,7 oranında artarak 31,4 milyar dolara yükselmiştir. Sanayi
ihracatı ise %23,5 oranında artışla 21,4 milyar dolardan 26,4 milyar dolara
yükselmiştir. Hazırgiyim ve konfeksiyon ihracatındaki artış (%14,2) ,hem genel
ihracattaki %20,7 ‘lik hem de sanayi ihracatındaki %23,5’ lik artışların oransal
olarak gerisindedir. Bu çerçevede, 2011 Ocak-Mart döneminde hazırgiyim ve
konfeksiyon sektörünün hem genel ihracat performansından hem de sanayi ihracat
performansından daha düşük bir performans gösterdiği anlaşılmaktadır. 2011 Ocak-
Mart döneminde, hazırgiyim ve konfeksiyon ihracatının Türkiye genel ihracatındaki
payı %13,6’ dan %12,9’ a, sanayi ihracatındaki payı ise %16,5’ ten %15,3’ e
gerilemiştir (www.itkib.org.tr, 2011).
1.1.1. Ülkeler İtibariyle Hazırgiyim ve Konfeksiyon İhracatı
2011 Ocak-Mart döneminde Türkiye’den en fazla hazırgiyim ve konfeksiyon
ihraç edilen ülkelerin başında Almanya yerini korumaktadır. 2010 Ocak-Mart
dönemine kıyasla %18,4 lük artışla 1 milyar dolarlık ihracat yapılan Almanya’yı
%7,3’ lük artışla 492,8 milyon dolarlık ihracat yapılan İngiltere , %19,3 oranında
artışla 332,4 milyon dolarlık ihracat yapılan Fransa, %21 artışla 312,5 milyon
dolarlık ihracat yapılan İspanya ve %10,3 lük artışla 233,5 milyon dolarlık ihracat
yapılan İtalya takip etmektedir. Sırasıyla Hollanda, Danimarka, Belçika, ABD ve
İsveç, Türkiye’nin hazırgiyim ve konfeksiyon ihracatında diğer önde gelen
ülkelerdir. En fazla hazırgiyim ve konfeksiyon ihracatı yapılan ülkeler 2010-2011
yılları Ocak-Mart dönemleri karşılaştırmalı olarak Çizelge 1.2’ de verilmiştir
(www.itkib.org.tr, 2011).
18.
1.GİRİŞ Esen GÖÇER
5
Çizelge1.2. En Fazla Hazırgiyim ve Konfeksiyon İhracatı Yapılan Ülkeler
(www.itkib.org.tr)
Ülkeler
2010
Ocak/Mart
Toplam
Konf.’da
Pay (%)
2011
Ocak/Mart
Toplam
Konf.’da
Pay (%)
2010/2011
Değişim (%)
Almanya 878.433 24,9 1.039.637 25,8 18,4
İngiltere 459.269 13,0 492.827 12,2 7,3
Fransa 278.508 7,9 332.370 8,2 19,3
İspanya 258.235 7,3 312.499 7,7 21,0
İtalya 211.672 6,0 233.538 5,8 10,3
Hollanda 181.195 5,1 224.144 5,6 23,7
Danimarka 107.628 3,0 130.823 3,2 21,6
Belçika 106.126 3,0 112.849 2,8 6,3
ABD 94.737 2,7 100.365 2,5 5,9
İsveç 74.229 2,1 88.920 2,2 19,8
İlk 10 Ülke
Toplamı
2.650.032 75,0 3.067.973 76,0 15,8
Toplam Haz. Ve
Konf. İhracatı
3.533.794 100,0 4.035.960 100,0 14,2
*Birim: 1.000$
Çizelgede 1.2’ den de görüleceği üzere, en fazla ihracat yapılan ilk on ülkenin
tamamında ihracat, 2010 Ocak-Mart dönemine kıyasla artmıştır. Artış oranları %5,9
ile %23,7 arasında değişmektedir. En yüksek oranlı ihracat artışı Hollanda’ da, en
düşük oranlı artış ise ABD’ de olmuştur. 2011 Ocak-Mart döneminde Hollanda’ya
%23,7 artışla 224,1 milyon dolarlık ihracat yapılmıştır. ABD’ ye ise %5,9’ luk artışla
100,4 milyon dolarlık ihracat gerçekleştirilmiştir.
1.1.2. Ürün Grupları Bazında Hazırgiyim ve Konfeksiyon İhracatı
Hazırgiyim ve konfeksiyon ihracatında temel ürün grupları, örme
konfeksiyon mamulleri, dokuma konfeksiyon mamulleri ve diğer hazır eşyalar olarak
sıralanmaktadır. Bu üç temel ürün grubunun Türkiye toplam hazırgiyim ve
konfeksiyon ihracatındaki payları farklılık göstermektedir.
19.
1.GİRİŞ Esen GÖÇER
6
Türkiye’nin hazırgiyim ve konfeksiyon ihracatında ağırlıklı ürün grubu,
örme konfeksiyon mamulleridir. 2011 Ocak-Mart döneminde örme konfeksiyon
mamullerinin toplam hazırgiyim ve konfeksiyon ihracatındaki payı %53,8, dokuma
konfeksiyon mamullerinin payı %33,1 ve hazır eşyaların payı %13 tür. Çizelge 1.3’
de temel ürün grupları itibariyle Türkiye’ nin hazırgiyim ve konfeksiyon ihracatı
2010-2011 yılları Ocak-Mart dönemleri karşılaştırmalı olarak verilmiştir
(www.itkib.org.tr, 2011).
Çizelge 1.3. Temel Ürün Grupları İtibariyle Türkiye’ nin Hazırgiyim Ve
Konfeksiyon İhracatı (2010-2011/Ocak-Mart) (www.itkib.org.tr)
Fasıl Ürün Grubu
2010
Ocak-Mart
2011
Ocak-Mart
2010/2011
Değişim(%)
61
Örme Giyim Eşyası ve
Aksesuarları
1.899.502.457 2.155.495.503 13,5
62
Örülmemiş Giyim Eşyası ve
Aksesuarları
1.169.876.350 1.326.412.502 13,4
63
Mensucattan Mamul Diğer Hazır
Eşya
436.668.931 520.948.868 19,3
*Birim: ABD $
Çizelge 1.3’ den de görüleceği üzere, 2011 Ocak-Mart döneminde hazırgiyim
ve konfeksiyonun üç temel ürün grubunda da ihracat artışları olmuştur. Bu dönemde
%13,5 oranında artışla 2,2 milyar dolarlık örme konfeksiyon mamulu ihraç edilirken,
dokuma konfeksiyon mamulleri ihracatı %13,4 artarak 1,2 milyar dolardan 1,3
milyar dolara çıkmış, hazır eşya ihracatı ise %19,3’ lük artış ile 520,9 milyon dolar
olmuştur. Yılın ilk üç ayında, örme konfeksiyon mamulleri ile dokuma konfeksiyon
mamullerinde eşit oranlı ihracat artışları görülürken, ev tekstillerinin de dahil olduğu
hazır eşya ürün grubunda daha yüksek oranlı bir ihracat artışı sözkonusudur.
20.
1.GİRİŞ Esen GÖÇER
7
1.2.Konfeksiyonda Üretim
Tekstili oluşturan her bir alt bölümün çalışma yöntemleri birbirinden farklıdır.
Örneğin; iplik üretiminde genellikle stoka yönelik çalışılır. Dokuma ve örmede ise
büyük ölçüde stoka yönelik çalıştığı gibi siparişe yönelik de çalışabilir. Konfeksiyon
işletmelerinde ise %100 siparişe yönelik çalışılmaktadır.
Konfeksiyon üretiminin temel malzemesi kumaştır. Kumaşın türünü belirleyen
gramaj, genişlik, desen, hammadde gibi özellikleri yanında sertlik, döküm, sıklık,
sağlamlık gibi kalite özellikleri de, hem kalıp yapımında kullanılan bolluk ve dikiş
paylarını, hem de dikiş ve ütü işlemlerini etkileme bakımından önemlidirler. Kumaş
dışında, giysi yardımcı hammaddeleri olan astar, tela, yapışkan, biye, düğme,
fermuar gibi aksesuarlar da, gerek kalite özellikleri, gerekse kullanılma biçimleri
bakımından teknolojiyi etkiler (Ömerbaş, 2006).
1.2.1. Konfeksiyonda Üretim Basamakları
Konfeksiyon üretim aşamasında daha çok insana bağımlılık mevcuttur. Son
yıllarda teknolojinin gelişmesi ile otomasyonun bu alanda da kendine yer bulmaya
başlaması, bu bağımlılığı giderek azaltmaktadır. (Özdemir,2007).
Konfeksiyon işletmelerinde üretimde iş akışı Şekil 1.1' deki gibidir.
21.
1.GİRİŞ Esen GÖÇER
8
HammaddeDeposu
↓
Model Hazırlama ve Geliştirme
↓
Planlama
↓
Serim – Kesim
↓
Tasnif
↓
Dikim
↓
Ütü Ve Kalite
↓
Paketleme
↓
Depolama
↓
Sevk
Şekil 1.1. Konfeksiyon İşletmelerinde Üretimde İş Akışı (Özdemir, 2007)
1.2.1.1. Hammadde Deposu
Üretimi yapılacak ürün için gerekli olan tüm hammaddenin kumaş ve
yardımcı malzemenin (iplik, tela, aksesuar, düğme, fermuar, vb.) depolandığı yere
denir. Hammadde deposu imalat kısmının ilk basamağıdır. Hammadde deposunda;
kumaş ve yardımcı malzemelerin kontrolü, ütü denemesi, renk kontrolü, genişlik,
desen hatası, dokuma hatası ve uzunluk kontrolü yapılır. Bütün bu deneyler kalite
kontrol laboratuarında yapılır (Özdemir, 2007).
Kumaş Deposu: Bir konfeksiyon işletmesinde ilk bölüm kumaş deposudur.
Kumaşlar genellikle binaların serin, rutubetsiz, temiz ve güneş ışınlarını geçirmeyen
odalarında korunurlar.
22.
1.GİRİŞ Esen GÖÇER
9
Şekil1.2. Kumaş Deposu (Taha Tekstil, 2011)
Kaliteli üretim için kaliteli kumaş gerekir. Bu nedenle konfeksiyon
işletmesine giren kumaşlar %100 kontrol edilmelidir. Eğer bu işletme için mümkün
değilse, belli bir miktar numunenin kontrolü için bir sistem oluşturulması ve kumaş
toplarının minimum %10' unun kontrol edilmesi tavsiye edilmektedir.
Kumaşın kontrolünü kesim masasına kadar beklemek standart dışı (istenen
özellikler dışında) mal yükleme riski oluşturacaktır ve bu durum gecikmelere, iş
akışının bölünmesine ve maliyetin artmasına sebep olacaktır. Bu sebeple en iyi
yöntem kumaşın gelir gelmez kumaş kontrolcüleri tarafından kontrol edilmesidir
(Küçüksalvarcı, 2003).
Kumaş deposunda aşağıda belirtilen kontrollerin yapılması gereklidir;
• Kumaş miktarının kontrolü
• Kumaş eni kontrolü
• Kumaş gramaj kontrolü
• Laboratuar testleri
• Örme kumaş hatalarının kontrolü (Kalaoğlu, 1997)
Konfeksiyon işletmelerinde mamul kumaş kontrolü yeterli düzeyde
yapılamıyorsa bu durumda kesimhane bölümünde serim işlemi sırasında da kumaş
kontrol işlemi yapılır. Burada elle veya makine ile serim yapılırken (pastal atılırken)
23.
1.GİRİŞ Esen GÖÇER
10
buişlemi yapan elemanlar tarafından hatalar yakalanmaya çalışılır. Ancak burada
yapılan kontrol çoğunlukla serim işleminin hızı nedeniyle yeterli olmamaktadır veya
hataları yakalamak için serim işlemi çok yavaşlatılmakta ve kesimhanenin randımanı
çok düşmektedir. Bundan dolayı, hataların ışıklı masalarda kontrol edilmesi
haricinde, kalitesinden emin olunan boyahanelerle çalışmak, kalite kontrolün kısmen
de olsa boyahane tarafından yapılmasını sağlamak gibi önlemler alınabilir
(Küçüksalvarcı, 2003)
Aksesuar Deposu: Konfeksiyon işletmesinde genellikle yardımcı malzemelerin
bulunduğu ayrı bir depo daha mevcuttur. Konfeksiyon mamulü üzerinde bulunan
aksesuarların, nihai alıcının kullanımı esnasında işlevsel olabilmesi ve dayanıklılığı
açısından işletmeye girdiği anda kontrole tabii tutulması ve onay aldıktan sonra
üretim bölümüne verilmesi gerekmektedir. Bu amaçla bu depoda konfeksiyon
üretiminde kullanılan fermuar, düğme (çıtçıt, kuşgözü, çakma düğme v.b.), etiket,
dantel, kordon, lastik, tela, askı, poşet, koli gibi aksesuarlar depolanır ve bu
aksesuarların hem adetsel hem de nitelik açısından kontrolleri yapılır. İstenen
niteliklere uygun olduğu tespit edilen aksesuarlar üretim bölümüne sevk edilmeye
hazır hale gelir (Dirgar, 2004).
Şekil 1.3. Aksesuar Deposu (Taha Tekstil, 2011)
24.
1.GİRİŞ Esen GÖÇER
11
1.2.1.2.Model ve Kalıp Hazırlama
Modeli belirlemek ve kalıbı hazırlamak hazır giyimin en önemli alt
basamağını oluşturur. Kalıbın hazırlanması özel bir eğitim ve beceri gerektirir. Ölçü
listesinin sağlıklı olması kalıp hazırlamada çok önemlidir. En doğru şekilde
hazırlanmış ana (esas) kalıplar ve model uygulanmış kalıp parçaları çeşitli alet ve
makinelerle çoğaltılabilir (Özdemir, 2007).
Hazır giyim üretiminde, ürünün ve üretimin temel özelliklerinin belirlenmesi
model bölümünde gerçekleşir. Bu bölümde modelin kalıpları hazırlanarak örnek
model üretimi yapılır. Örnek model onaylandıktan sonra modele ait kalıplar diğer
bedenlerin elde edilmesi için serilendirilir. Bir siparişte ortalama 5 beden olduğu göz
önünde bulundurulursa, sezon boyunca yüzlerce kalıbın hazırlanması gerekmektedir.
Kalıpçılar tarafından hazırlanan kalıplar daha sonra tek tek elle kartonlara çizilerek
kesilir. Hazırlanan bu karton kalıplar siparişteki beden dağılımı dikkate alınarak
kumaşın eni ile sınırlı bir alana el ile yerleştirilerek tek tek kalıp etrafından çizilerek
kesim planları hazırlanır. Bu işlem çok yorucu ve zaman isteyen bir işlemdir. CAD
(Computer Aided Design- Bilgisayar Destekli Tasarım) sistemi kullanılarak bu
işlemlerin daha kısa sürede yapılması sağlanabilir (Özdemir ve Şenol, 2004).
CAD Sisteminde bilgisayar ekranındaki tasarımların kalıp haline getirilmesi,
kalıpların en az fire ve yüksek verimlilik sağlayacak şekilde yerleştirilmesini
sağlayarak zamandan tasarruf sağlar. Bu sistem sayesinde, kumaş daha verimli
kullanılır, kalıplardaki hata oranları ve üretim kayıpları en aza iner, giysinin kalıp
hazırlama, serileme, pastal yerleşimi gibi işlemlerinde işgücü, zaman ve maddi
tasarruf sağlanmış olur. Kalıp hazırlama, serilendirme ve pastal hazırlama
sistemlerinde 1 giriş kısmı (digitizer, scanner), 1 çalışma alanı (Workstation), 1 çıktı
(plotter, XY plotter, printer) bulunur.
Elde hazırlanan kalıplar digitizer veya scanner yardımıyla ekrana yansıtılır.
İstenilen kumaş eninde, özelliklerinde ve asorti planında pastal resmi hazırlanır.
Pastal resmi bire bir boyutlarında plotterdan veya minyatür olarak printerdan
alınabileceği gibi XY plotterdan da istenilen kalınlıktaki kağıda, değişik boyutlarda
kesilmiş olarak veya çizim halinde alınabilir (Özkan, 2006).
25.
1.GİRİŞ Esen GÖÇER
12
Şekil1.4. Model ve Kalıp Hazırlama Bölümü (Taha Tekstil, 2011)
Şekil 1.5. Plotter Makinesi (Taha Tekstil, 2011)
26.
1.GİRİŞ Esen GÖÇER
13
Konfeksiyondaüretimin ve seri üretimin ilk bölümü, üretim kalıbından her
bedene göre bir dizi kalıp çıkarmaktır. Bu işleme serilendirme denir. Kalıp serileme
standart ya da işletme dahilindeki beden ölçü tablolarına ait beden sınıflarının
dikkate alınmasıyla hazırlanır.
Serilenmiş kalıplar;
• Çizginin çizimi
• Dikişin gidişi
• Kalıp tekniği açısından ana beden ölçüsüyle eş olmalıdır (Özdemir, 2007).
Şekil 1.6. Kalıp Serileme (Taha Tekstil, 2011)
Model ve kalıp hazırlama bölümünde müşteri isteklerine yanıt verebilecek ve
üretim verimliliğini düşürmeyecek numunelerin zamanında hazırlanması çok
önemlidir. Ayrıca üretim dikim talimatları ve üretim numuneleri bu bölümde
hazırlanır (Dirgar, 2004).
27.
1.GİRİŞ Esen GÖÇER
14
1.2.1.3.Kesimhane Bölümü
Kumaşın serildiği, pastal resmine göre kaba ve ince kesimlerin yapıldığı ve
kesilen parçaların tasnif edildiği bölümdür (Özdemir, 2007). Kesimhane, numune-
model bölümü ile dikim arasında önemli bir köprüdür. Özellikle firmanın maliyet
açısından belki de en kritik operasyonu bu aşamada gerçekleşmektedir. Çünkü oranı
üründen ürüne değişmekle birlikte, giysi maliyetinin % 50-65 arasındaki kısmını
kumaş oluşturmaktadır ve kumaş kesildikten sonra hata yapıldığı anlaşılırsa
çoğunlukla bunun geri dönüşü yoktur.
Kesimhanedeki işlemler;
• Çizim (pastal yerleştirme),
• Serim (kumaş katlarının pastal planına göre üst üste atılması),
• Kesim
• Tasnif (kesilen parçaların düzenlemesi ve kontrolü).
Çizim, serim ve kesim hepsi de elle ya da makine yardımı ile yapılabilir. Her
işlemde ortaya çıkabilecek olan hata dikim bölümüne aktarılacağından, direkt olarak
nihai ürün kalitesine etki eder. Kesimden sonra parçalar tasnif edilir ve dikim
bölümüne sevk için hazırlanır (Dirgar, 2004).
Depodan kesimhaneye getirilen partinin kumaş topları, kesimden önce bir
süre açık halde dinlendirilmelidir. Burada ki amaç, esnek bir yapıya sahip olan örme
kumaşın depolama süresince toplam ağırlığı ile esneyip normal ölçüsünde değişim
meydana gelmesidir. Aksi takdirde, direkt serimi ve kesimi yapılan partide kumaşın
kendini toplaması eğilimi ile ölçü ve gramaj hataları görülecektir (Küçükşalvarcı,
2003).
Kumaş Serme: Kumaş serme; kesim planına ve asortiye göre hazırlanmış pastala ve
kumaş cinsine uygun olarak belirlenen kat sayısında kumaşı üst üste sererek kesime
hazır hale getirmektir. Serim işlemi elle veya makineyle yapılabilir (Taha Tekstil,
2011).
Elle serim; küçük işletmelerde kullanılan bir serim şeklidir. Bir veya iki işçi
iki uçtan tuttukları kumaşı çekerek üst üste sererler. Temelde yorucu bir işlemdir.
28.
1.GİRİŞ Esen GÖÇER
15
Makineile serim; serim işlemini işçilikten kurtarmak için bir takım alet ve
makineler geliştirilmiştir. Bunlar:
1) Basit serme makineleri: Genellikle elle itilerek hareket ettirilirler. Masa kenarına
konan raylar üzerinde araba hareket ettirilerek serme yapılır (www.tekstilokulu.net).
Bu serim şeklinde; kumaş topu serim makinesi üzerindedir. Kumaş, sevk silindiri
üzerinden getirilerek masa üzerine sevk edilir. Serim makinesi elle itilerek masanın
iki kenarında bulunan raylar üzerinde hareket eder. Hafif olması için alüminyumdan
yapılan bu makineler birçok kumaş katını yüz yüze veya tek yönlü olarak kesim
masası üzerine sererken kumaş kenarlarının düzgün olmasını sağlar
(www.muhendisforum.net).
2) Otomatik serme makineleri: Elle itilerek serim yapan makineye bir motor
eklentisiyle otomatik serme arabaları geliştirilmiştir (www.tekstilokulu.net).
Şekil 1.7. Kesimhanede Serim Makinesiyle Yapılan Serim İşlemi (Taha Tekstil,
2011)
Artık günümüzde 3 metre enindeki kumaşları serebilen, her katın sonunda
kumaşı düzgünce kesen ve katları birbiri üzerine denk getiren, tümünün kumaş
yönünü havları belirli bir yöne doğru yatacak şekilde aşağı ya da yukarı baktıran ve
gerilimsiz olarak serimi yapan serim makineleri vardır. Bu makinelerin özellikleri
şunlardır:
1- Kumaşın bir kenarında çakışma olacak şekilde serim yaparlar. Bu da fotosel
yardımı ile sağlanır. Fotoselde ışık yardımı ile kontrol yapılır. Kumaş katı atıldığında
29.
1.GİRİŞ Esen GÖÇER
16
eğereni darsa karşı tarata ışık geçer ve alınan uyarıyla top sağa sola hareket
ettirilerek kumaş normal pozisyonunda serilmeye devam edilir. Böylece kontak
kapanır. Bazı fotosellerde kumaşın içindeki bir çizgi kontrol ettirilebilir.
2- Serim işleminde pastal sonuna gelindiğinde otomatik kesim yapılır.
3- Arabada bulunan sayaç yardımı ile kaç kat atıldığı bilinir.
4- Zikzak serim tertibatı ile daha hızlı kat atılır. Çünkü araba hem giderken hem de
gelirken serim yapar.
5- Yüz yüze serim için top çevirme tertibatı kullanılır.
6- Otomatik kumaş aktarma ve takma tertibatı; desen yönü fazla önemli olmayan
kumaşlarda kullanılır.
7- Çift taraflı tahrik mekanizması; ağır ve eni geniş kumaşların seriminde kullanılır.
8- İşçi taşıma düzeni; serim yapılırken işçinin de beraber gidip geldiği kısımdır.
Makine hızlı hareket ettiği için hatalı yerde makineyi durdurup kumaşı keser, işarete
kadar gelerek bindirme yapar.
9- Hız ayarlama mekanizması; elektrik motoru sayesinde makineyi durmadan önce
yavaşlatır.
10- Otomatik top yükleme tertibatı bulunur.
11- Kareli desenli kumaşları düzenleme tertibatı; pek randımanlı değildir,
Bir de özellikle örgü yüzeylerde çalışılacağı zaman gerekli olan, hem top
serebilen hem de yığma kumaş serebilen sistemler vardır. Ayrıca tüp halinde
kumaşları da serebilen özel makineler de bulunmaktadır (www.muhendisforum.net).
Kumaş Kesme: Kumaş kesme; giysiyi oluşturan parçaları dikimle birbirine monte
edebilmek için, serilmiş kumaşı pastal çizimini kullanarak istenilen form ve
düzgünlükte kesme işlemidir (Taha Tekstil, 2011). Çok sayıda kattan oluşan bir
kesim pastalının kesilmesi dikkat ve ustalık isteyen bir iştir. Kesimin hassas olarak
ve kumaş düzlemine dik yapılması önemli noktalardır. Bu nedenle birinci aşamada
dik bıçaklı kesim makineleri kullanılır. Bunlar düşey yönde titreşim yapan ve
tekerlekli bir tabla yardımıyla kesim masası üzerinde elle hareket ettirilebilen
motorlu makinelerdir. Döner disk bıçaklı kesim makinesi kat sayısının az olduğu
durumlarda, ince kumaşların, örneğin astarın, hızlı biçimde kesimi için kullanılan bir
başka kesim aracıdır (www.muhendisforum.net).
30.
1.GİRİŞ Esen GÖÇER
17
İkinciaşamada hassas kesim yapılır. Bunun için dairesel bıçaklı kesim
makinesi kullanılır. Bu makine düşey doğrultuda tek yönde hareket eden bir hızardır.
Kesimin yapıldığı geniş alanlı bir tablası vardır. Kaba kesimi yapılmış büyük
parçalar doğrudan bu makinede kesilirler. Kesim sırasında dikim işlemlerini
kolaylaştıran ve referans noktaları olarak kullanılan çentikler de açılır. Küçük
parçaların kesimi için kesim presleri de kullanılabilir. Bunlar kesilecek parçanın
biçiminde hazırlanmış blok çelik bıçakların kumaş katlarının üstüne bastırılmasıyla
kesmeyi gerçekleştirirler. Bu kesim gömlek yakası, manşet, roba, cep kapakları gibi
ufak kesimler için kullanılır. Çok düzgün standart kesim elde edilir. Bununla birlikte
kesim kalıplarının yapımı çok zaman alır ve pahalı bir yatırımdır. Kestiği kat
yüksekliği 20-30 mm. arasında değişir. Ancak kalıbı uzun zaman değişmeyen
üretimlerde kullanılır (www.muhendisforum.net/).
A) Hızar B) Kesim Motoru (Dik Bıçak)
Şekil 1.8. Kesimhanede Kullanılan Makineler (http://www.arismakina.com/)
Kesim sırasında iş güvenliği konusunda çok dikkatli olmak gerekir. Kesim
makinelerinde eli ve parmakları bir ölçüde koruyan korkuluklar varsa da, bunlar
yeterli değildir. İyi bir aydınlatma ve zaman zaman dinlenme iş güvenliğini sağlar
(www.muhendisforum.net/).
31.
1.GİRİŞ Esen GÖÇER
18
Kesimsırasında dikkat edilecek konular şunlardır;
1) Kesimin hassasiyeti: Eğer parçalar kalıp şekillerinde düzgün olarak kesilmezse
dikildikten sonra beden ölçüleri tutmaz. Bu nedenle kesme işlemi hassas bir şekilde
kumaş düzlemine dik olarak yapılmalıdır.
2) Düzgün kenarlar (Temiz kenarlar): Kesilmiş kumaşın kenarı bilenmemiş bıçak
nedeniyle yıpranmamalıdır.
3) Erimemiş kenarlar: Bıçak, kumaştan geçerken sürtünmeden kaynaklanan bıçak
ısınması oluşmaktadır. Aşırı ısınma kumaşın kıvrılmasına ve termoplastik lifli
kumaşlarda kumaş kenarlarının erimesi sonucu kumaş kenarlarının birbirine
yapışmasına neden olmaktadır. Yapışkan kenarların zorlanarak açılması kumaşın
yıpranmasına neden olur. Ayrıca sertleşmiş kenarlar giyim sırasında rahatsızlık verir.
Bunun için bıçak keskin olmalı, antifüzyon kağıdı kullanmalı, gerekiyorsa kesme
bıçağının hızı düşürülmeli ve pastal yüksekliği azaltılmalıdır.
4) Pastalın desteklenmesi: Kesme sistemi hem kumaşı desteklemeli hem de bıçağın
en alt kat kumaşa girmesine izin vermelidir. Serimi yapılan kumaşın daha önceden
kontrolden geçmiş olmasına rağmen kumaş hatalarının tanınması ve dikkat edilmesi
gerekir (Kalaoğlu, 1999).
(A) Dik Bıçakla Kaba Kesim (B) Hızarla Hassas Kesim
Şekil 1.9. Kesimhanede Kesim İşlemi (Taha Tekstil,2011)
32.
1.GİRİŞ Esen GÖÇER
19
Metolama:Kesilen kumaş katlarını birbirine denk getirerek, oluşabilecek renk farkı,
ton farkı gibi hataları önlemek amacıyla kesim işleminin ardından kesilen parçaların
her katına meto aleti ile üzerinde beden, parti ve kat numarasını ifade eden yapışkan,
küçük etiketler yapıştırılır. Bu işleme metolama denir. Metoların kumaşın arka
yüzüne yapıştırılması gerekir. Bir ürünü oluşturacak tüm parçalar aynı meto
numarasına sahip olmalıdır. Dikim sırasında aynı meto numarasına sahip parçaların
birleştirilmesi çok önemlidir. Aksi takdirde, bir ürünü oluşturan parçalar arasında
renk farkı, optik görünüm farkı gibi problemler ortaya çıkmaktadır (Tunç, 2010).
Meto numarası, soldan başlayarak beden, pastal numarası (pastal kesim fişinin son üç
hanesi) ve sıra numarası olacak şekilde ayarlanır (Taha Tekstil, 2011).
Şekil 1.10. Metolama İşlemi (Taha Tekstil, 2011)
Şekil 1.11. Meto Örneği (Taha Tekstil, 2011)
33.
1.GİRİŞ Esen GÖÇER
20
Tasnif:Kumaş kesildikten sonra dikim hattına girip mamul olmadan önce, bir mamulün
tüm parçalarının (beden, kol, yaka, manşet vb.) kontrol edilerek parçalarının eşlendiği
bölüm tasnif bölümü olarak adlandırılır. Bu noktada montajı yapılacak tüm parçalar hem
kontrol edilir, hem de hatalı olan parçalar ayrılarak yerine sağlam parça konulur. Bir
model için kontrol işleminin yapıldığı ilk kısımdır. Artık kumaş özel olarak o model için
kesilmiş ve kontrolü başlamıştır (Bek, 2008).
İşletmelerde tasnif işleminin yeterli miktarda ışığa sahip alan içerisinde
yapılması gerekmektedir.(Küçüksalvarcı, 2003). Tasnif bölümünde her parça tek tek
ışık altında kontrol edilir. Kontrol ederken renk farkı, delik, kesik, elyaf vb. kaliteyi
bozacak olan kriterler baz alınır. Ayrıca kesilen kumaşın kalıbı üzerinde de her
pastaldan üst, orta ve alt sıradan birer adet olmak üzere ölçü kontrolü yapılır.
İstenilen şartlara uygun olmayan her parça ve onunla birleştirilecek diğer parçalar
sakat olarak ayrılır (Taha Tekstil,2011).
Şekil 1.12. Tasnif Bölümü (Taha Tekstil, 2011)
Kumaş Serim ve Kesim İşlemlerinde Bilgisayarın Kullanılması: İnsan emeğinin
yoğun olduğu konfeksiyon sektöründe kişilerin performansına bağlı olarak verimlilik
ve kalite faktörleri de değişkenlik gösterir. İş akışı içerisinde insan emeğinin
katkısını azaltmak; dolayısıyla daha verimli ve kaliteli bir çalışma ortamı oluşturmak
amacıyla bilgisayar destekli sistemlerin kullanımı yaygınlaşmaktadır.
34.
1.GİRİŞ Esen GÖÇER
21
Kesimplanı hazırlığı işlemi sırasında sistem, kullanıcıya istediği model ve
bu modellerden istediği bedenlere ait kalıpları istediği şekilde yerleştirme olanağı
sağlar. Kullanıcı aynı anda tüm boy kesim planını ekranda görerek kontrol edebilir.
Sistem kalıpların düzgünlüğünü (çözgüye paralel veya dik olmasını), üst-üste
binmemesini, adetlerinin doğruluğunu, kalıplar ile ilgili önceden belirlenmiş özel
uygulanmasını sağlar. Böylelikle en yüksek kumaş kullanım verimliliğini ve kesim
kalitesini sağlayacak yerleşim düzeni hazırlanabilmektedir.
Günümüzde kesimhanede kullanılmaya başlanan CAM (Computer Aided
Manufacturing) sistemleri ile hız, tasarruf ve kalitede yükselme sağlanabilmektedir.
Bu sistemler için üst üste yerleştirilen kumaş katları vakumlanarak sıkıştırılır.
Böylelikle kumaş katlarının kayması ve kırışması problemi ortadan kalkmış olur.
Sıkıştırılan bu kumaş katları bir dik bıçak tarafından otomatik olarak kesilmektedir
(Özdemir, 2007).
Kesim işlemi Cutter (Kesici) adı verilen CAM sistemi ile yapılırsa; kesim
hassasiyeti, düzgünlüğü, kalitesi ve kumaş kullanım verimliliği artar. Bu sistemde
kesim hızı, kesim planına göre kontrol edilebilmektedir. Parçalar vakum etkisi
altında sıkıştırıldığı için yüksek katlarda bile çok düzgün kesim yapılabilmektedir.
Cutterlar; kumaş ve işçilik gibi önemli maliyet unsurlarından ve zamandan tasarruf
sağladıkları gibi, kesim kalitesinin ve verimliliğin de artmasını sağlarlar (Öktem,
Aktuğlu, Özdoğan, 2001).
Şekil 1.13. Cutter İle Kesim İşlemi (Taha Tekstil, 2011)
35.
1.GİRİŞ Esen GÖÇER
22
1.2.1.4.Dikim İşlemi
Dikim, farklı alt süreçlerde üretilen veya hazır olarak alınan parçaların,
ürünün bütünlüğünü sağlayacak şekilde birleştirilmesi işlemidir (www.belgeler.com).
Dikimhanede üretilecek olan modelin cinsine göre makine parkuru belirlenir.
Bir giysinin üretimde geçirdiği zamanın büyük bir kısmını dikimde geçirdiği
bilinmektedir ve bu süre içinde ürün pek çok operasyondan geçmektedir. Bu nedenle
bu bölümde yapılan işlemlerin kalitesi direkt olarak ürün kalitesine etki etmektedir
(Dirgar, 2004).
Dikim bölümü, konfeksiyon işletmelerinde üretim süreci boyunca en fazla
emek yoğun özellik gösteren bölümdür. Aynı zamanda üretimde ortaya çıkan
hataların çoğunlukla dikim bölümünde yapılan işlemlerden kaynaklandığı
bilinmektedir. Konfeksiyon işletmelerinde, seri üretimde farklı operatörler
çalışmaktadır. Üretim sürecinde sadece bir operatörün hatalı çalışması bile ürünün
hatalı olmasına neden olmaktadır. Bu nedenle konfeksiyon üretiminde operatörlerin
birbirleriyle uyumlu çalışması kaliteli üretim için son derece önemlidir (Kaya ve
Erdoğan, 2007).
Şekil 1.14. Dikim Bandı (Taha Tekstil, 2011)
36.
1.GİRİŞ Esen GÖÇER
23
Dikimesnasında, dikiş makinelerinde kullanılan dikiş iğnesinden ve
ipliğinden kaynaklanan dikiş hasarları oluşabilir. Dikiş hasarlarının oluşmasında
etkili olan gerek malzeme gerekse mali değişkenler göz önüne alınarak dikim işlemi
kontrol edilmelidir.
Dikiş hasarını etkileyen malzeme değişkenleri olarak;
• Kumaşa uygulanan terbiye işlemleri,
• Kumaş yapısı
sayılabilir. Kumaşa terbiye işlemlerinden sonra genellikle yumuşatıcı olan kumaş
yağlayıcısının uygulanması dikiş performansını arttıracak ve dikiş hasarını
azaltacaktır. Aksi takdirde, dikim esnasında sürtünme problemi ortaya çıkacak ve
sonuçta dikiş hasarları oluşacaktır.
Kumaşların yapısal özellikleri açısından yüksek gramaja sahip kumaşlar,
dikim esnasında genellikle yüksek iğne sıcaklığına neden olmaktadır.
Dikiş hasarını etkileyen makine değişkenleri arasında ise;
• İğne büyüklüğü,
• Dikiş makinesi hızı,
• Dikiş sıklığı ve yönü,
• Hasarlı makine parçaları
sayılabilir. Kullanılan dikiş iğnesinin çok büyük olması, iğnenin kumaştan geçmesi
esnasında iplikleri parçalamasına sebebiyet vermektedir. İnce iğne kullanılarak dikiş
hasarında azalmalar elde edilmektedir. Fakat bu durumda, dikişe daha fazla özen
gösterilmesi gerekmektedir. Var olan bir dezavantaj da, ince iğne kullanıldığında
yüksek dikiş hızlarında çalışmanın zorluğudur. Bunun yanında var olan bir avantaj
ise dikim esnasında ısı hasarının azalmasıdır.
Dikiş makinesi hızındaki artışlar sonucu, iğne ve kumaş arasındaki sürtünme
hızı artmakta ve doğal olarak bu durum iğnelerin normalden çok daha fazla
ısınmasına neden olmaktadır. Fazla ısınmanın sonucunda da dikiş hasarları meydana
gelmektedir. Bunun yanı sıra dikiş sıklığının artması sonucu iğnenin kumaşa batış
sayısı da artacağından iğne-kumaş sürtünmesi de artacaktır. Bunun akabinde yine
ısıdan kaynaklanan dikiş hasarı artacaktır (Yılmaz,2007).
37.
1.GİRİŞ Esen GÖÇER
24
1.2.1.4.(1).Konfeksiyon Sektöründe Dikim Sürecinin Planlaması
Montaj Hattı Planlaması: Günümüzde, konfeksiyon sektöründeki dikim
sürecinde bir giysinin üretimi montaj hatlarında yapılmaktadır. Hat dengeleme, akıcı
bir üretim için boş zamanların en aza indirgenmesi ve işin çalışma noktalarına hemen
hemen eşit olarak taksim edilmesi problemidir.
Montaj hatları, kitle üretiminin önemli bir alt sistemidir. Bu tip sistemler
ayrıntıda farklı olmakla beraber, temelde birbiri ardına dizilmiş iş istasyonlarından
oluşur. Hammadde ve yarı ürün parçalar, hat içine, hattın başlangıcından veya ara
istasyonlardan girerler. Giren parçalar bir iş istasyonundan diğerine geçerek en son
istasyondan hattı tamamlanmış olarak terk ederler.
Bir montaj hattının kurulmasında ulaşılmak istenen amaçlar aşağıdaki gibidir:
1. Düzenli bir malzeme akışı sağlamak.
2. İnsan gücü kullanımını en üst düzeye ulaştırmak.
3. Makine kapasitelerini en üst düzeyde kullanmak.
4. İşlemler için minimum miktarda süre ve malzeme kullanmak.
5. Boş zamanları veya dengeleme kayıplarını en aza indirmek.
6. İş istasyonu sayısını en aza indirmek.
7. Denge kayıplarını, iş istasyonları arasından düzgün şekilde dağıtmak.
8. Varolan tüm kısıtları, sınırları zorlamadan sağlamak.
9. Hat dengeleme maliyetini en az düzeyde tutmak.
Montaj hattı dengelemenin amaçları birbirleriyle çeliştiklerinden, hepsini
birden en üst düzeye ulaştırmak olası olmayabilir. Dengelemede ana amaç, bu
çelişkilerin göz önüne alınarak en uygun çözüme ulaşılmasıdır. Bu yapılırken montaj
maliyetinin de en küçük olması sağlanmalıdır. Dengeleme işleminde hesaba katılan
etmenler içinde, maliyeti etkileyen tek değişken, iş gücüdür.
İşgücü yükünün dengelenmesinde başvurulabilecek yollar şunlardır:
1) İki veya daha fazla tezgahta bir işçi çalıştırılabilir.
2) İki kısa işlem süresi, diğerlerinden daha az ise bunlar, bir işçiye verilebilir.
3) İşçinin yükü arttırılabilir.
4) İşçiler çalışma hızlarına göre dizilebilir (İlleez, 2006).
38.
1.GİRİŞ Esen GÖÇER
25
MontajHatlarının Yerleşimi: Donanımın ve iş istasyonlarının yerleşim biçimi, hat
tipindeki üretimleri etkileyen önemli bir etmendir. Hattın bulunduğu yer ve
üretilecek ürünün özellikleri, hattın alacağı şekli belirler. Fiziksel montaj hatları; düz,
dairesel, değişik açılı, U-şekilli ve zig-zag gibi değişik biçimlerde tasarlanabilir
(İlleez, 2006).
Montaj hattının düzenlenmesinde dikkat edilecek en önemli noktalardan biri
işçiye çalışma kolaylığının sağlanması, diğeri ise zaman kayıplarının en aza
indirilmesidir. Böylece verim artacak, dolayısıyla da maliyet düşecektir. Bu nedenle
üretim hattı kurulurken aşağıda belirtilen noktalara dikkat edilmesi gerekmektedir.
• Taşıma mesafeleri mümkün olduğunca kısa olmalıdır.
• Geri dönüşler az olmalıdır.
• Operasyonlara uygun iş akışı sağlanmalıdır.
• İş akışı sırasında kesişmeler olmamalıdır.
• İş akışının genel prensiplerine uygun şekilde yerleşim yapılmalıdır
(Dulkadir, 2002).
Basit ve sistematik olması, kolayca yerleşim yapılabilmesi, servis verme
olanaklarının kolaylıkla sağlanabilmesi, konveyör sistemlerinin uygulanabilirliğinin
artması ve maliyetlerinin düşmesi, ayrıca köşelerde meydana gelebilecek transfer
zorluklarının ortadan kalkması gibi nedenlerle, montaj hatlarının yerleşiminde düz
hatlar yeğlenir. Ama aşağıda belirtilen bazı özel durumlarda, değişik şekillerde
montaj şekillerinin kullanımı söz konusu olabilir:
1) Hattın boyu uzun ise, varolan yere sığmıyorsa veya düz hat yerleştirme
yapıldığında boşta kalacak alanın boyutları büyükse, U-şekilli veya dairesel hat
kullanılır.
2) Elektrik ve basınçlı hava gibi tesisat bağlantıları, birden fazla istasyona aynı
kaynaktan yapılıyorsa U-şekilli hatlar kullanılır.
3) Varolan alan uygun değilse ve çok bitişik düzenlemeler gerektiriyorsa, düz
hat dışında kalan uygun bir hat şekli tercih edilir.
4) Maliyeti yüksek olan bir makineye, birbirinden ayrık iki etkinlik
yaptırılması gerekiyorsa, U-şekilli hatlar tercih edilir.
39.
1.GİRİŞ Esen GÖÇER
26
Fizikselmontaj hatlarından başka ayrıca işlevsel montaj hatları vardır. Bunlar
dört değişik biçimde olabilir: Seri, birleşik, paralel ve besleyici montaj hattı tipleridir
(İlleez, 2006).
Konfeksiyon Sektöründe Kullanılan Hat Dengeleme Yöntemleri: Hat dengeleme,
makine parkı ve işgücünün belirlenmesi amacıyla yapılan ve en yüksek verimlilik,
dolayısıyla en düşük maliyeti amaçlayan bir çalışmadır. Montaj hattında amaç bir
ürüne ait bileşenlerin montajını gerçekleştirip bitmiş ürünü elde etmektir. Montaj
süreci iş elemanlarının veya yapılması gereken görevlerin sıralanmasından
oluşmaktadır. Bir iş elemanının montajı önceden belirlenmiş ilgili istasyonda öncelik
ilişkisine bakılarak yapılmalıdır. Montaj hattı dengelemedeki en önemli nokta
görevleri istasyonlara doğru şekilde atamaktır. Çünkü iş elemanlarının işlem süreleri
çoğunlukla eşit değildir. İşlem sürelerindeki bu farklılıklar istasyonlarda zaman
fazlalıklarına yol açmaktadır. Hat dengelemenin temel amacı istasyonlardaki zaman
fazlalıklarını azaltmak için montaj hattındaki toplam iş yükünü istasyonlara eşit
olarak dağıtmaktır (İlleez, 2006).
1.2.1.5. Ütü –Pres
Ütüleme işlemi; giysilerde buruşuklukların ve katlanmış kısımların
düzeltilmesi, giysilere form ve sekil sabitliğinin kazandırılması amacıyla nem, ısı ve
basınç faktörleri kullanarak yapılan işlemdir. Konfeksiyon üretiminde küçük parçalar
önceden hazırlanıp, daha sonra büyük parçalara eklenir. Küçük parçaların
hazırlanması sırasında yapılan ütü, çoğunlukla dikiş açma, yapıştırma ve
düzgünleştirme amacıyla yapılır. Bu ütü işlemlerine “ara ütüleme” denir. Giysi
bittikten sonra, giysiye biçim vermek için "son ütü" denilen ütü işlemi yapılır.
Son ütüleme işlemi ile dikimi tamamlanan giysilerin satışa hazır hale
getirilmesi sağlanır. Ütüleme işleminden önce giysiler üzerinde bir ölçü kontrolü
yapılmakta ve böylece ütüleme toleransları belirlenmektedir. Ütü bölümünde çalışan
elemanlar istenen ölçülere göre ütülemeyi gerçekleştirirler.
Ütüleme işlemleri sırasında ısı ve buhar kullanıldığından kumaşta hatalar
meydana gelebilir ve bunlar da giysinin kalitesinin düşmesine neden olabilir.
40.
1.GİRİŞ Esen GÖÇER
27
Ütülemeişleminde olabilecek hataları önlemek için ütüleme işleminin kumaş
özelliklerine göre dikkatli biçimde yapılması gerekir.
1) İyi bir ütü kalitesi için ütüleme basıncı çok önemlidir. Yanlış ayarlanan basınç
kumaşta parlamalara neden olur. Ütü etkisiyle örme kumaşlarda oluşan parlama
problemi en çok ceplerde, yakalarda, kenarlarda ve dikiş bölgelerinde
görüldüğünden, giysinin ütülenmesi sırasında bu bölgelere dikkat edilmelidir.
Parlamaya karşı hassas olan materyallerde, pres yüzeyi ancak belli bir mesafeye
kadar yaklaştırılarak materyal tamamen buharlanır ve ardından kurutulur .
2) Örme kumaşlardan üretilen giysilerin ütülenmesinde esnetilmemesine dikkat
edilmelidir. Örnek olarak ribana kumaşlardan üretilen giysilerde sadece gerilimsiz
olarak buhar verilmelidir (Yılmaz, 2007).
Şekil 1.15. Son Ütü (Taha Tekstil. 2011)
1.2.1.6. Kalite Kontrol
Elde edilen ürün, en son kalite kontrolden geçirilerek, hatalı yerleri saptanır.
Bazı firmalarda son kontrolden önce, işlem içi kontroller yapan, ara kontrol ekipleri
de vardır. Kontrol sonucu saptanan hatalardan düzeltilebilir olanların onarımı yoluna
gidilir. Düzeltilemeyecek hatalar varsa, bu ürünlerin, hatalı ürün olarak indirimli
fiyatla satılarak değerlendirilmeleri sağlanır. Kalite kontrolden geçen ürünler,
cinslerine göre ya paketlenerek veya askılara asılarak pazarlanır (Bayraktar,1996).
Konfeksiyonda kalite kontrol aşamaları sırasıyla Şekil 1.15’ de gösterilmiştir.
41.
1.GİRİŞ Esen GÖÇER
28
Kumaşve Yardımcı Malzeme Giriş Kontrolü
(Uygunluk Kontrolü)
Pastal Kontrolü
Kesim Kontrolü
Gruplarda Dikim Kontrolü
(Numuneye Göre Ara Kontrol)
Ütü Kontrolü
Son Kontrol
(Bitmiş Ürün Kontrolü)
Son Kontrol ve Ara Kontrol Raporu
Kalite Raporu
Şekil 1.16. Konfeksiyon Üretiminde Kalite Kontrol Aşamaları (Çetin, 2008)
Şekil 1.15’ den de görüleceği üzere konfeksiyonda kalite kontrol hammadde
deposunda kumaş ve yardımcı malzeme kontrolü ile başlayıp, proses kontrolleriyle
devam etmektedir. Pastal hazırlanırken, kesimde, dikimde, ütüde ara kontroller
yapılıp son kontrolde bitmiş ve sevkiyata hazır ürünler kontrol edilmektedir.
Konfeksiyon sektöründe karşılaşılan belli başlı hatalar sınıflandırılarak
aşağıdaki çizelgelerde verilmiştir. Çizelgelerde geçen;
Büyük (Majör) Hata: Ürünün kullanım amacına uymamasına neden olan ve kullanım
esnasında kullanım ömrünü kısaltacak hatalardır.
Küçük (Minör) Hata: Müşteri şikayetine neden olacak veya müşterinin aynı üründe
bu tarz hatanın olmadığı başka ürünü tercih edeceği hatalardır.
42.
1.GİRİŞ Esen GÖÇER
29
Çizelge1.4. Malzeme Hataları Ve Hasarları İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Kesik, Delik, Yanık, Kaçık X
Kumaşta Ütü İle Düzelmeyen
Kalıcı Buruşukluk
X
İğne İzi (Sökük Veya Tamirden Sonra
Görünen İğne Delikleri)
X
İç Astarda, Arka Etekte,
Yırtmaçta Büyük
Parçalarda Ve Önde
Ancak 1cm'den Küçük
Olduğu Durumda
İğne Deliği X
Yabancı Elyaf İlk Bakışta Dikkati Çeken
May Bozukluğu
İlk Bakışta Dikkati Çeken
Veya Üründe Dönme Ve
Çarpılmaya Neden Olan
Örme Veya Dokuma Hatası
Çizelge 1.5. Temizlik İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Yağ Lekesi
5 Mm'den Büyük
Yağ Lekesi
5mm'den Küçük
Yağ Lekesi
Çıkabilen Lekeler X
Yıkandığında Çıkmayan Lekeler X
Çizelge 1.6. Uygunluk İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Müşteri Tarafından Onaylanan
Numuneye Uymayan Veya
Tamamen Atlanmış İşlem
X
Buruşmuş, Kıvrılmış, Kırışmış
Aksesuar
X
Yanlış Yerleştirilmiş,
İyi Takılmamış Aksesuar
X
43.
1.GİRİŞ Esen GÖÇER
30
Çizelge1.7. Dikim Ve Dikiş İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Sökük X
Dikiş Atlaması (Sökülme İhtimali
Olmayan Bölgelerde Tek Atlama
Hata Kapsamına Alınmaz)
X
Dikiş Düşmesi (Görünmeyen
Bölgelerdekiler Hata Kapsamına
Alınmaz)
X
Dikiş Hatası
Dikkat Çekmeyen Eğrilik,
Taşmış, Üst Üste Dikiş
Dikiş Yerinde Katlanma X
Dikkat Çekici Ve Ürünün
Görünümünü Etkileyen Eğrilikler
X
Pat Eşitsizliği 1 cm den Büyük Olanlar
1 cm den
Küçük Olanlar
Yırtmaç Boylarındaki Eşitsizlik 1 cm den Büyük Olanlar
1 cm den
Küçük Olanlar
Ürünün Aynı İki Parçası Arasında
Eşitsizlik
Cepte 0,5cm den
Paçada 1 cm den
Omuzda 2 cm den Fazla
Olanlar
1 Cm Den
Küçük Olanlar
1-2 Cm Arasında Olanlar
Çizelge 1.8. Abraj, Renk Ve Renk Kombinasyonu İle İlgili Hatalar (Taha Tekstil,
2011)
Hata Tanımları Büyük Hata Küçük Hata
Abrajlı Kısımlar X
Aynı Bedene Ait Parçalar Arasında
Dikkati Çeken Ton Farkları
X
Çizelge 1.9. Baskı – Nakış İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Baskının ya da Nakışın Yanlış Yere
Veya Yamuk Yerleştirilmesi
X
Nakışta Delik X
Nakışta Sökük 3 mm den Büyük Olanlar
44.
1.GİRİŞ Esen GÖÇER
31
Çizelge1.10. Etiket İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Eksik (Tamamlanmamış ) X
Hiç Takılmamış X
Sağlam Tutturulmamış X
Yanlış Yere Takılmış X
Yıkama Talimatı Dikilmemiş X
Yanlış Beden Etiketi Dikilmiş X
Yanlış Yıkama Talimatı Takılmış X
Çizelge 1.11. İlik – Düğme İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Yanlış İşaretlenmiş Düğme Yeri
(İliklenince Potluk Yapması)
X
Eksik Düğme X
Düğmeler Sağlam Dikilmemiş X
İstenen Renk Ve Ölçüye Uygun Değil X
Eksik Veya Fazla İlik X
Tamamlanmamış İlik Dikişi X
Yedek Düğme Eksik X
İlikte Kopuk Veya Atlanmış Dikiş X
Çizelge 1.12. Aksesuar İle İlgili Hatalar (Taha Tekstil, 2011)
Hata Tanımları Büyük Hata Küçük Hata
Bozuk Fermuar X
Eksik Rivet/Lişet X
Eksik Aksesuar X
Aksesuarların Eşitsizliği X
Yamuk Aksesuar X
İyi Tutturulmamış Aksesuar X
Kumaş Depoda Kalite Kontrol: Laboratuar onayı almış olan kumaşın üretim
hattına girmeden önce kalite kontrolünün yapılarak uygunsuzlukların tespit edilmesi
ve kumaşın kesime hazır hale getirilmesi amacıyla kumaş kalite kontrol yapılır.
45.
1.GİRİŞ Esen GÖÇER
32
Şekil1.17. Kumaş Depoda Işıklı Masada Kalite Kontrol (Taha Tekstil, 2011)
Kumaş depoya alınan kumaş ışıklı masalardan geçirilerek kontrol edilir. Bu
kontrol şu şekilde yapılır:
• Laboratuardan renk ve gramaj onayı olan kumaş partisini alınır.
• Kumaş, kontrole hazır hale getirilir ve kontrol masasının üzerine yerleştirilir.
• Kumaşın sarım yapılacağı bölgeye rolik yerleştirilir.
• Kontrol edilecek kumaşın türüne göre hatayı görebilecek şekilde ışıklar
ayarlanır.
• Kumaş topu sarılmaya başlanır. Kumaş topunun 6-7 metre sonrası, ortası ve
sonu olmak üzere üç kez en ölçümü alınır ve kalite kontrol formuna işlenir.
Kontrol edilen her topun baş, orta ve sonundan renk numunesi kesilerek, renk
kontrolü için laboratuara verilir.
• Kalite planına göre kumaş (abraj, kalın ip, çizik, delik vs...) kontrol edilir.
• Hata bulunan durumda kumaş üzerine meto yapıştırılır ve kalite kontrol
formuna işlenir.
• Kontrolü biten kumaş poşetlenerek üzerine numaralı kontrol formu
yapıştırılır ve kumaş depoya kesilmek üzere istiflenir.
• Kumaş Kalite Kontrol formunda belirten parti no, dosya no, renk, miktar ve
kumaş cinsine göre kontrol edilen kumaşın, fiiliyatta doğru olduğunu, top
46.
1.GİRİŞ Esen GÖÇER
33
başınayapıştırılan boyahane bilgi fişine göre ve top içinde çıkmaz kalemle
yazılan yazıya göre kontrol edilir.
• Kumaş kontrol formuna kumaşın cinsine göre dinlenme süresini yazılır.
à % 10’dan fazla lycra içeren kumaşlar: en az 24 saat
à % 5 - %10 arası lycra içeren kumaşlar: en az 12 saat
à % 2 - % 5 arası lycra içeren kumaşlar: en az 4 saat
Kumaş aşağıda belirtilen sıklıkta kontrol edilir.
• Bütün partilerin gelen top sayısının %20 sini kontrol edilir.
• Top başına hata adedi 10 ile 15 arasında ise top sayısının %50 kontrol edilir.
• Top başına hata adedi 20 nin üzerinde ise tüm parti kontrol edilir.
• Yeni iplik ve boyahane denemelerinde başka bir talimat alınmadıkça %100
kontrol edilir (Taha Tekstil, 2011).
Kumaş depoda kumaş kalitesinin tayini 4 point sistemine göre yapılır.
Bu sisteme göre hatalar tipine göre değil uzunluklarına göre aşağıdaki şekilde
puanlanır.
Hata Boyu Puanlar
• 0-7,5 cm 1
• 7,5-15cm 2
• 15-22,5cm 3
• 23cm ve fazlası hatalar ve tüm delikler 4
Renk farkı, abraj, kanat farkı, boya kırıkları, eğrilik, çarpıklık, kumaş
dönmesi, boya düzgünsüzlüğü, renk lekeleri, dar en gibi hatalar ile 90 cm ve daha
fazla devam eden hatalar bu puanlama sistemi ile değerlendirilmez (Taha Tekstil,
2011).
Kesimhanede Kalite Kontrol: Kesimhanede yapılan kesim, serim ve tasnif işlemleri
esnasında kalite adına aşağıda belirtilen noktalara dikkat edilmesi gerekir.
a) Katların aynı hizada olması: Her kumaş katı, en azından grafiğin uzunluğunu ve
genişliğini kapsamalıdır. Kumaşların genişlikleri toptan topa değişebileceği için
grafikler genellikle dar kumaş enine göre ayarlanır. Kumaşların grafikten artan
genişlikleri grafiğin kenarlarından çıkar. Genelde kumaşın bir katı sabit tutularak
diğer kenardan sarkmalara izin verilir. Bazen de, kumaş katları merkezlenerek
47.
1.GİRİŞ Esen GÖÇER
34
kenarlardakifazlalıklar her iki kenara eşit olarak dağıtılır. Ancak bu serimdeki
düzgünsüzlük, kumaş katlarının grafiğin bütün alanını kaplamasına ve bazı kalıp
parçalarının kesilirken eksik kalmasına neden olur. Ayrıca kumaş katlarının uçları 90
derece kesilmelidir.
b) Kumaş hatalarının çıkarılması: Serme işlemini yapan kişi daha önceki işlemlerde
gözden kaçan kumaş hatalarını bulabilmelidir. Bazen ucuz giysilerde, hatalar serim
sırasında çıkarılmaz ve imalatın sonunda ayrılır. Yalnız serim isçisi, bu hatalı
kısımların kesilmiş giysi parçalarında bulunmamasından sorumludur. Kumaş
hatalarının bulunduğu yerlere işaret konulmalıdır.
c) Kumaş serme yönüne dikkat edilmesi: Farklı kumaşlarla çalışıldığında farklı serim
şekillerine dikkat edilmelidir. Tek yüzlü kumaşların seriminde; kumaş yüzeyinin
sürtünme karakteristiklerine göre kumaşta bütün katlar yüzler aşağı, bütün yüzler
yukarı ya da yüz yüze serim uygulanabilir. Tüy ve desen yönü göz önüne alınmalıdır.
Tek yönlü serimde kumaş yüzeyleri hep aynı yöne bakar. Bu tip serimde bütün kalıp
parçaları kullanılır. Yüz yüze serimde kumaş yüzeyleri iç tarafta kalır. Bu durumda
çift olan kalıpların (simetrik parçaların) birisi kullanılır. Desen yönü, ters ve yüzünde
farklılık olmayan kumaşlarda zigzag pastal atma uygulanır. Bu serim metodunda
kumaş serilirken kesilmez, sürekli kumaş akım sağlanır. Tüp kumaş sermede; örme
kumaşlar tüp halinde serilir ve simetrik kalıplardan bir tanesi kullanılır.
d) Kumaş katlarının düzgün gerilimle serilmesi: Eğer kumaş çok gevsek serilirse
kumaş katlarında kırışıklıklar oluşur. Çok gergin serilirse serildikten sonra ya da
kesim işleminden sonra kendini toplar ve kumaş çeker, böylece dikilen parçanın
bedeninin daralmasına neden olur. Bu nedenle kumaşın gerilimsiz olarak serilmesi
gerekir. Serme makinesinde meydana gelebilecek gerilime ek olarak kumaşın kendi
içinde de büküm, tekstüre ya da ipliğin elastikliğinden kaynaklanan ve örgü
yapısındaki ilmek ilişkisinden dolayı gerilmeler ortaya çıkabilir. Bu tür kumaşlar
gerilimle çabuk gevşeme ya da kendini toplama göstermezler, zamanla çekme
oluştururlar. Bu nedenle streç kumaşlar elle serilmeli ve sermeden bir gün önce
gevşek olarak bekletilmelidir.
e) Kumaş parçalarında ton ayrımının yapılması: Pastal genellikle çok sayıda kumaş
topuyla oluşturulur ve birkaç renk kumaş kapsayan pastallarda da her renkten birkaç
48.
1.GİRİŞ Esen GÖÇER
35
topkumaş kullanılır. Aynı renkte olan kumaş parçaları bile ayrı ayrı boyandığından
ton farklılıkları gösterir. Bu farklı parçalardan kesilmiş kısımlarla giysi yapılırsa
giysi parçaları arasında ton farklılıkları göze çarpar. Bu nedenle aynı renkte birçok
kumaş topu geldiğinde başlangıçta ton farkı gözükmeyen toplar ayrılmalıdır. Normal
olarak bu işlem bir renk uzmanı ya da daha kolay olarak spektrofotometre
kullanılarak bilgisayarla yapılır.
Aynı renkte fakat farklı tonda kumaşlar serilirken bir kağıtla ayrılmalıdır. Bu
parlak kağıt, kesilmiş kenarlardan kolaylıkla görülür ve demetleme sırasında katların
kolay ayrılmasını sağlar. Bu kağıtlar, ayrıca kenarın kaymasını da önler.
f) Statik elektriklenmenin önlenmesi: Sentetik lifler içeren kumaşların serilmesi
sırasında sürtünme kumaştaki statik elektrik yükünü artırabilir. Serme operatörü,
kumaş katını düzgün olarak yaymada zorluk çeker. Kesim odasının rutubet oranını
artırmak ve kumaşın serme makinesinin kılavuz çubuklarından geçiş seklini
değiştirmek gerekir.
g) Pastalın karışmasını önlemek: Pastalın altına glaze kağıt serilir. Böylece dik bıçak
pastalın altına indiğinde en alttaki kumaş katlarının karışması önlenir.
h) Kesme sırasında kumaş katlarının erimesinin önlenmesi
i) Maksimum kat adedi yüksekliği
j) İki uçta da fazla sarkma olmaması
k) Dikim kalitesi açısından açılacak çıt, çentik, işaret ve deliklerin gerekli büyüklükte
ve istenilen yere açılması
l) Tasnif kısmında çok gevsek veya çok yapışkan meto kullanılmaması ve fazla
yapışkan olması nedeniyle iz oluşmaması
m) Numaralama işleminin eksik ya da yanlış yapılmaması (Yılmaz, 2007).
Tasnifte Kalite Kontrol: Tasnif bölümünde kontrol edilen kısımlar kesim ve kumaş
olarak iki grupta toplanır. Amaç hatalı olan parçayı üretim hattına sokmadan elemek,
yerine sağlam ve diğer parçalara uygun parçayı eşleştirerek üretime hazırlamaktır.
Her modelin her bedeni ve her parçası için karton kalıplar hazırlanmıştır. Serim
kontrol, her balyanın üsten alttan ve ortadan alınan parçaların bu karton kalıplarla
karşılaştırılıp uygun olup olmadığı tespit edilerek yapılır. Gergin olarak serilmiş olan
partiler (pastallar) bu karton kalıplardan daha küçük, gevşek olarak serilmiş olan
49.
1.GİRİŞ Esen GÖÇER
36
partiler(pastallar) bu karton kalıplardan büyük olur. Bunun dışında tüm parçalar
%100 kontrol edilerek hatalı kesimler, kumaş ek yerleri, sabit kalemle kumaş parti
numaralarının yazıldığı kısımlar, büyük lekeler, büyük delikler, el tamiri kısmında
çıkamayacak olan büyük yabancı elyaflar, büyük toplanmış iplikler ayrılırlar. Hatalı
parçaların metoları sökülerek yerine konulan sağlam parçaya yapıştırılır. Böylece
dikim sırasında meto takibinin olması sağlanmış olur (Bek, 2008).
Dikimde İnline (Bant İçi) Kalite Kontrol: Bir bandın üretim esnasında kalite
yönünden kontrolü amacıyla inline kontroller yapılır. Bu kontrollerde operatörlerin
yaptığı işler sürekli olarak düzenli şekilde kontrol edilir, aşağıdaki noktalarda hata
olmadığından emin olunur (Taha Tekstil, 2011) ;
• Kalite (onaylı numune ve müşteri şartları ile karşılaştırılarak)
• Görünüş (Kumaş hataları ve renk farkları)
• Ölçü
• İğne Aralığı (Adım Ayarı)
• 3cm’deki dikiş sayısı
• Dikiş kaymaları
• İğne Delikleri, Dikiş Atlamaları, Çıtlamalar ve Gevşek dikişler
• Yanlış Malzeme (Etiketler, İplik, Lastik vs.)
Şekil 1.18. Inline Kontrol (Taha Tekstil, 2011)
50.
1.GİRİŞ Esen GÖÇER
37
Inlinekontrol sırasında bulunan herhangi bir hata şu şekilde kaydedilir.
Bir Hata: Makineciye bildirilir, tamiri yaptırılır, operatör daha sıkı kontrol edilir,
hatayı kaçırmaması için kalite kontrolcü uyarılır.
İki Hata (Sarı Kart) : Makineciye hatasını gösterilir ve tamir ettirilir.
Üç Veya Daha Fazla Hata (Kırmızı Kart) : Makinecinin üretimi durdurulur ve
hatanın sebebi araştırıldığı sırada, iyileştirici bir önlem alınıncaya kadar, makineci
tamirleri yaptırılır. Kontrolden önce yapılmış olan bütün malların yeri belirlenerek,
onların da tekrar kontrol edilmesini sağlanır. Makineci üretime tekrar başladığında
ilk yaptığı işleri %100 kontrol edilir (Taha Tekstil, 2011).
Dikimde Band Sonu Kalite Kontrol: Üretim hattından çıkan mamulün kalite
standartlarına uygun olarak kontrollerini yapmak ve hataları üretim hattında
gidermek amacıyla bant sonunda kalite kontrol elemanları tarafından ürünler kontrol
edilir.
Şekil 1.19. Band Sonunda %100 Kalite Kontrol (Taha Tekstil, 2011)
Bant sonunda bulunan kalite kontrol elemanları ürünleri şu şekilde kontrol eder:
• Modele özgü olan kalite kontrol dokümanları (kontrol metodu, risk analizi,
ölçü çizelgesi vs.) alınır.
• Modelin şablonu, kalite kontrol masasına asılır.
• Kontrolü yapılacak her beden şablon üzerine tutulur ve ölçülerin uygunluğu
kontrol edilir.
51.
1.GİRİŞ Esen GÖÇER
38
•Ölçü olarak uygun olan ürünün dikiş, kumaş ve aksesuar kontrolleri yapılır.
• Her mamulün yıkama talimatı ve askı boncuğunun beden ölçülerine
uygunluğunu kontrol edilir.
• Uygun olanları 1. kalite olarak ayrılır.
• 2.kalite, makine tamiri, el tamiri, leke olan işlerde; hatanın olduğu bölgeye renkli
meto yapıştırılır, ürün reyon üzerindeki uygun bölgeye asılır ve tamire gönderilir.
• Tamire gönderilen işler geldiğinde yukarıdaki şartlarda tekrar kontrolleri
yapılır.
• Paketlemesi yapılacak ürünler paketçiye teslim edilir (Taha Tekstil, 2011).
Bant sonunda banttan akan ürünlerin tamamına görsel ve ölçüsel kontrol
yapılmalı ve bu kontrolde şunlar yer almalıdır.
1.Ürünün İç Tarafı
• Dikiş atlaması
• Dikiş kesiği
• Dikiş kayması
• Çıtlama
• Büzgüler
• Sökülme
• Yıkama talimatı üzerindeki bilgilerin ve dikildiği yerin doğruluğu
• Kemer reçmede iç tarafta 1-2 mm kumaş kalmış olması
• Ürün içinde meto kalmamış olması
2.Ürünün Dış Tarafı
a) Tüm Dikişler Kontrol Edilmeli
• İğne Deliği
• Dikiş Kayması
• Büzgü ve Katlanma
• Gevşek Dikiş
• Sökülme
• Dikiş Atlaması
• Büzgü
52.
1.GİRİŞ Esen GÖÇER
39
•Esneme
• Ense Etiketinin Merkezde olması ve sağlam dikilmesi
• Dikiş Kayması
• Sökülme
• Çıtlama(Minimum Yaka Esnekliği)
• Atılması gereken kısımlarda zigzag olduğuna emin olunmalı
b-)Kumaş Yüzeyi Kontrol Edilmeli
• Toplanmış İp
• Renk Farkı ve Çizgi
• Yabancı Elyaf
• Lekeler
• May Dönmesi
3. Aksesuarlar
• Üründeki tüm aksesuarlar sağlam takılmalı
• Aksesuarların pozisyonu doğru olmalı
• Baskı-nakış veya boncuk yerleşimleri doğru olmalı
• Nakışta sökülme olmamalı
• Baskıda çatlama olmamalı
• Aksesuarlar kartelaya uymalı
• Boncuklarda dökülme olmamalı
4.Ütü
• Ütülemenin dalgalanma olmadan düzgün yapıldığından emin olunmalı
• Buruşukluklar hafifçe düzeltilmeli
• Dikimden kaynaklı dönmelerin ve may dönmesi olmadığından emin olunmalı
• Ürünün aşırı ütülenmemesine dikkat edilmeli (aşırı ütü parlamaya neden
olabilir)
5.Kritik Ölçüler
• Dış Boy
• İç Boy
• Ön-Arka Ağ
53.
1.GİRİŞ Esen GÖÇER
40
•Basen
• Baldır
• Göğüs
• Bel
• Etek
• Üst Kolboyu
• Ön Boy (Taha Tekstil, 2011).
AQL (Accepted Quality Level) Depo Kalite Kontrol: Depoya girmeden önce ürünlerin
örnekleme yoluyla son kontrollerini yapmak ve mamulü depoya gönderilmeden önce
kalite standartlarına uygun hale getirmek amacıyla AQL işlemi yapılır. Bu aşama
tamamen müşteri gözüyle yapılan son kalite kontrol işlemdir.
Şekil 1.20. Depo Son Kalite Kontrol (AQL) (Taha Tekstil, 2011)
Bandın son kontrolünden çıkan tüm reyonların, kalite planları doğrultusunda
kalite denetimlerini yapılır. Kalite denetimleri; adetsel bazda kontrol altına almak ve
karar vermek için Çizelge 1.13’ de belirtilen şekilde uygulanır (Taha Tekstil, 2011).
54.
1.GİRİŞ Esen GÖÇER
41
Çizelge1.13. Yükleme Öncesi Kalite Kontrolde Alınan Örnekleme İş Adedi (Taha
Tekstil, 2011)
Kabul edilebilir hata seviyeleri dışında rastlanılan tüm uygunsuzluklarda
ürün tekrar üretim hattına çevrilir ve tamirlerin yapılması sağlanır. Tamiri yapılıp
tekrar kontrole gelen ürünler; tekrar kalite standartlarına göre kontrol edilir. Tüm
ürünlerin kumaş hataları, dikiş hataları, ölçü hataları ve etiket hataları kontrol edilir.
Bu işlemler, istenilen kalite seviyesine ulaşıncaya kadar devam ettirilir (Taha Tekstil,
2011).
Bakılan iş adedi Örnek sayısı Maksimum hata
2-8 2 0
9-15 3 0
16-25 5 0
26-50 8 0
51-90 8 0
91-150 32 1
151-280 32 1
281-500 50 2
501-1200 80 3
1201-3200 125 5
3201-10000 200 7
10001-35000 315 10
35001-150000 500 14
150001-500000 800 21
500001-ve yukarısı 800 21
55.
1.GİRİŞ Esen GÖÇER
42
1.2.1.7.Paketleme- Depolama
Hazır hale gelen giysiler paketlenir, ambalajlanır veya isteğe bağlı olarak
kolilenir. Paketleme işleminin amacı; giysilerin bedenini, rengini, cinsini vb.
özelliklerini belirlemek, düzgün ve net görünmesini sağlamak, giysilerin
kirlenmesini ve yıpranmasını önlemek, ürünün müşteriye istediği şekilde ulaşmasını
sağlamaktır. Paketleme işlemi yapılırken genellikle kullanılan malzemeler şunlardır:
Katlama kartonu, fiyat kart etiketi, çengelli iğne, stiker, kılçık, askı, şeffaf kağıt,
poşet, koli (karton), koli bandı, koli üstü bilgi kağıdıdır.
Paketleme yapılırken aşağıdaki noktalara dikkat edilmesi gerekir:
• Renklerin birbiriyle aynı olmasına,
• Bedenlerinin birbiriyle aynı olmasına
• Ütüsünün düzgün olmasına,
• Aksesuar olarak kullanılan malzemelerin doğru olarak kullanılmasına,
• Katlamanın düzgün şekilde olmasına,
• Katlama esnasında malın içinde ip, iğne v b. şeylerin kalmamasına,
• Doğru poşetlerin kullanılmasına,
• Asorti sayılarının doğru olmasına,
• Koli üstü bilgi kağıdındaki bilgilerin doğru olmasına,
• Koli-poşet ölçülerinin, içine konacak malın ölçülerine uygun olmasına dikkat
edilir.
Üretilen malların paketlenmesi; müşterinin (alıcı firmanın) isteği
doğrultusunda yapılır. Üretici firma kendi isteğine göre paketleme yapamaz. Bunun
için müşteri, malı üretici firmaya verirken istediği paketleme detayı hakkında bilgiler
vermek zorundadır. Üretici firmada bu verilen bilgilere uymak zorundadır.
Paketleme işlemi yapılmadan önce mallar düzgün, iyi bir şekilde
ütülenmelidir. Daha sonra katlanması mümkün olan giysiler çeşitli katlama teknikleri
kullanarak paketlenir (Özdemir, 2007).
56.
1.GİRİŞ Esen GÖÇER
43
(A)Askılı Paketlenmiş Ürün (B) Katlanarak Paketlenmiş Ürün
Şekil 1.21. Paketlenmiş Ürünler (Taha Tekstil, 2011)
Kolileme: Bazı ürünler müşteri tarafından askılı değil de kolili olarak ambalajlanmış
istendiğinde kolileme yapılır. Kolilerde istenen beden-adet oranları sağlanır ve
kapatılıp koli üstü adres tanıtım bildirim etiketi yapıştırılır (Taha Tekstil, 2011).
Çeki Listesinin Hazırlanması ve Sevkiyat: Müşteri adına AQL grubundan onayını
alan malların, ihracat için çeki listesi hazırlanır ve ithalat, ihracat sorumlusuna,
gerekli ihracat işlemlerinin yapılması için verilir ve ürünlerin sevki sağlanır (Taha
Tekstil, 2011).
(A)Askılı Sevk Edilecek Ürünler (B) Kolili Sevk Edilecek Ürünler
Şekil 1.22. Sevkiyata Hazır Ürünler (Taha Tekstil, 2011)
57.
1.GİRİŞ Esen GÖÇER
44
1.3.Kalite İle İlgili Kavramlar
Kalite ile ilgili çalışmalar milattan önceki yıllarda Hammurabi Kanunları'na
kadar uzanır. Kalitenin bir kavram olarak ortaya çıkması ise 19. yüzyıla
rastlamaktadır. Üreticiler bu dönemden sonra kalite bilinciyle ürünlerine kendi,
markalarını vurmaktan mutluluk duymaya başlamışlardır. Frederick Taylor'un ABD'
de iş planlamasını işçi ve ustabaşların inisiyatifinden alıp, endüstri mühendislerinin
kontrolüne vermesiyle başlattığı uygulama, sanayi devriminin tohumlarını atmıştır.
1930'lu yıllarda kalite, iyinin kötüden ayrılması, şeklinde Henry Ford
tarafından yönetimin beş fonksiyonu arasında irdelenmiştir. Hata miktarı ve
cinslerinin tespiti ile ilgili olan bu kontrol, 1940'larda istatistiksel yöntemlerin
kullanılması şekline dönüşmüştür. Kalite kontrol, 1950'li yıllarda bir kişinin veya bir
ekibin sorumluluğuna bırakılmıştır.
Yıllara göre kalitenin gelişimine bakıldığı zaman Japonya'nın bu konuda 2.
Dünya Savaşı'ndan sonra Batı ülkelerini geride bırakan bir gelişme kaydettiği
görülmektedir. Amerika'da İstatistiksel Kalite Kontrol önce Deming sonra da Juran
tarafından tanıtılmıştır. Bu dönemde Japonya gibi bazı Uzakdoğu ülkeleri G.Kore,
Tayvan, Singapur büyük gelişmeler göstermişlerdir. 1970'li yıllarda Deming ve
Juran, örgütlere para, zaman ve kalite olmak üzere üç boyutlu düşünce olanağı
sağlamışlardır. 1980'li yıllara gelindiğinde sadece maliyet unsurunun dikkate
alınması yetersiz kalmış, kalite anlayışı rekabette ön plana geçmeye başlamıştır .
Son yıllarda özellikle teknolojinin gelişmesi ile yenilenmiş olan kalite terimi,
müşteri isteklerinin yine müşterinin talep ettiği en uygun şartlarla sağlanması olarak
tanımlanmıştır. Bunun sonucunda da müşteri isteğinin temini tek başına bir kriter
olmaktan çıkmış, “müşteri tatmini” denen yeni bir kriter, yeni bir tanım ortaya
konulmuştur. Ayrıca günümüzde müşteri terimi de gelişmiş ve iki tip müşteri temel
olarak belirlenmiştir. Bunlardan ilki eskiden beri de bilinen nihai müşteridir. İkinci
olarak tanımlanan ve yeni gelişmekte olan müşteri tipi ise, proseste birbirini takip
eden departman yada kişi olarak açıklanmaktadır (Bek, 2008).
Kalite kavramı, insanların ve sistemlerin “hata yapması” ve “mükemmele
ulaşma isteği” gerçeğinden ortaya çıkmıştır. Latince nasıl oluştuğu anlamına gelen “
58.
1.GİRİŞ Esen GÖÇER
45
qualis” kelimesinden türemiş ve “qualites” kelimesi ile ifade edilmiştir. Herkesin
genel olarak uzlaşabileceği bir kalite tanımı yapılması neredeyse olanaksızdır. Dünya
çapındaki kuruluş ve uzmanlar tarafından yapılmış olan kalite tanımları aşağıda
verilmiştir:
• Kalite kullanıma uygunluktur (J.M.Juran).
• Kalite bir ürünün gerekliliklere uygunluk derecesidir (P.Crosby).
• Kalite bir ürün ya da hizmetin belirlenen ya da olabilecek ihtiyaçları
karşılama yeteneğine dayanan özelliklerinin toplamıdır (ISO).
• Kalite, bir mal ya da hizmetin belirli bir gerekliliği karşılayabilme
yeteneklerini ortaya koyan karakteristiklerin tümüdür (ASQ).
• Kalite, bir mal yada hizmetin tüketicinin isteklerine uygunluk derecesidir
(EQO) .
Bir malın veya hizmetin kalitesi çeşitli özellikler ve boyutlarla tanımlanabilir.
Kalite boyutu, müşteri beklentilerinin ölçülebilir birer kalite boyutuna dönüşmüş
şeklidir. Kalite boyutunu bilmek müşterinin ürün veya hizmeti nasıl algıladığını
bilmek açısından önemlidir. Sadece kalite boyutunu anlayarak kalite ölçümleri
gerçekleştirilebilir ve mal veya hizmet kalitesi artırılabilir (Yeşilbayır, 2007).
İnsanların arzu ve gereksinimleri çok çeşitlidir. Bunları bir kalıp şeklinde
belirlemek zordur. Herkesin beklentileri farklı olacağı ve kalitenin de bu farklılıklara
cevap vermesi gerektiği için kalitenin birden çok boyutu vardır. Birçok ürün ve
hizmete uygulanabilecek standart kalite boyutları aşağıdaki gibidir;
1. Performans (İşlevsellik): Kalitenin en önemli boyutudur. Mal yada hizmetin
kendisinden beklenen fonksiyonları ne derece yerine getirdiğini gösteren bir
ölçüttür. Buna gerçek kalite karakteristiği de denir.
2. Uygunluk: Spesifikasyon, standart ve belgelere uygunluk derecesidir.
3. Özellikler: Mamulun esas işlevinin dışında kalan ama mamülün kalitesini
tanımlayan diğer karakteristikleridir. Örneğin; rengi, kullanım kolaylığı vb.
4. Dayanıklılık: Mamulün bozulana kadar ki kullanım süresidir.
5. Güvenilirlik: Ürünün özelliklerinin ve kalite karakteristiklerinin vaat edilen
süre içinde devam edeceğine olan güveni tanımlar.
59.
1.GİRİŞ Esen GÖÇER
46
6.Satış Sonrası Hizmetler: Ürüne ilişkin sorun ve şikayetlerin kolayca
çözülebilmesidir.
7. Estetik: Ürünün albenisi ve duyulara seslenebilme yeteneğidir.
8. İtibar: Ürünün geçmişi, marka ve moda değeridir. Mamulun imajını
sergileyen karakteristiklerin tümüdür (Yeşilbayır, 2007).
Kaliteyi “gerçek kalite” ve “algılanan kalite” seklinde incelemek mümkündür.
Bir mal veya hizmeti sunan kişi veya kurulusun, mal ve hizmeti sunma için sarf ettiği
gayret ve katlandığı masrafların, onun spesifikasyonlarına ulaşması halinde elde
edilen kalite gerçek kalitedir. Algılanan kalite ise subjektif bir kavramdır ve
müşterinin algıladığı kalitedir. Bir mal veya hizmet müşterilerin beklentilerini
karşıladığı zaman algılanan kaliteye ulaşılmış olur. Bunun anlamı, müşterinin elde
ettiği ürünün beklediğini karşılaması veya beklendiğinden daha iyi olduğuna
inanmasıdır. Kalitenin iyileştirilmesi konusunda başarıya ulaşmak için her iki kalite
kavramına önem verilmesi gerekir (Bircan ve Özcan, 2003).
Günümüzde ürün kalitesinin istenen düzeyde olmasının, tasarım (dizayn)
kalitesinin, tasarıma uygunluk kalitesinin ve kullanımda bekleneni verme kalitesinin
sağlanması ile elde edileceği anlaşılmıştır (Sekil 1.22) (Başkan, 1997).
Şekil 1.23. Kalitenin Oluşumu (Başkan, 1997).
Tasarım kalitesi: Üretime başlanmadan önce tüketici istekleri doğrultusunda
ürünü tanımlayan ve belirleyen kalite özelliklerinin (spesifikasyonların) tespiti ile
oluşur. Tüketici doyumunun sağlanması amacıyla teknik dokümanlarla kalite
Hammadde ve Satın Alınmış
Parçaların Kalitesi
Teknolojik Donanım Kalitesi İşçilik Kalitesi
Tasarım Kalitesi Uygulama Kalitesi Kullanım Kalitesi
ÜRÜN KALİTESİ
60.
1.GİRİŞ Esen GÖÇER
47
karakteristikleribelirlenir. Mamulün kalitesinde aktif olarak rol oynayan noktaların
kaynağı dizayn safhasında tespit edilir. Çünkü hiçbir üretim, dizaynda var olmayan
kalite unsurlarını temin edemez. Mamulün kalitesi ve maliyeti dizayn safhasında
tespit edilir (Dengizler Kayaalp, 2007).
Tasarıma uygunluk kalitesi (Uygulama kalitesi): Üretilen ürünün tasarım
aşamasında belirlenen tasarım kalitesi ile ilgili spesifikasyonlara uyma derecesidir.
Tasarıma uygunluk kalitesinin kontrolü; ham ve yardımcı maddelerin
sağlanmasından, üretilen malın ambalajlanıp depolanmasına kadar gecen tüm
aşamaları kapsar. İstatistiksel yöntemlerin en yaygın bicimde uygulandığı alandır.
Kullanım kalitesi: Ürünün tüketici tarafından satın alındığında ne derece
hizmet verdiğinin bir ölçüsüdür (Başkan, 1997).
Kalite; müşteri isteklerini ve gereksinimlerini mümkün olan en ekonomik
düzeyde karşılamayı amaçlayan mühendislik ve üretim karakteristiklerinin
bileşiminden oluşur. Rekabetin ve teknolojide meydana gelen değişimlerin giderek
yok edici boyutlara ulaştığı günümüz iş dünyasında işletmelerin varlıklarını koruyup
devam ettirebilmeleri için kalite vazgeçilmez bir unsurdur. Yarım yüzyıl öncesine
kadar özellikle üretim sektöründe ürünü daha kaliteli hale getirmenin maliyetleri
daha da artıracağına inanılmaktaydı. Ama son yıllarda yapılan araştırmalar bu
görüşün tam tersini ortaya koymaktadır. Buna göre “sürekli kalite iyileştirmesi
sonucunda maliyetler azalır”. Dolayısıyla kalite düzeyinin artması ve maliyetlerin
düşmesi işletmelerin rekabet avantajı sağlamalarına neden olur (Dengizler Kayaalp,
2007).
Kaliteli ürün ve hizmet sağlamanın firmaya maliyeti olduğu gibi kalitesiz
ürün veya hizmetin de firmaya maliyeti vardır. Rekabetin hızla arttığı pazarlarda
işletmeler rekabet üstünlüğü sağlayabilmek için kalitenin ve kalitesizliğin meydana
getireceği maliyetleri bilmesi gerekir (Korkmaz, 2007).
Müşteriler maliyet, teslimat, esneklik ve servis gibi kendilerini ilgilendiren
her konuda memnun edilmek zorundadır. Kano, Şekil 1.24’de gösterildiği gibi
kalitenin müşteri ihtiyaçlarına yön verdiğini savunmuştur.
61.
1.GİRİŞ Esen GÖÇER
48
MüşteriMemnuniyeti
Beklenmedik
Mevcudiyet Düzeyi
MECBURİ KALİTE
Şekil 1.24. Kalite ve Müşteri İhtiyaçları İlişkisi (Dengizler Kayaalp, 2007).
Kano’nun modeli kaliteyi iki boyut şeklinde açıklar; bu boyutlardan biri
“mecburi kalite” (beklenen ihtiyaçları tatmin emek için) diğeri ise “çekici kalite”
(beklenmeyen ve müşteriyi memnun eden) şeklinde tanımlanmıştır. Çekici kalite
müşterinin sahip olmaktan hoşlanacağı ancak şimdiye kadar sahip olmadıkları
fazladan özelliklerdir. Zaman içinde “çekici kalite”, “mecburi kalite” haline
dönüşmektedir. Ürün sunumu olgunlaştığında ve ayırt edici avantajlarını
kaybettiğinde, servis düzeyi kritik ürün farklılaştıranı olarak belirir. Müşterinin ürün
veya hizmetteki kaliteyi kabul ettiğini anlamanın en kolay yolu, müşterinin tekrar
gelip fazlasını istemesidir (tekrar eden alıcı). Müşterilerin dönmeleri üreticilerin en
azından mecburi kaliteyi sağladıklarını veya çekici kalitede beklentilerini aştıklarını
göstermektedir (Dengizler Kayaalp, 2007).
62.
1.GİRİŞ Esen GÖÇER
49
1.3.1.Kalite Kontrol
ISO “kalite kontrolü” şöyle tarif etmektedir: Geniş anlamda kalite kontrol;
kaliteyi korumak, geliştirmek ve üretimi alıcının tatmin olacağı en ekonomik
seviyede devam ettirmek için uygulanan işlemler dizisidir. Dar anlamda kalite
kontrol ise, bir malın spesifikasyonlarına uygunluğunu denetleme ve doğrulama
işlemidir. Kalitenin teşekkül ettiği her safhada kontrol gereklidir. Kalite kontrolü,
isletmenin tüm departmanlarını ilgilendiren bir isletme fonksiyonudur. Genel
müdürden makinedeki isçiye kadar tüm personelin derece derece mesuliyet duygusu
taşıdığı ve üretimin her safhasında yer alan bir faaliyetler topluluğudur. Bir isletme
organizasyonunda kalite kontrolüne, müşteriyi her bakımdan tatmin edecek üretimi
sağlamak için çeşitli gruplar tarafından kalitenin devam ve gelişimi konusunda
harcanan çabaları koordine eden bir sistem olarak bakılabilir (Dengizler Kayaalp,
2007).
Kalite kontrol sisteminin temel gayesi, üretimde kalitesizliği önlemektir.
Çünkü işletme geri alamayacağı bir gidere yol açması sebebiyle kalitesiz ürünler elde
etmek amacıyla kurulmamıştır. Bu konuda hiçbir tedbir almaz ve bozuk ürünleri
piyasaya sürerse prestij kaybı ve satışların azalması sebebiyle ciddi bir kayıpla
karşılaşır. Kalite kontrolün gayesi, tüketici isteklerini ve işletmenin genel gayesini
birlikte muhtemel en ekonomik seviyede karşılayabilecek ürünün üretilmesini
sağlayacak plan ve programların geliştirilerek uygulanmasını ve etkin bir biçimde
yürütülmesini sağlamaktır. Bu genel gayenin elde edilmesine yönelik olarak bir
takım yan gayeler de vardır. Bunlar:
• İşin daha başlangıçta doğru yapılmasının sağlanması ile eldeki makine ve iş
gücünden en yüksek verimin temini,
• Hatalı ürünleri düzeltmek için kullanılan sürenin yol açtığı üretim
kayıplarının ve hurda, fire atık oranının azaltılması,
• Alıcıya istediği toleranslar içinde kalan ürünlerin verilmesi ile firmaya itibar
temin edilmesi
• İç piyasalarda yerli mamule güvenin tesisi, dış pazarlarda rekabet gücünün
kazanılması,
63.
1.GİRİŞ Esen GÖÇER
50
•Ürün kalitesini geliştirmek
• İsletme ve kalite masraflarını azaltmak,
• İsletme mensuplarının moralini yükseltmek
• İsçi işveren ilişkilerinin düzenlenmesi
• Tüketicinin parasının karşılığını aldığını görerek memnun olması, müşteri
şikayetlerinin azalması ve tüketicinin korunmasıdır (Bircan ve Özcan, 2003).
Kalite kontrol için geriye dönük bilgilerin sağlanması büyük önem
taşımaktadır. Rapor etme sistemince verilen bilgiler olmaksızın belli seviyelerde
kalite kontrol zor olmaktadır, Kalite kontrol faaliyetleriyle “istenen kalite” ile
“varılan kalite” kıyaslaması yapılabilmektedir (Dengizler Kayaalp, 2007).
Kalite şansa bırakılamaz. Firmaların kaliteyi oluşturma geliştirme ile ilgili
politikalarını belirleyen ve kararlarını verirken kaliteyi etkileyen faktörleri göz
önünde bulundurması gerekir.
Kalite kontrolü etkileyen ve 9M olarak bilinen bu faktörler şunlardır:
1. Pazar (Market)
2. Para (Money)
3. Yönetim (Management)
4. İnsan (Man)
5. Malzeme (Material)
6. Motivasyon (Motivation)
7. Makine ve teçhizat (Machine and machinizasyon)
8. Modern bilgi metotları (Modern information methods)
9. Ürün parametreleri oluşturma (Mounting product requirements) (Bircan ve
Özcan, 2003).
Kalite kontrol yöntemleri genel olarak “çevrim içi (on-line)” ve “çevrim dışı (off-
line)” olmak üzere ikiye ayrılır. Çevrimiçi yöntemler üretim sırasında kullanılan
istatistiksel kalite yöntemlerini, cevrim dışı yöntemler ise istatistiksel deney tasarımı
ve güvenilirlik testleri gibi yöntemleri kapsarlar (Dengizler Kayaalp, 2007).
64.
1.GİRİŞ Esen GÖÇER
51
1.3.2.Kalite Güvence Sistemi
Bir ürün veya hizmetin, verilen kalite taleplerini karşılayacak, yeterli düzeyde
güvenin sağlanması için gerekli, planlanmış ve sistematik faaliyetlerin tümüdür. Bu
tanımdan da anlaşıldığı gibi hatalı ürünün müşteriye ulaşmaması için gereken kalite
kontrol mekanizmaları oluşturulur. Ancak bu kalite kontrol ürün yada proses yoluyla
değil de sistemin kontrol edilmesiyle sağlanır.
Kalite güvencesi, etkinlik sağlamak için gerekli üretim, tesis ve muayene
işlemlerinin doğruluğunun kanıtlanması ve tetkik edilmesidir. Buna ilave olarak
uygulanması planlanan bir tasarım veya şartnamenin yeterliliğini etkileyen
faktörlerin sürekli olarak değerlendirilmesini de kapsamaktadır. Bir işletmede, kalite
güvencesi yönetim aracı olarak işletmeye yarar sağlarken, sözleşmeli durumlarda
alıcıya (müşteriye) güven verme yönünde destek sağlayan en önemli olgu olmaktadır
(Çetin, 2008) .
1.3.3. Kalite Yönetimi (Quality Management)
Kalite yönetimi; stratejik planlama, kaynakların tahsisi ve kalite planlaması,
işletilmesi ve değerlendirilmesi gibi kalite için yapılan faaliyetleri kapsamaktadır.
Genel yönetim fonksiyonunun kalite politikasını tespit eden ve uygulayan
bölümüdür. Bu tanımdaki; müşteri şartlarının girdi olarak algılanması, ürün veya
hizmetin gerçekleştirilmesi sırasında sürekli ölçme, analiz ve iyileştirmelerin,
yönetim sorumluluğu bilinci ve kaynakların yönetimi bir çember olarak
düşünüldüğünde, müşteri memnuniyetine uyan ürün ya da hizmet çıktısı kaliteyi
tanımlamakta ve kalitede sınır bulunmamaktadır (Filiz, 2003).
Kalite yönetimi, işletme tarafından belirlenmiş ve tüm birimlerce kabul gören
bir kalite politikasının oluşturulması ve bu politikanın uygulanması amacıyla gerekli
faaliyetlerin gerçekleştirilmesidir. Buna göre öncelikle bir işletmenin kendi kalite
politikasını belirleyerek, hangi kalitede ürünler üreteceğini, nasıl bir işletme olarak
anılmak isteyeceğini belirlemesi gerekmektedir (Çetin, 2008).
65.
1.GİRİŞ Esen GÖÇER
52
1.3.4.Toplam Kalite Yönetimi
Toplam Kalite (TK), bir işletmede yapılan bütün işlerde, müşteri isteklerini
karşılayabilmek için şart olan yönetim, insan, yapılan iş, ürün ve hizmet kalitelerinin,
bir sistem yaklaşımı içerisinde, tüm çalışanların katılımı, hedef ve fikir birlikleri
sağlanarak ele alınması ve geliştirilmesidir (Gönültaş, 2008).
Toplam Kalite Yönetimi (TKY) ise, müşteri memnuniyetini elde etmek için
kalite ve süreçlerde sürekli gelişmeyi amaçlayan bütünleştirici bir yönetim
felsefesidir. Basitçe; ürün ve süreçlere kalitenin dahil edilmesi ile kalite olgusu ve
organizasyondaki herkes için sorumluluk yaratmaktır (Korkmaz, 2007).
Japonya’da 1950’li yıllarda endüstri alanında başlayan ürün kalitesinin
iyileştirme ve geliştirme çalışmaları, son 20 yıl içerisinde ticaret, endüstri, sağlık ve
hizmet sektörlerinde de uygulama alanı bularak alınan başarılı sonuçlar, dünyanın
çeşitli ülkelerinde yayınlanmaya başlanmıştır. Toplam Kalite Yönetimi (TKY) –
Total Quality Management, olarak tanımlanan kaliteye yönelik, bu yeni yaklaşım
şekli önemli bir bilgi üretimini ve uygulama felsefesini içermektedir. 1980’li
yıllarda, problem çözme amacına yönelik bir akım olan Kalite Güvencesi anlayışı
yerini sorunları, hataları daha ortaya çıkmadan önlemeyi amaçlayan Toplam Kalite
Yönetimi’ne bırakmıştır. Bu uygulama, üretimin her aşamasını, bütün süreçlerini
kapsamaktadır. Toplam Kalite Yönetimi; müşteriye (kullanıcıya) kaliteli mal ve
hizmet sunma rekabetine yönelen işletmelerin, yapacakları faaliyetlerde (tasarım
planlama, üretim, tedarik, dağıtım, vb.) kaliteyi üst düzeye çıkarma, kaliteyi yasayan
bir unsura dönüştürme kapsamında, tüm çalışanların katılımını da sağlayarak, amaç
bütünlüğü içinde birleştiren, bir yönetim sistemi olarak ortaya çıkmaktadır (Çetin,
2008) .
İnsan odaklı olan Toplam Kalite Yönetimi; üretimde kalitesizliği önlemeyi
hedefler. Çünkü işletmeler kendileri için bir maliyeti olan kalitesiz mal üretmek
istemezler. Kalitesiz mal ve hizmet üreten işletmeler, önce prestij (saygınlık) ve
pazar paylarını kaybederler, devam eden sürede gerekli önlemler alınmadığı takdirde
ise yok olurlar (Özdener, 2010).
66.
1.GİRİŞ Esen GÖÇER
53
1.3.5.Konfeksiyonda Dış Müşteri Şikayetleri Ve Kalite Yönetim Sistemi
90’lı yıllardan önce Türkiye’deki konfeksiyon imalatçıları kolay sipariş
buluyor, maliyeti tutturduktan sonra malın kalitesi üzerinde çok gayret
sarfedilmiyordu. Konfeksiyonda özellikle Asya’da, Çin’in ön plana çıkması (düşük
işçilik maliyeti) Afrika ülkeleri ve Güney Amerika ülkeleri, Türkiye’deki imalatçıları
kaliteyi geliştirme açısından zorlamaya başladı. Dış müşteriler bu rekabet ortamında
düşük maliyetin yanında kalite (sıfır hata ), hız ve servis gibi diğer unsurları sipariş
alımında ön plana çıkardı. Fakat tüm imalatçılar buna sistemsel olarak hazır olmadığı
için müşteri şikayetleriyle karşılaştılar.
Konfeksiyon sektöründe dış müşteri şikayeti denince akla ilk olarak ürün
kalitesiyle ilgili şikayetler geliyordu. Fakat şu anda ürün kalitesi dışında;
- Servis
- Verilen termine uymama
- İnsan Hakları, İşçi Sağlığı ve Güvenliği, Çevrenin Korunması başlıklarından da
şikayetler gelmektedir (http://www.kalitesigma.com/makaleler/makale21.htm).
Ürün kalitesiyle ilgili şikayetler: Dış müşterilerin ürün kalitesiyle ilgili yaptıkları
şikayetler 10 yıl önce, sökük, delik, leke vs. gibi direkt ürün alımı sırasında
müşteriye etki edecek optik hatalardı. Fakat son yıllarda bilinçlenen toplum, sivil
toplum örgütlerinin de baskısıyla alınan ürünün insan sağlığına vereceği zarar,
kullanma uzunluğu, dayanıklılığı gibi kavramlara yönelmiş, aldıkları ürünlerde
bunları da aramaya başlamışlardır. Müşterisine karşı bu sorumluluğu hisseden dış
müşteriler aldıkları konfeksiyon ürününe yaptıkları optik kontrol (ölçü, sökük, delik,
leke, renk farkı vb. ) dışında laboratuar ortamında yapılan; aşağıdaki testleri yapmaya
başlamışlardır.
- Ter haslığı
- Yaş- kuru sürtme haslığı
- 5 yıkama sonrası görünüm ve mukavemet testi
- Formendehit testi
- Işık haslığı testi
- Ütü haslığı testi
67.
1.GİRİŞ Esen GÖÇER
54
-Yanmazlık Testi
- Zararlı madde kontrolü ve vb.
Yukarıdaki başlıklara uymayan, bu şartları üretim öncesi ve üretim aşamasında
kontrol etmeyen yada teknik olarak (proses, makina, kullanılan malzeme vb.)
yetersiz olan imalatçılara bunlar şikayet olarak dönmektedir.
Ürün kalitesiyle ilgili şikayetlerin çözümü için yapılması gerekenler aşağıdaki
gibidir;
• Dış müşteriyle sözleşme yaparken teknik ekiple birlikte bir çalışma yapılarak
(teknik olarak istenen şartların sağlanıp sağlanamayacağı gözden geçirilmesi)
siparişin alınıp alınmayacağı kararı verilmelidir.
• İmalatçı birden fazla müşteriyle çalışıyorsa, her müşterinin iletişim, dosya
takibi, evrak ve kayıtları farklı hazırlanmalıdır.
• Konfeksiyon, emek yoğun çalışılan bir sektör olduğu için çalışanların her
adımda kontrol edilmesi zaruridir. Kontrolün sonu yoktur, önemli olan etkin
kontrolü yapmaktır. Bu da ancak kontrol edenlerin o konu hakkında kalifiye
olması ve insanların davranış psikolojisinden anlamaları ile sağlanır.
• Konfeksiyonda herkes kendi tamirini kendi yapmalıdır, tamirler haftalık
olarak raporlanıp, tamiri fazla olanlar eğitim bandına alınmalıdır.
• Fazla mesaiye kalınmamalı, haftada 60 saatten fazla çalışılmamalıdır.
• Konfeksiyonda gece vardiyası çalıştırılmamalıdır.
• Son kontrolcülere numara verilip, kaçırdıkları hatalarla ilgili haftalık
toplantılar yapılıp, standartlar gözden geçirilmelidir.
• Çalışanların yaptıkları operasyonda; saatte alınması gereken adet sağlıklı
olarak hesaplanmalı, tüm konfeksiyon prosesindeki kısımlar birbiriyle
dengeli olmalıdır. Dikilen ürün ütülenip, paket yapılıp, aynı anda koliye
girmeli; stok olmamalıdır.
• Çalışanlar motive edilmeli, kalite standartları hakkında sürekli eğitim
verilmelidir.
• Konfeksiyonlarda makine bakım planlarına uyulmalı, günlük, haftalık ve
aylık planlar yapılıp takip edilmelidir.
68.
1.GİRİŞ Esen GÖÇER
55
•Konfeksiyon ürünü ile ilgili ( ter haslığı, sürtme haslığı, çekme testleri, PH
kontrolü vb.) testleri yapacak ilgili laboratuvar kurulmalı veya kurulu olan bir
laboratuvardan uygun frekanslarda bu değerler kontrol ettirilmelidir.
Servis ile ilgili şikayetler: Dış müşterilerin, rekabetin hızla arttığı bu global dünyada
bilgi ve hizmette hız konusundaki beklentileri de artmış, siparişin alımında istenen
bilgiyi en kısa sürede veren imalatçı avantajlı duruma gelmiştir. Bu konuda gelen
şikayetler daha çok aşağıdaki gibidir,
• Zamanında numune göndermeme
• Zamanında maliyeti göndermeme
• İstenilen zamanda iletişim kurmama (özellikle ABD ile çalışılan firmalarda
saat farkından dolayı).
• Dış müşteriyle iletişimi kuran kişinin performansındaki ve insan
psikolojisinden anlamamasından doğan diyalog kopukluğundan şikayet.
Servis ilgili şikayetlerin çözümü için yapılması gerekenler aşağıdaki gibidir;
• Kalifiye eleman çalıştırmak ( teknik ve yabancı dil bakımından yeterli)
• Müşteri ile yüz yüze görüşmek
• Müşterinin satış tarzını bilmek (mağazaların gezilmesi)
• Dış müşterilerle ilişki kuranlara iletişim ve insan psikolojisiyle ilgili eğitim
aldırmak.
Yükleme termini ile ilgili şikayetler: Bu şikayetler, dış müşteriler için ürün
kalitesiyle ilgili olan şikayetler kadar önemlidir. Arka arkaya alınan bir-iki şikayet
bir daha o imalatçıya sipariş verilmemesi sonucunu doğurabilir. Dış müşteriler,
özellikle kendi mağazalarında kendi markasını satanlar, zamanında mallarını almak
isterler. Depolama maliyetlerini minimuma indirmek için aldıktan hemen sonra sevk
etmek isterler. Hatta son zamanlarda depolama maliyetini yok etmek için direkt
mağaza sevkiyat isteyen müşterilerle karşılaşılmaktadır. Zamanında gönderilmeyen
bir malda mağazalar boş kalmakta, dış müşteri kendi müşterilerini ve prestijini
kaybetmektedir.
Yükleme terminleri ile ilgili şikayetlerin çözümü için yapılması gerekenler
aşağıdaki gibidir;
69.
1.GİRİŞ Esen GÖÇER
56
•Sipariş alırken, sözleşme gözden geçirilmeli, siparişin gecikmesine sebep
olabilecek tüm detaylara termin verilmeli ve tüm ilgili bölümlerden teyid
alınmalıdır.
• Üretimin her safhasında kontrol yapılmalıdır. Ham kumaş, yarımamül ve
aksesuarlar tedarikçilerden alınırken örnekleme yoluyla istenen standartta
olup olmadığı kontrol edilmeli, üretim içinde ara kontroller yapılmalı, tespit
edilen problemlere anında çözüm bulunmalıdır.
İnsan hakları, işçi sağlığı ve güvenliği, çevrenin korunmasıyla ile ilgili
şikayetler: 20. yüzyılın son yıllarında; dış müşterinin ürün kalitesi, ucuz maliyet, hız
gibi beklentileri dışında toplumsal sorumluluklar da ağır basmaya başlamıştır.
Özellikle sivil toplum örgütlerinin baskısıyla dış müşteriler, imalat yaptıkları
ülkelerdeki işçilerin çalışma saatleri, ücretleri, çevrenin korunması, çocuk işçi
çalıştırılması gibi konularda uyulması gereken şartlar koymaya ve bunları istemeye
başlamışlardır. Yaptıkları denetlemelerle bu şartları sağlamayan imalatçılara sipariş
verilmemesi söz konusu olmaktadır.
Bu şikayetler;
• İmalatçının ülkesindeki kanun ve tüzüklere uymaması.
• Çocuk işçi çalıştırma.
• Fazla mesaiye bırakma.
• Asgari ücretten daha düşük ödeme.
• Sağlıksız çalışma şartlarında çalıştırma.
• Mesai ücretlerinin ödenmemesi.
• Arıtma tesisinin olmaması vb.
İnsan hakları, işçi sağlığı ve çevrenin korunmasıyla ilgili problemlerin
çözümü aşağıdaki gibidir;
• Üst yönetimin çalışanlarını motive edecek çalışmalar yapması gerekir.
• Çalışanların tüm hakları, kanunlar ve yapılan sözleşmeler çerçevesinde
verilmelidir.
• Çalışanların, çalıştıkları ortamlar verimli ve sağlıklı çalışabilecekleri hale
getirilmelidir.
70.
1.GİRİŞ Esen GÖÇER
57
•Kişisel korunum, ilk yardım, yangın gibi konularda çalışanlara eğitim
verilmeli ve çalışma alanlarında bunlarla ilgili araç ve gereçler
bulundurulmalıdır.
• Çevreye ve insanlara zarar verecek kimyasal madde ve boyaların kullanılması
önlenmelidir (http://www.kalitesigma.com/makaleler/makale21.htm).
1.3.6. Kalite İyileştirme Ve Verimlilik Arasındaki İlişki
“Prodüktivite” olarak dilimize giren yıllarca kullanılan hatta hala bir
merkezimizin (Milli Prodüktivite Merkezi) adı olarak duran “verimlilik”, sonradan
etkinlik veya etkenlik gibi isimlerle ayrıştırılmıştır. Verimlilik; işçiler için başka,
işverenler için başka anlamlandırılabilmektedir. İşverenler yönünden: karlılıkta bir
yükselme, işçiler açısından ise ücret karşılığı olmaksızın daha çok çalışma olarak
anlamlandırılabilmektedir. Bir makinanada çalışan operatörün verimli olması ile, bir
mühendisin verimli olması ya da bir öğrencinin verimli olması arasında içerik
farklılıkları vardır Verimlilik; girdilerle çıktılar arasındaki ilişkiyi gösterir. Üretken
olma becerisi ile doğrudan ilişkilidir.
Verimliliğin artırılması için bir çok yol bulunmaktadır. Bir yığın parametre
sayılabilir. Esas olan çıktı/girdi oranının artırılmasıdır. Bunu sağlamak için çeşitli
yöntemler uygulanabilir. Örneğin girdi azaltılır veya sabit tutulurken çıktı artırılır.
Veya girdi az bir miktar artırılırken çıktı daha çok artırılır. Ya da çıktı sabit tutulur
veya az bir miktar azaltırken girdi daha büyük miktarda azaltılır (Filiz, 2010).
Birçok kuruluş üretim artışı ile karların artacağı felsefesine göre çalışır.
W.Edwars Deming uzun yıllar boyunca bu tip düşünen kuruluşların düşüncelerini
değiştirmeye ve onlara kalite ve verimliliğin önemini anlatmaya çalışmıştır.
Verimlilik artışı hedeflenmeden, doğrudan üretim artışının zorlanması çoğunlukla
istenilenin karşıtı bir etki üretmektedir. Verimliliğin değil, üretim artışının
zorlanması, kalitenin ikinci plana itilmesi ve muhtemelen çıktının azalması anlamına
gelecektir. Böylece işgörenin morali azalır, maliyetler yükselir, müşteriler mutlu
olmaz ve hissedarlar şikayet etmeye başlar. Diğer yandan verimliliğin iyileştirilmesi
ile bütün istenilen sonuçlar elde edilebilir. Daha az yeniden işleme, daha yüksek
71.
1.GİRİŞ Esen GÖÇER
58
verimlilik,birim maliyetlerinde azalma, fiyat esnekliği, rekabet durumunun
iyileşmesi, talebin artırılması, karın artması, daha çok iş sahası ve daha iyi iş
güvencesi. Müşteriler yüksek kaliteyi daha düşük fiyata alırlar, satıcılar işletmelerine
uzun verimli yatırımlar yapabilirler ve yatırımcılar daha çok kara kavuşurlar.
Kalite ve verimliliğin iyileştirilmesi için yönetim bağlılığını net bir şekilde
ortaya koymalı ve iyileştirme sorumluluğunu kabul etmelidir. Kalite ortamında; ekip
çalışması, iletişim, ortak sorun çözme, güven, güvence ve sonsuz iyileştirmeye
yönelik çalışmalar cesaretlendirilir. Ekip çalışması, genişletilmiş bir sürecin sürekli
iyileştirilmesinde bir ön koşul olduğundan, böyle bir ortamda ortak çalışma ve
yardımlaşma ruhu gelişir. İşçilerin sistemdeki kusurları korkusuzca
söyleyebilecekleri yönde kuruluş kültürü değişir. İşçiler ve yönetim aynı dili
(istatistik ve süreç kontrolü dilini) konuşmayı öğrenir. Verimlilikte artış sağlamanın
ön koşulu, kalite ve/veya süreç iyileştirme çalışmaları yapılmasıdır (Dengizler
Kayaalp, 2007).
Günümüzde verimlilik rekabetin en önemli unsurlarından biri haline
gelmiştir. Şirketlerin sahip oldukları işgücü ve sermaye ile daha fazla katma değer
yaratmasının yolu verimlilikten geçmektedir. Firmaların daha fazla katma değer
yaratma sürecine girmesi ülke gelirini attıracağı gibi firmanın uluslar arası
pazarlardaki rekabet gücünü de artıracaktır. Bugün Türkiye’nin ihracat rakamlarında
önemli bir paya sahip olan tekstil ve hazır giyim sektörünün uluslararası pazarlardaki
rekabet gücünü koruyabilmesi için verimliliğe gereken önemi vermesi
gerekmektedir. Bu noktada tekstil ve hazır giyim işletmelerinin kendilerine
“verimlilik oranları firmamızda ne düzeyde” sorusunu sormaları gerekmektedir.
Konfeksiyon işletmelerinin maliyet kalemlerindeki en önemli unsurlardan biri
kumaştır. Bir konfeksiyon ürününün maliyetinin yaklaşık %60’ını kumaş
oluşturmaktadır. Bu kadar önemli bir maliyet unsurunun verimli kullanılması
işletmeler için oldukça önemlidir. Hammadde verimliliğinin fiziksel ve parasal kısmi
verimlilik oranı olarak tespiti bu noktada işletmelerin sık sık başvurdukları verimlilik
göstergelerindendir. Ayrıca işletmelerin kâr amacıyla kurulmuş teşebbüsler olması
parasal verimlilik oranlarının performans değerlendirme göstergesi olarak
kullanılmasını artırmaktadır. Kumaş verimliliğinin en önemli göstergesi pastal
72.
1.GİRİŞ Esen GÖÇER
59
verimliliğidir.Pastal planı çizilirken mümkün olduğunca birbirine yakın kumaş
enleri gruplanır. Model özellikleri ve beden dağılımları dikkate alınarak tek bedenli,
iki bedenli veya karışık (çok bedenli) pastal planları hazırlanır. Amaç en kısa boyu
hedefleyecek uygun yerleşimi yapmaktır. Pastal planları CAD sistemi yüklenmiş
bilgisayarlarda yapılmakta ve pastal verimlilikleri de otomatik olarak
hesaplanmaktadır. Hedeflenen verimlilik oranı pastal planı oluşturulmadan
bilgisayara girilerek gerekli olan pastal uzunluğu hesaplatılmakta ve pastal planı
üzerinde sınır çizgisi olarak belirtilmektedir. Bunların haricinde konfeksiyon
sektörünün emek yoğun bir sektör olması işgücü verimliliğini sektör için önemli
kılmaktadır. Ürün çeşitliliğinin fazla olması verimlilik ölçüm kriterlerini
değiştirmektedir (Kanat, Güner, 2007).
1.3.7. İşletmelerde Kalite Kontrol Biriminin Yapılanması
Firma yönetimi, kalite politikasını oluşturmak, kalite sistemini başlatmak,
geliştirmek, uygulamak ve sürekliliğini sağlamakla ilgili kararlardan sorumludur.
İşletmelerde kaliteye doğrudan ve dolaylı olarak katkıda bulunan faaliyetler
tanımlanarak doküman haline getirilmeli ve aşağıda belirtilen işlemler yapılmalıdır.
• Genel ve özel kalite sorumlulukları açık olarak tanımlanmalıdır.
• Kaliteye katkısı olan her faaliyete ilişkin sorumluluk ve yetkiler açık olarak
belirlenmelidir. Yetki ve sorumluluklar, belirlenen kalite hedeflerinin
istenilen etkinlikte gerçekleştirilmesi için yeterli düzeyde olmalıdır.
• Farklı faaliyetler arasındaki ilişki kontrolü ve koordinasyon şekli
tanımlanmalıdır.
• Yönetim, kuruluş içi ve gerekiyorsa kuruluş dışı güvencesinden sorumlu
olarak yetkilileri seçmeli ve bunlar kendilerine verilen yetkileri kullanarak
belirtilen faaliyetlerde bağımsız olarak hareket edebilmelidirler.
• İyi ve etkili kalite sisteminin kurulmasında mevcut ve muhtemel problemlerin
belirlenmesi ve çözümü üzerinde önemle durulmalıdır ( Kaya, 2006).
73.
1.GİRİŞ Esen GÖÇER
60
Kalitekontrol biriminin özellikleri konfeksiyonda kalite düzeyini etkileyen
önemli faktörlerden biridir. Kalite kontrol biriminin faaliyetleri aşağıdaki 3 faaliyet
grubunu içermelidir.
Sonraki Süreçlere Destek Veren Kontroller: Üretim öncesinde üretim için gerekli
olan üretim kaynaklarının özellikleri somut hale getirilir. Daha sonra üretim
başlamadan önce işletmeye gelen üretim kaynaklarının ( hammadde, malzeme,
makine, vb gibi) uygun olup olmadığı, istenen özellikleri taşıyıp taşımadığı kontrol
edilir, istenen özelliklerde olmayan üretim kaynakları ret edilerek üretime girmesi
önlenir, böylece daha sonra ortaya çıkabilecek sorunlar ortadan kaldırılmış olur
(Kaya, 2006).
Süreçler Esnasında Yapılan Kontroller: Üretim sırasında herhangi bir aksamanın
olup olmadığı denetlenir. Süreçler esnasında yapılan kontrollerde amaç, eğer bir
sorun varsa en kısa zamanda belirlemek ve önlem alabilmektir. Süreçlerde yapılan
hataların maliyetleri çok fazladır, Hataların zamanında yakalanamaması durumunda
aynı hata seri üretim içinde birçok kez tekrarlanacaktır. Üstelik yarı mamul üzerine
başka işlemler ekleneceği için hata maliyeti daha da artacaktır. Bu nedenle eğer
üretimde bir hata varsa anında yakalamak ve hemen önlem almak kalite, verimlilik,
maliyet, termin gibi birçok konu açısından son derece önemlidir (Kaya, 2006).
Faaliyet Sonrası Geri Bildirim Amaçlı Yapılan Kontroller: Üretim bittikten sonra
ürüne müşteriden önce, müşteri gözüyle bakılması anlamına gelir. Konfeksiyonda
son kontrol alarak adlandırılan kontrol aşamasıdır. Bu aşamada yapılan kontrol
faaliyeti hatayı ayıklama faaliyetidir. Önceki kontrol faaliyetlerinin başarılı olması
durumunda son kontrolde herhangi bir sorun olmadan ürün geçer. Hatalı ürünler
varsa bunlar ayıklanır, düzeltme olanağı olan ürünler için tamir yapılır. Tamir
sonunda bazı hatalı ürünler tekrar kazanılabilir ancak tamir işlemi maliyeti artıran
önemli bir unsurdur. Bu nedenle kalite bölümünün amacı ilk defada hatasız ürün
üretimini sağlayacak şartları düzenlemektir. Bu aşamada geriye yönelik önleme
faaliyeti mümkün değildir. Ancak sonraki üretimler için çözüm önerileri
geliştirilebilir (Kaya, 2006).
74.
1.GİRİŞ Esen GÖÇER
61
1.4.Çalışmanın Amacı ve Önemi
Konfeksiyon sektöründe giysi maliyetinin yaklaşık %50-60’ ını hammadde
olan kumaş maliyeti oluşturmaktadır. Oldukça yüksek olan bu oran, kumaştan en iyi
şekilde yararlanılmasını gerektirmektedir. Sektörde kullanılan kumaşlar çeşitlilik arz
etmektedir. Bu çeşitlilik; kumaşın hammaddesi, konstrüksiyonu, fantezi olup
olmaması, dokuma veya örme oluşu gibi parametrelerden kaynaklanmaktadır.
Benzer şekilde modellerde de sınırsız alternatifler vardır. Hazır giyimde gerek
kumaş türü ve yapısı, gerek model türü üretimde kalite ve verimliliğe etki
etmektedir. Özellikle dikim bölümü insana bağımlı yapısı nedeniyle sözkonusu
parametrelerden en yüksek derecede etkilenmektedir. Proses sayısı fazla olan zor bir
modelin dikilmesinde daha çok problemle karşılaşılacaktır. Hassas bir kumaşın (çok
ince, dantelli vb) dikimi sırasında da karşılaşılan problemler normal kumaşlara
oranlara fazla olacaktır. Bunun yanında dikim bandında çalışan elemanların alışkın
olduğu kumaş ve modeller dışındaki bir çalışma ortamında hatalar daha fazla, üretim
süresi de daha uzun olacaktır.
Bu çalışmanın amacı; farklı kumaş türleri ile farklı modellerin çalışılması
sırasında kalite ve verimlilik değerlendirmesi yapmaktır. Bu kapsamda seçilmiş bir
konfeksiyon işletmesinde 3 farklı özellikte kumaş ele alınmıştır. Seçilen modellerin
üretimde proses sayıları ve süreleri, pastal verimlilikleri, 1. ve 2. kalite oranları, bant
verimlilikleri ve birim ürün maliyetleri analiz edilmiş ve birbirleri ile
karşılaştırılmıştır.
Bu çalışma ile farklı kumaş türleri ile farklı modellerin çalışılması sırasında
üretimde kalite ve verimliliğe etkileri işletme şartlarında tespit edilmeye çalışılmıştır.
2.ÖNCEKİ ÇALIŞMALAR EsenGÖÇER
63
2. ÖNCEKİ ÇALIŞMALAR
Kaya (2000) tarafından yürütülen çalışmada konfeksiyon işletmelerinde
kurulması gereken kalite sistemleri incelenmiştir. İlk olarak kalite kavramı
tanımlanmış, kaliteyi oluşturan unsurlar, kalite maliyetleri, işletmelerdeki kalite
geliştirme çabaları ve kalite planlama stratejileri ile ilgili bilgi verilmiştir. Ardından
konfeksiyon işletmelerinde üretimin aşamalarında yapılması gereken kalite kontrol
faaliyetleri sırasıyla açıklanmış, oluşabilecek hatalar ve bu hataların oluşma
nedenleri üzerinde durulmuştur. Elde edilen kalite kontrol sonuçlarının
değerlendirilmesi için uygulanabilecek yöntemler tanımlanmıştır. Son olarak
belirlenen bir model üzerinde safha safha kalite kontrol çalışmaları yapılmış ve çıkan
sonuçlar değerlendirilmiştir. Yapılan çalışmalar sonucunda en yüksek hata grubu
%37 oranıyla dikiş hataları olarak belirlenmiştir. Bu nedenle bu grup için iyileştirme
çalışmaları yapılmış ve bu çalışmalar sonucunda hata oranı %9,6 gibi bir orana
düşerek önemli ölçüde azalmıştır.
Gürarda (2005), “Konfeksiyon Sanayinde Lycra`lı Kumaşların Dikiş
Problemlerinin İncelenmesi” isimli doktora tez çalışmasında; elastan (lycra) içeren
dokuma kumaşların dikiş problemleri incelenmiştir. Bu inceleme sırasında; elastan
içeren dokuma kumaşlarda; sıklığın, örgü yapısının, elastanlı ipliğin turlu veya
puntalı olusunun, çekim oranının, punta sayısının, terbiye işlemlerinde uygulanan
fikse sıcaklığının ve silikon aprenin oluşabilecek dikiş problemleri üzerine etkisi
araştırılmıştır. Bununla birlikte; elastanlı dokuma kumaşlarda, temel dikiş
operasyonları ile kumasın özellikleri arasında bir ilişki kurarak bu ilişki
doğrultusunda oluşabilecek dikiş problemlerinin açığa çıkarılması da hedeflenmiştir.
Çalışmanın sonucunda konfeksiyon sanayinde, elastanlı dokuma kumaşların dikiş
problemleri incelendiğinde; apre sıcaklığı, silikonlu apre, elastanın çekim oranı, örgü
tipi, elastanlı iplik tipi, atkı sıklığı ve elastanlı ipliğin punta sayısı bu problemleri
etkileyebilecek en önemli ve öncelikli faktörler olduğu ve bu faktörlerdeki
değişimlerin, elastanlı dokuma kumasın dikiş problemlerinin azalmasına ya da
artmasına yol açtığı tespit edilmiştir. Bu faktörlerdeki değişimler; elastanlı dokuma
kumaşın, kumaş mukavemeti ve uzaması, elastikiyet ve kalıcı uzaması, yırtılma
77.
2.ÖNCEKİ ÇALIŞMALAR EsenGÖÇER
64
mukavemeti, dikiş ve dikiş açma mukavemeti, verev açılarda dikiş mukavemeti,
dikiş yeterliliği, tekrarlı yük altında dikiş açma ve sırıtması, iğne dalış kuvvetleri ile
iğne kesme indeksi değerlerindeki değişimlere direk olarak etkimektedir. Bu nedenle
konfeksiyon sanayinde elastanlı dokuma kumaşların dikiş problemlerini en aza
indirgeyebilmek için bu sayılan özelliklerin belirli limitler içinde olması
gerekmektedir.
Vuruşkan (2005), “Örme Konfeksiyon İşletmelerinde Üretim
Parametrelerinin Hesaplanması Üzerine Bir Bilgisayar Programının Geliştirilmesi”
isimli yüksek lisans tez çalışmasında konfeksiyon işletmelerine uygulanan anketlerle
konfeksiyon firmalarının ön maliyet hesaplama sistemleri analiz edilmeye çalışılmış,
firma yetkililerinin ön maliyet hesaplamalarının önemi hakkındaki görüşleri ve bu
amaçla hazırlanacak olan bir programdan beklentileri değerlendirilmiştir. Anket
sonuçlarında, firmaların ön maliyet hesaplarını çoğunlukla manuel olarak veya
Microsoft Excel gibi formlar ile yaptıkları tespit edilmiş ve firmaların maliyet
detaylarına ilişkin verileri arşivlemekte zorluk yasadıkları belirlenmiştir. Bu çalısma
ile konfeksiyon yönetim sistemlerine getirilebilecek teknolojik yeniliklere ısık
tutulmaya çalısılmıs; konfeksiyon sisteminin ve organizasyonunun bir parçası olan
ön maliyet hesaplama prosesi ele alınarak, üretim parametreleri ve maliyetler, ürün
maliyeti bazında incelenmiştir. Farklı şekillerde faaliyet gösteren firma yapıları
değerlendirilmiş; yapılan araştırmalar ve değerlendirmeler ile ön maliyet
hesaplamalarının firmalar için büyük önem arz ettiği tespit edilmiştir. Yapılan
incelemeler sonucunda, çalışma kapsamında gelistirilen ön maliyet modülü, internet
üzerinden çalışan entegre bir sistemi oluşturmaya yönelik bir adım olarak
sunulmaktadır.
İlleez (2006), “Konfeksiyon Sektöründe Süreç Planlamasında
Kullanılabilecek Matematiksel Yöntemler” isimli yüksek lisans tez çalışmasında
matematiksel bir model ile dikimhane bölümünün iş çizelgelemesi yapılmıştır. Bu
çizelgelemede bir üründen diğer ürüne geçerken oluşan hazırlık zamanlarını en
küçük yapan model geliştirilmeye çalışılmıştır. Çalışma kapsamında öncelikle süreç
tanımlaması yapılmış, ardından konfeksiyon sektöründe süreç planlamaları ayrıntılı
olarak anlatılmıştır. Çalışmanın uygulama bölümünde; teslim tarihi aynı olan farklı
78.
2.ÖNCEKİ ÇALIŞMALAR EsenGÖÇER
65
üretim adetlerinde 10 değişik modeldeki T-Shirt üretimi ele alınmıştır. Belirlenen
modeller arası hazırlık süreleri kullanılarak en kısa toplam hazırlık süresinin elde
edileceği üretim çizelgesini yapmak amacıyla; üretimin dikim işlemi aşamasında bir
modelden diğer modele geçiş sırasında gerçekleşen faaliyetler gözlemlenmiş, bu
faaliyetlerin zaman etütleri alınmış, dikim bandındaki hazırlık süreçleri tespit
edilmiş, ardından üretim çizelgeleri hazırlanmıştır. Çalışma süresinde esas hazırlık
süreleri olarak; makinelerin yerinin değişimi, makinelerin üzerindeki ipliklerin
değiştirilmesi ve makine üzerindeki aparatların değiştirilmesi üzerine yoğunlaşılmış,
yardımcı hazırlık süreleri dikkate alınmamıştır. Çalışmanın sonucunda: dikim
bölümünde bir modele başlayabilmek için gerekli olan esas hazırlık zamanlarından
en uzun sürenin, makine üzerindeki ipliklerin değiştirilmesi olduğu tespit edilmiştir.
Bu zamanın kısaltılabilmesi için siparişlerin imkan verdiği ölçüde aynı renk
grubundaki siparişlerin aynı hücre biriminde arka arkaya üretilmesi önerilmiştir.
Problemi çözmek için kullanılan algoritmaların verimlilik değerlendirmesini yapmak
için rastgele sayılarla bazı denemeler yapılmış, sonuçlar değerlendirildiğinde en iyi
sonucu İyileştirilmiş Açgözlü Algoritmasının verdiği görülmüştür.
Kaya (2006), “Konfeksiyonda Kalite Düzeyini Etkileyen Faktörler” adlı
doktora tezinde; konfeksiyonda kalite düzeyini etkileyen faktörleri araştırmıştır. İlk
aşamada konfeksiyonda kalite düzeyini etkileyen faktörler gruplara ayrılarak
incelenmiştir. Uygulama çalışmasında ise üç adet konfeksiyon işletmesinde üretim
aşamasında saptanan hataların hata çeşitlerine göre hata nedenleri araştırılmıştır.
İstatistiksel yöntemler kullanılarak hata çeşitleri ile hata nedenleri arasında bağıntı
aranmıştır.
Dengizler Kayaalp (2007), “Konfeksiyon İşletmelerinde Kalitenin
İyileştirilmesi Amacıyla İstatistiksel Kalite Kontrol Yöntemlerinin Kullanılması
Üzerine Bir Araştırma” adlı çalışmasında orta büyüklükte bir konfeksiyon
işletmesinde “kalitenin iyileştirilmesi” çalışmalarını yapmıştır. Bu amaçla işletmede
girdi kontrolleri, üretim sırasındaki kontroller ve final kontrolleri olmak üzere 3 tip
kontrol yapılmıştır. Çalışmada öncelikle kalite ve kalite kontrol kavramları detaylı
olarak incelenmiş ve kalite kontrol yöntemlerine değinilmiştir. Ardından istatistiksel
proses kontrol, kontrol diyagramları ve grafikleri anlatılmıştır. Çalışma İzmir ilinde
79.
2.ÖNCEKİ ÇALIŞMALAR EsenGÖÇER
66
faaliyet gösteren orta büyüklükte bir konfeksiyon isletmesinde yapılmıştır. Üretim
öncesi girdi kontrollerinde malzeme kontrolü ve kumaş kontrolleri yapılmış, üretim
aşamasındaki kontrollerle kalite iyileştirilmesi amaçlanmıştır. Bu aşamada
isletmedeki hatalı oranlarını azaltma, II.kalite oranlarını azaltma ve müşteri
şikayetlerini azaltma olarak 3 unsur üzerinde durulmuştur. Bulunan değerler
grafikleştirilerek ve diyagramlar şeklinde karşılaştırılmıştır. İsletmede yapılan
çalışmada “kabul örneklemesi” ile girdi kalitesinin, “kontrol örneklemesi” ile bitmiş
urun kalitesinin iyileştirilmesi sağlanmıştır. “İPK teknikleri” ile üretimde kalitesizlik
önlenerek kalite iyileştirilmiştir. Çalışanlar kalite problemlerinin sebeplerini bu
tekniklerle kolayca görüp, doğru konulara odaklanabilmişlerdir. Hatalar azaldığında
hatalılardan dolayı oluşan maliyetler de azalmıştır.
Yılmaz (2007) tarafından yürütülen “Bir Örme Konfeksiyon İsletmesindeki
Fire Ve Maliyetleri Üzerine Bir Araştırma” isimli yüksek lisans tez çalışmasında
öncelikle konfeksiyon sektörünün önemi, Türkiye ve Dünya daki durumuyla ilgili
bilgi verilmiştir. Ardından kalite kavramıyla ilgili genel bilgiler verilmiş,
konfeksiyon işletmelerindeki üretim aşamaları ve her aşamada yapılması gereken
kalite kontrol faaliyetleri incelenmiştir. Örme kumaşlarda görülebilecek hatalar
gruplandırılarak tanımlanmıştır. Çalışma kapsamında ilk olarak boyahanede işlem
gören kumaşlarda planlanan ve gerçekleşen fire oranları karşılaştırılmıştır. Bu
karşılaştırmalara göre elde edilen kaybın/kazancın ağırlık ve maliyet olarak aylara
göre dağılımı grafikleştirilmiştir. Boyahanede oluşan firelerde daha önceden birim
maliyetlere dahil edilen firelerin haricinde anormal kayıpların ve kazançların da
gerçekleştiği gözlemlenmiştir. Ardından pastal hazırlık aşamasında oluşan fireler ve
fire maliyetleri, son olarak da imalatta oluşan fireler ve fire maliyetleri incelenmiştir.
Pastal hazırlık aşamasında başlangıçtaki birim gramaj hesaplamalarının yapıldığı
aşamada baz alınan değişkenlerin imalat aşamasında farklılıklar göstermesi
nedeniyle gerçeklesen birim gramajda farklılıklar oluştuğu gözlenmiştir. İmalat
aşamasında ise daha önceden kararlaştırılan %5’lik kesim firesi fiyat görüşmeleri
sırasında hesaplanan birim maliyetlere imalat aşamasında oluşabilecek fireleri
öngörerek dahil edilmektedir. Ancak firelerdeki farklılıkların reel birim maliyetlerde
farklılıklar oluşmasına neden olduğu görülmektedir.
80.
2.ÖNCEKİ ÇALIŞMALAR EsenGÖÇER
67
Bek (2008) tarafından yürütülen “Bir Konfeksiyon İşletmesinde Proses Ve
Kalite Kontrol” adlı yüksek lisans tez çalışmasında; öncelikle kalite kavramı,
gelişimi, kalite kontrol ve kalite güvence kavramı, proses ve proses kontrolü kavramı
ve amaçları anlatılmıştır. Ardından istatistiksel proses yöntemlerinden histogram,
dağılım diyagramları, pareto analizi, neden –sonuç diyagramları ve kontrol
diyagramları açıklanmış, konfeksiyondaki süreçler ve bu süreçlerdeki kalite kontrol
aşamalarından bahsedilmiş ve uygulama yeri olarak seçilen büyük ölçekli bir
konfeksiyon fabrikasında dikilen mamullerin kumaştan sevkiyata kadar kalite kontrol
basamakları incelenmiştir.
Çetin (2008) tarafından yürütülen çalışma; hazır giyim işletmelerindeki kalite
kontrol uygulamalarıyla ilgili durum tespiti yapmak, hataları analiz edip bu hataların
önlenmesi için model geliştirmek amacıyla yapılmıştır. Çalışmada öncelikle kalite ile
ilgili temel kavramlar açıklanmış ve toplam kalite yönetiminin önemi üzerinde
durulmuştur. Ardından yaşanan kalite problemlerinin çözümünde kullanılabilecek
diyagramlar, grafikler ve yardımcı problem çözme teknikleri açıklanmıştır.
Konfeksiyon işletmelerinde yapılan kalite kontrol uygulamaları safha safha
anlatılmış ve dikkat edilmesi gereken hususlar belirtilmiştir. Çalışmada materyal
olarak dokuma kumaştan üretilmiş ürünler 4 gruba ayrılarak incelenmiştir. Bu ürün
gruplarından belli sayıda örnekler alınarak hataları analiz edilmiş ve hata kaynakları
araştırılmıştır. Yapılan çalışma sonucunda işletmedeki hataların %90 gibi önemli bir
bölümünün dikim işleminden kaynaklandığı görülmüştür. Buradaki en büyük hata
payının ise dikim operatörlerinin sadece belli operasyonlarda uzmanlaşmasından
kaynaklandığı sonucuna varılmıştır. Hataların önlenebilmesiyle ilgili beyin fırtınası
tekniği kullanılarak çözüm yolları belirlenmeye çalışılmıştır. Çalışma kapsamında
işletmede eğitim bandı kurularak bu banttaki operatörlere birçok operasyonu
gerçekleştirebilmeleri için eğitim verilmiştir. Son olarak işletmede dikim
operatörlerinin birkaç operasyon bilmeleri ve işletme çalışanlarının toplam kalite
yönetimi konusunda bilinçlendirilmeleri gerektiği sonucuna varılmıştır.
Gönültaş (2008), “Kalite, Kalite Güvence ve Tekstilde Uygulaması” isimli
yüksek lisans tez çalışmasında; kalite kavramını detaylı olarak incelemiş olup bu
kavramın çeşitli işletmeler, meslek grupları ve farklı sektörlere göre tanımlarına yer
81.
2.ÖNCEKİ ÇALIŞMALAR EsenGÖÇER
68
vermiştir. Kalitenin tarihi süreci ve alt öğeleri incelenmiştir. Toplam Kalite Yönetimi
detaylı olarak anlatılmış ve Kalite Güvence sisteminden bahsedilmiştir. Kalite
Güvencenin belgelenme süreci incelenip bu süreçte yapılacaklar ve baz alınacaklar
belirtilmiştir. Çalışmanın uygulama kısmında, hayali bir denim fabrikasında bölüm
bazında kalite güvence sisteminin nasıl olması gerektiği incelenmiştir. Bir
konfeksiyon işletmesinde bulunan tüm bölümlerde tek tek hangi kontrol işlemlerinin
yapılması ve hangi formların düzenlenmesi gerektiği anlatılmıştır. Sonuçta;
işletmelerde başarıya ulaşabilmek için alt yapı çalışmalarının iyi bir şekilde
yapılması gerektiği ve kalite bilincinin ancak eğitimle desteklenebileceği
belirtilmiştir.
Tunç (2010), “Havlu ve Bornoz Üretim Süreçlerinin İncelenmesi” isimli
yüksek lisans tez çalışmasında; havlu kumaşların üretim prosesleri ve bornoz üretim
süreçlerini incelemiştir. Çalışmada öncelikle Türkiye’ de ve Dünya’ da tekstil ve
konfeksiyon ihracatının durumu ve havlu/bornoz ihracatının toplam ihracattaki payı
verilmiştir. Ardından havlu kumaşların özellikleri ve üretim prosesleri detaylı bir
şekilde anlatılmıştır. Çalışma kapsamında 1 bornoz siparişi ele alınmış ve bu sipariş
için üretim yönetimi çalışmaları yapılmıştır. Sonuçta işletmede yapılmayan proses
analizinin yapılmasıyla dikim prosesi daha anlaşılır hale gelmiş, makine yerleşim
planı, zaman ölçümü ve pitch şeması yapılarak darboğazlar tespit edilmiş ve çözüm
önerileri sunulmuştur.
82.
3.MATERYAL VE METODEsen GÖÇER
69
3. MATERYAL VE METOD
3.1. Materyal
Bu çalışmada 3 farklı hazır giyim ürünü incelenmiş olup ürünlere ait detaylı
bilgiler aşağıda verilmiştir.
3.1.1. Model A
Kumaş Özellikleri: Modelin kumaşı %100 Polyester örme kumaştır ve 2 kattan
oluşmaktadır. İç kısmı tamamen tül, dış kısmı ise dantellidir. İç ve dış kumaşlar özel
bir dikişle birbirine tutturulmuş şekilde fabrikaya gelmiştir. Kumaştan bir görüntü
Şekil 3.1’ de verilmiştir.
Şekil 3.1. Model A Kumaş İç Yüzü ve Birleştirme Dikişleri
Model Özellikleri: Model kolsuz, arka bedende fermuarlı ve kol altlarından parça
birleştirmeli bir bluz modelidir. Şekil 3.2’ de modelin ön ve arkadan görünümleri yer
almaktadır.
83.
3.MATERYAL VE METODEsen GÖÇER
70
(a) Ön Görünüm (b) Arka Görünüm
Şekil 3.2. Model A Görünümü
Sipariş Özellikleri: Modelde toplam sipariş adedi 3.160’ dır. Sipariş lila ve pembe
olmak üzere iki renkten oluşmaktadır. İşletmenin ürünü (bluz) firmaya satış fiyatı
£7.70, firmanın ürünü (bluz) müşteriye perakende satış fiyatı ise £25 dir.
Modelin Bakım Etiketi Bilgileri: Model A nın bakım etiketinin önden ve arkadan
görünümü aşağıda Şekil 3.3’ de verilmiştir.
Şekil 3.3. Model A Bakım Etiketi Bilgileri
84.
3.MATERYAL VE METODEsen GÖÇER
71
Etiketin ön yüzünde yer alan bilgiler; beden numarası (İngiliz, Avrupa ve
Amerika beden ölçülerine göre), ürünün hammaddesi, üretildiği ülke, firma ismi,
firma kodları bilgileridir. Arka yüzünde ise yıkama-bakım talimatları yer almaktadır.
3.1.2. Model B
Kumaş Özellikleri: Modelin kumaşı %81 Akrilik %19 Yün içerikli çok ince ve
dantelli örme bir kumaştır. Şekil 3.4’ de Model B’ nin kumaş görünümü verilmiştir.
Şekil 3.4. Model B Kumaş Görünümü
Model Özellikleri: Model yarım kollu, arka bedende yırtmaçlı bir bluz modelidir.
Şekil 3.5’ de model B nin ön ve arkadan görünümü verilmiştir.
85.
3.MATERYAL VE METODEsen GÖÇER
72
(a) Ön Görünüm (b) Arka Görünüm
Şekil 3.5. Model B Görünümü
Sipariş Özellikleri: Modelde toplam sipariş adedi 6.710’ dur. Sipariş siyah, krem
rengi ve camel olmak üzere 3 renkten oluşmaktadır. İşletmenin ürünü (bluz) firmaya
satış fiyatı £5.10, firmanın ürünü (bluz) müşteriye satış fiyatı ise £18 dir.
Modelin Bakım Etiketi Bilgileri: Model B nin bakım etiketinin önden ve arkadan
görünümü aşağıda Şekil 3.6’ da verilmiştir.
Şekil 3.6. Model B Bakım Etiketi Bilgileri
86.
3.MATERYAL VE METODEsen GÖÇER
73
Etiketin ön yüzünde yer alan bilgiler; beden numarası (İngiliz, Avrupa ve
Amerika beden ölçülerine göre), ürünün hammaddesi, üretildiği ülke, firma ismi,
firma kodları bilgileridir. Arka yüzünde ise yıkama-bakım talimatları yer almaktadır.
3.1.3. Model C
Kumaş Özellikleri: Modelin kumaşı %94 Viskon %6 Elastan içerikli örme bir
kumaştır. Şekil 3.7’ de Model C nin kumaş görünümü verilmiştir.
Şekil 3.7. Model C Kumaş Görünümü
Model Özellikleri: Sipariş formunda HW (High Waist) Ankle Legging olarak
adlandırılan beli kalın kemerli ve boyu ayak bileğine kadar uzanan bir tayt modelidir.
Şekil 3.8’ de model C nin ön ve arkadan görünümü verilmiştir.
87.
3.MATERYAL VE METODEsen GÖÇER
74
(a) Ön Görünüm (b) Arka Görünüm
Şekil 3.8. Model C Görünümü
Sipariş Özellikleri: Modelde toplam sipariş adedi 7.100’ dür. Sipariş lacivert ve
kahverengi olmak üzere 2 renkten oluşmaktadır. İşletmenin ürünü (tayt) firmaya satış
fiyatı £3,70, firmanın ürünü (tayt) müşteriye satış fiyatı ise £15’ dir.
Modelin Bakım Etiketi Bilgileri: Model C nin bakım etiketinin önden ve arkadan
görünümü aşağıda Şekil 3.9’ da verilmiştir.
88.
3.MATERYAL VE METODEsen GÖÇER
75
Şekil 3.9. Model C Bakım Etiketi Bilgileri
Etiketin ön yüzünde yer alan bilgiler; beden numarası (İngiliz, Avrupa ve
Amerika beden ölçülerine göre), ürünün hammaddesi, üretildiği ülke, firma ismi,
firma kodları bilgileridir. Arka yüzünde ise yıkama-bakım talimatları yer almaktadır.
3.2. Metod
3.2.1. Çalışmanın Yürütüldüğü İşletme Bilgileri
Çalışma, Taha Grup firmalarından Taha Tekstil San. ve Tic. A.Ş’ de
yürütülmüştür. Malatya’da Organize Sanayi Bölgesinde faaliyet gösteren Taha
Tekstil’in üretim kapasitesi yıllık 6 milyon parçaya kadar çıkmaktadır. 1997 yılında
kurulan Taha Tekstil, bugün yaklaşık 900 kişiyi istihdam etmektedir. Malatya
ekonomisine büyük katkısı olan şirket; bay/bayan/çocuk t-shirt, sweatshirt, bluz, tayt,
şort, pantolon, etek, elbise, pijama, kaşkol, hırka gibi örme konfeksiyon ürünlerin
üretimini gerçekleştirmektedir. Fabrikanın tüm üretimi ihracata yöneliktir.
İşletmede iş akışı sırasıyla Şekil.3.10’ daki gibi gerçekleşmektedir.
89.
3.MATERYAL VE METODEsen GÖÇER
76
Şekil 3.10. Konfeksiyon İşletmesinde Genel İş Akışı (Taha Tekstil, 2011)
90.
3.MATERYAL VE METODEsen GÖÇER
77
1. Müşteriden Pazarlama Bölümüne Kesin Sipariş Bildirimi
2. Pazarlama Bölümünden Planlamaya Sipariş Bilgilerinin İletimi
3. Planlamadan Tüm Birimlere Sipariş Bilgisi Dağıtımı: Planlama bölümü sipariş
miktarına göre kumaş ve aksesuar ihtiyacı belirler
4. Planlamanın Aksesuar Ve Kumaş Depodan Stok Bilgisi Alması
5. İhtiyaç Revizyonu: Kumaş Ve Malzeme Temini
6. Kalite Güvencenin Kumaş Ve Aksesuar Kontrolünü Yapması Ve Planlamaya
Bildirmesi
7-A Planlamanın Kesime Kesim Talimatını Vermesi
7-B Modelhanenin Kesime Teknik Föy, Kalıp, Örnek Numune Vermesi
8. Kesimin Depodan Kumaş Talebi
9. Kesimin Modelhaneden Pastal Talebi
10. Modelhanenin Kesime Pastal Ve Kalıp Vermesi Kesimin Tamamlanması
11. Kalite Güvencenin Kesilmiş Ürün Kontrol Raporunun Planlamaya İletilmesi
12. Kesimi Tamamlanan Yarı Mamülün Dikime Gönderilmesi
13. Dikim Bölümünün Bitmiş Ürün Ve Defo Miktarının Planlamaya Bildirmesi
14. Planlama Mevcut Duruma Göre Ek Kesim Bilgisini Kesime Bildirmesi
15. Dikimin Dikilmiş Ürünü Kalite Kontrol Bölümüne Sevki
16-A. Bitmiş Ürünün Kalite Kontrolden 1.Kalite İş Olarak Pakete Sevki
16-B. Kalite Kontrolden 2. Kalite Ürünün 2. Kalite Depoya Sevki
17. Kalite Güvencenin Paketlenmiş Ürünün Kontrolünü Yapması
18. Paketlenmiş Ürünün Sevki Ve Çeki Listesinin Hazırlanması (Taha Tekstil, 2011)
3.2.1.1. Üretim Öncesi Hazırlıklar
Siparişin alınmasından başlayıp, seri üretime geçilmesine kadar devam eden
süreçtir.
Sipariş Detaylarının Belirlenmesi: Müşteri temsilcisi, yazılı olarak gelen sipariş ile
ilgili tüm özellikleri, üretim sırasında anlaşılması için, çizimin de bulunduğu form ve
üretilecek malın bir numunesiyle birlikte ilgili bölümlere iletir.
91.
3.MATERYAL VE METODEsen GÖÇER
78
Aksesuar ve Ambalaj Malzemesi Tespiti: Planlama bölümü, gerekli aksesuar ve
ambalaj malzemesi miktarını tespit eder.
Üretim Kalıplarının Hazırlanması: Teknik model şefine bağlı olan bilgisayar sistem
operatörleri, kumaşın en verimli şekilde değerlendirilmesi için üretim kesim kalıpları
oluştururlar.
Termin Belirleme Toplantısı: İlgili müdürler bir araya gelerek siparişin teslim
gününden geriye doğru, iş akışı sırasına göre termin belirlerler. Aynı zamanda
fabrika dışında yaptırılacak çalışmaların yerlerine de karar verirler.
3.2.1.2. Üretim Aşaması
Seri üretime geçilmesiyle başlayıp, iş temizleme ve ön kalite kontrol
işlemlerine kadar süren süreçtir.
Kumaş Temini: Tespit edilen miktarlara göre mümkünse, kumaş mevcut stoklardan
karşılanır. Bu gerçekleşmiyorsa, iplikten dokuma ya da ham veya mamul kumaş
alma yoluna gidilir.
Aksesuar Malzemesi Temini: Belirlenmiş miktar ve özelliklerde malzemeler, önce
stoktan karşılanmaya çalışılır. Bu mümkün değilse, piyasadan alım yoluna gidilir.
Ambalaj Malzemesi Temini: Belirlenmiş miktar ve özelliklerde malzemeler, önce
stoktan karşılanmaya çalışılır. Eğer bu mümkün değilse, piyasadan alım yoluna
gidilir.
Boyalı Kumaş Kontrolü: Fabrikaya gelen kumaşın tamamı kumaş kontrol kısmında
ışıklı makine testinden geçer, fiziksel ölçümler yapılır ve laboratuar kontrolüne tabi
tutulur.
Kalıp Çıkartılması: Kumaş kalite kontrollerden olumlu olarak geçtiyse, kalıphanede
müşterilerin kalıplarına göre kesimhane için kalıplar çıkarılır.
Kesim: Kesimhaneye gönderilen kalıplarla kesim işlemi gerçekleştirilir. Malların bu
aşamadan sonraki sayısal takibi için, adet takip formu doldurulur.
Metolama: Kesilen parçalara tek tek metolama işlemi yapılır.
Tasnif İşlemi: Kesimden gelen parçalar tasnif kısmına girer. Burada öncelikle,
kesilen parçaların ölçüm ve simetri kontrolleri yapılır. Renk, delik, leke vb
92.
3.MATERYAL VE METODEsen GÖÇER
79
kontrolleri yapılır. Hatalı işler işaretlenir ve kaydedilir. Gerekli olanlar baskı veya
nakış işlemleri için gönderilir.
Baskı/Nakış ve Sonrasındaki Kontroller: Baskı/nakış takip sorumlusu, ilgili firmalara
önceden haber verir ve termin teyidi alır. Alınan teyide göre mallar, ilgili firmaya
gönderilir. İlk çıkan mallar baskı/nakış takip elemanı tarafından kontrol edilir ve
baskıya ya da nakışa devam onayı verilir.
Tasnif kısmında, baskı/nakışın istenildiği gibi olması için, delik, sökük, leke,
nakış veya renk hatası kontrolü yapılır. Hatalılar tamire gönderilir. Giderilemeyecek
hatalar baskı veya nakışçıya fatura edilir. Hatalı işler işaretlenir ve kaydedilir.
Eşleme: Kontrol edilmiş malların tüm parçaları, aksesuarları eşleştirilir ve dikime
hazır hale getirilip kasalara konularak iş hazırlama kısmına sevk edilir.
Konfeksiyon Kısmında Dikim: İş hazırlama sorumlusu fasondaki gibi işle ilgili her
şeyi hazırlayıp konfeksiyon kısmına teslim eder. Dikim öncesi hazırlık işlemleri
yapılır. (Tela fixe, ütü kıvırma, işaretleme, çizim ve ön montaj gibi). Dikim bant
şefliği sürekli olarak iş akışını takip eder, hataları önleyici tedbirler alır ve buna
rağmen oluşan hataları anında ortaya çıkarıp giderirler. Tamiri mümkün olmayan
işlerin kaydı tutulur. Sonuçların günlük dökümleri yapılır. Konfeksiyon kısmından
bitmiş ürünler kalite kontrol departmanına sevk edilir.
3.2.1.3. Üretim Sonrası Son İşlemler ve Sevkiyat
İş temizleme ile başlayıp, malların sevk edilmesiyle sona eren süreçtir.
İş Temizleme: İş temizleme kısmında iplik fazlalıkları ve metolar temizlenir.
Askılama: Ürünler paketleme bölümüne askılı olarak sevkedildiği için askılama
yapılır.
Son Ütü: Askılamadan geçen malların son ütüleri yapılır.
Kalite Kontrol (%100 Kontrol/Ön Kontrol): Tüm mallar %100 kalite kontrolüne tabi
tutulur. Burada malın sevk edilebilir olup olmadığına karar verilir ve kabul edilemez
kusurlar varsa, bu kusurların giderilmesi için ilgili bölüm müdürüne, ürün
sorumlusuna haber verilir. Kalite kontrolcüler %100 kontrol ettikleri ürünlerin hatalı
ise neden dolayı hatalı olduğunu hatalı değilse 1.kalite adedini otomasyon sistemine
93.
3.MATERYAL VE METODEsen GÖÇER
80
girerler. Böylece bir ürün dikildikten hemen sonra online bilgisayar ortamında
istatistiki bilgileri kaydedilmiş olur.
Paketleme (Poşetleme): Ekstra etiketler ve ambalajlama detayları doğrultusunda
mallar poşetlenir.
Kolileme: Bu kısım ürünler müşteri tarafından askılı değil de kolili olarak
ambalajlanmış istendiğinde oluşturulur. Kolilerde istenen beden-adet oranları
(asortiler) sağlanır ve kapatılıp koli üstü adres tanıtım bildirim etiketi yapıştırılır.
3.2.1.4. GSD (General Sewing Data) Sistemi İle Standart Zaman Hesaplama
Çalışmanın yapıldığı işletmede dikimde standart zaman hesaplamaları için
GSD sistemi kullanılmaktadır. GSD, hazır giyim sektörü için zaman standartlarını
elde etme ve metot analizleri için kullanılabilen bir tekniktir. Doğrudan doğruya
gözlem ve ölçümlere dayanmadan, çeşitli hareketler için önceden belirlenmiş olan
zaman standartlarından yararlanarak, çeşitli işlemlerin yapılması için gereken sürenin
hesaplanması amacıyla kullanılmaktadır. Bu sistemde; insanların yaptığı her hareket
bir “alma” ve “bırakma” işlemini içermektedir. Bu alma ve bırakma hareketleri
önceden belirlenmiş kodlar ile tanımlanır. Kodlar sık tekrarlayan insan
hareketlerinden yola çıkılarak geliştirilmiştir. Her kodun mesafe ve efor olarak
zorluklarına göre belirlenmiş zaman değeri bulunmaktadır (Dal, 2010).
GSD sistemi ile standart zaman hesaplamanın sağladığı yararlar aşağıdaki
gibidir.
• Doğru ve çabuk model fiyatlandırması yapar.
• Tutarlı maliyet analizi yapar.
• Kaliteyi iyileştirir.
• En iyi üretim metodunun bulunmasına yardımcı olur.
• Bant dengelemesi yapar, verimi artırır.
• Doğru termin verilmesine ve uyulmasına yardım eder.
• Operatör performansını hassas olarak belirler.
• Yatırım kararına dayanak oluşturur.
(http://www.viva-systems.com/turkish/gsd.html)
94.
3.MATERYAL VE METODEsen GÖÇER
81
3.2.2. Çalışmanın Kapsamı
Konfeksiyonda ürün maliyetinin yaklaşık %50-60’ ını hammadde olan kumaş
maliyeti oluşturmaktadır. Bu nedenle kumaşın verimli bir şekilde kullanılması son
derece önemlidir. Bu çalışmada kumaş ve model türünün verimlilik ve kalite
üzerindeki etkileri araştırılmıştır. Bu kapsamda 3 farklı kumaştan oluşan 3 farklı
model incelenmiştir. Seçilen modeller için proses analizi, pastal verimliliği analizi,
bant verimliliği analizi, kalite kontrol analizi yapılmıştır.
Çalışmanın yürütüldüğü işletmede hedeflenen değerler aşağıda verilmiştir.
• Pastal verimliliği; %80 standart değer olsa da firmada esas hedeflenen;
müşteriye maliyet verilirken gerçekleşen pastal verimliliğine uymaktır.
Müşterinin istediği model için maliyet verilirken kumaş tedarikçisinden
alınan en bilgisine göre standart bir asortiyle taslak pastal planı hazırlanır ve
bu planda elde edilen verimlilik değerine göre müşteriye maliyet yansıtılır.
Model siparişe dönüştüğünde kumaş tedarikçisinden gelen kumaş eni taslak
planda öngördüğü kumaş eninden daha küçük ise ve bu durum pastal
verimliliğini etkiliyorsa pastal firesi olan kumaşlar için maliyet kumaş
tedarikçisine yansıtılır.
• Tasnif ve Bant İçi Fire Oranı; %4
• 2. Kalite Oranı; %2
• 1. Kalite Oranı; %94
Seçilen modellerin işletme hedeflerine uygun olup olmadığı model ve kumaş
türleriyle birlikte değerlendirilmiştir.
95.
3.MATERYAL VE METODEsen GÖÇER
82
3.2.3. Model A İçin Yürütülen Çalışmalar
3.2.3.1. Model A İçin Proses Analizi
Model, tasniften banda verildiği andan itibaren depoya girene kadar 23
prosesten geçmektedir. Çizelge 3.1’ de modelin sırasıyla geçtiği prosesler,
proseslerin gerçekleştirildiği makineler ve proses süreleri verilmiştir.
Çizelge 3.1. Model A Proses Süreleri
Proses No Proses Adı Makine Adı Proses Süresi(dk)
1 Ön&Arka Beden İşaret Regula 0,588
2 Omuz Dikme Overlok 0,324
3 Yaka Çevre Overlok Overlok 0,356
4 Yaka Gaze Düz (Singer) 0,721
5 Yan Beden Dikme Overlok 0,502
6 Arka Orta Parça İşaret Regula 0,604
7 Arka Orta Parça&Astar Birleştirme Düz (Singer) 0,516
8 Arka Orta Parça Çevirme Regula 0,101
9 Orta Parça Çıma&Gaze Düz (Singer) 0,916
10 Arka Orta Parça Takma Düz (Singer) 0,712
11 Kolevi Overlok Overlok 0,984
12 Kolevi Gaze Düz (Singer) 1,642
13 Beden Eşleme&Etek Regola Regula 0,709
14 Ön Beden&Etek Overlok Overlok 0,926
15 Etek Reçme&Regola Reçme 0,599
16 Fermuar Takma Düz (Singer) 1,434
17 Fermuar Kapama Düz (Singer) 1,628
18 Etiket Hazırlama&Takma Düz (Singer) 0,45
19 Elcik Ölçme&Kesme&Zikzak Düz (Singer) 0,404
20 Elcik Takma&Zikzak Düz (Singer) 0,148
21 İş Temizleme İş Temizleme 0,691
22 Ütü Ütüleme 0,842
23 Kalite Kontrol Kalite Kontrol 1,101
Toplam Proses Süresi 16,898
96.
3.MATERYAL VE METODEsen GÖÇER
83
Modelin toplam proses süresi 16, 898 dk olup, dikimde geçirdiği toplam süre
(ütü, temizleme, kalite kontrol prosesleri hariç) 14,264 dk’ dır.
Üretimin kalitesi için dikimde dikkat edilmesi gereken hususlar aşağıdaki
gibidir,
• Tüm dikiş ayarlarının esnekliğine dikkat edilmeli, çıtlama olmamalıdır.
• Etek reçme, yaka ve kolevi gaze dikişlerin esnekliklerine dikkat edilmelidir.
• Reçme yüksekliğinin, bütün etek boyunca düz olmasına dikkat edilmelidir.
• Eteğin düzgün olmasına dikkat edilmelidir.
• Etek dikilirken esnetilmediğinden emin olunmalıdır.
• Yakanın arka kısmının düzgün durduğundan emin olunmalıdır. Fermuar
çekme yapabilir.
• Her iki omuz ve yan dikişler simetrik olmalıdır.
• Yaka kavisi muntazam olmalıdır.
• Arka açıklıklar iki tarafta eşit olmalıdır.
• Kumaşın kesim, dikim ve ütü aşamalarında takılmamasına dikkat edilmelidir.
• Üretimde doğru etiketlerin doğru yerlere takıldığından emin olunmalıdır.
• Tüm ölçülerin tolerans dahilinde olduğundan emin olunmalıdır.
• Yan dikişlerde çekme olmamasına dikkat edilmelidir.
• Fermuar, bedene simetrik takılmalıdır.
3.2.3.2. Model A İçin Pastal Verimliliği Analizi
Kesimhanede serimi yapılmış olan kesime hazır her pastal için en, boy ve
istenen asorti bilgileri modelhaneye verilerek pastal resmi hazırlanmıştır. Model A
için sipariş adedini karşılamak üzere toplam 24 pastal hazırlanmıştır. Her bir pastalın
pastal eni, pastal boyu, pastal verimliliği ve pastal asortisi bilgileri Çizelge 3.2’ de
yer almaktadır.
3.MATERYAL VE METODEsen GÖÇER
85
Model A için hazırlanan tüm pastallar için ortalama verimlilik %78,31’ dir.
Buna göre pastal firesi %21,69’ dur. Maliyet aşamasında düşünülen pastal eni ile
hazırlanan gerçek pastal enleri uyumludur ve hazırlanan pastalların ortalama
verimliliği, maliyet pastal verimliliğinden yüksektir. Bu nedenle ortalama pastal
verimliliği işletme için iyi bir değerdedir.
Model A için hazırlanan pastal resimlerinden biri örnek olarak Şekil 3.11’ de
verilmiştir. Şekilden de görüleceği gibi Model A’ nın parçaları yüksek oranda
girintili çıkıntılıdır. Bu da, pastalda kalan boş alan miktarını artırmakta ve pastal
verimliliğini düşürmektedir.
Şekil 3.11. Model A Pastal Resmi (Pastal No: 8,9,10)
Kumaş içeriği %100 Polyester olduğu için kesim öncesi dinlendirmeye gerek
duyulmamıştır. Kumaş topları serim makinesiyle 25 katı geçmeyecek şekilde
serilmiş, dik bıçak ve hızarla elle kesim yapılmıştır. Kumaş çok hassas ve içteki tül
kısmı kaçmaya çok meyilli olduğundan işlemler daha yavaş ve daha dikkatli
gerçekleştirilmiştir. Kesimin ardından yapılan tasnif işleminde kaçık bulunan tüm
parçalar fireye ayrılmış ve maliyeti kumaş tedarik edilen firmaya yansıtılmıştır.
Modelde kullanılan toplam kumaş miktarı 632 kg dır. Pastal firesi %21,69
olduğundan yaklaşık 137 kg kumaş fire olarak ayrılmıştır.
99.
3.MATERYAL VE METODEsen GÖÇER
86
3.2.3.3. Model A İçin Bant Verimliliği Analizi
İşletme bandın %75 verimle çalıştığını düşünerek hedef vermektedir.
Kapasite Zaman(dk)
Günlük Hedef = Verim(%)
Model Standart Zaman(dk)
× (3.1)
Kapasite Zaman = Çalışan Sayısı Günlük Çalışma Süresi (dk)× (3.2)
Bandın 1 günlük çalışma süresi 9 saat (540 dk)’ dir. Model için 25 operatör
çalışmıştır ve modelin standart zamanı 16,898 dk’ dır.
Ancak bant normal 9 saatlik mesaisi içerisinde günlük hedefini
tamamlayamadığı için ve yüklemelere yetişebilmek amacıyla modeli çalıştığı ilk 4
gün 2 saat fazla mesai yapmak zorunda kalmıştır. Son gün ise 7 saatlik çalışma
sonucunda modeli bitirmiştir. Bu bilgilerden yola çıkarak bandın günlük hedefi;
• 9 saatlik normal mesaili çalışmada 600 adettir
• 11 saatlik fazla mesaili çalışmada 733 adettir.
• 7 saatlik çalışmada 466 adettir.
Modelin günlük bant verimliliği Çizelge 3.3’ de verilmiştir
Çizelge 3.3. Model A İçin Günlük Bant Verimliliği
Gün
Planlanan Günlük Üretim
Miktarı
Gerçekleşen Günlük
Üretim Miktarı
Gerçekleşen
Verimlilik (%)
1 733 710 72,65
2 733 670 68,55
3 733 625 63,95
4 733 751 76,84
5 466 359 57,78
Ortalama Verim 67,95
Çizelgeden görüleceği gibi bant, %75 verimle 1. gün 733 adet üretim
hedeflerken gerçekleşen 710 adetlik üretim %72,65’ lik verimliliğe karşılık
gelmektedir. Bandın ortalama çalışma verimliliği (%67,95) olarak hesaplanmıştır. Bu
100.
3.MATERYAL VE METODEsen GÖÇER
87
ise olması gereken verimlilikten (%75) daha düşüktür. Modeli diken bantta yapılan
gözlemler sonucunda verimliliğin düşük olması şu değerlendirmeler ile
açıklanmaktadır;
• Dikim işleminde kumaşın içteki tül kısmı operatörlerin daha hassas ve
yavaş çalışmalarına neden olmuştur.
• Kumaşın delikli yapısı dikim ve paketleme işlemleri esnasında seri
hareketi zorlaştırmıştır. Kumaşın herhangi bir yere takıldığında
sökülmeden çıkarılmaya çalışılması zaman kaybına neden olmuştur.
• Kumaşın kaçmaya olan yatkınlığı ve dikilen ürünlerde yüksek oranda
kaçık meydana gelmesi elemanlar üzerinde baskı yaratmış ve motive
kaybına sebep olmuştur.
3.2.3.4. Model A İçin Kalite Kontrol Analizi
Model A için tasnif sonrası, dikim sonrası ve son kalite kontrol neticesinde
tespit edilen fireler ile 1. ve 2. kalite ürün miktarları Çizelge 3.4’ de verilmiştir.
Çizelge 3.4. Model A İçin Kalite Değerlendirilmesi
Ürün Adedi
Tasnif Firesi 228
Dikim Firesi 187
2. Kalite 604
1.Kalite 3.115
Üretim sonunda modelle ilgili veriler incelendiğinde toplam 3.115 adet 1.
kalite, 604 adet 2. kalite ürün çıktığı görülmüştür. Üretim sırasında ise 228 adet ürün
tasnif firesi, 187 adet ürün dikim firesi olarak ayrılmıştır.
Modelde kesimin ardından yapılan tasnif işleminde ayrılan firelerin önemli
bir bölümü içteki tül kumaştaki kaçıklardan dolayı ayrılmıştır. Bunun yanında
kumaşta leke, ek yeri gibi hatalardan dolayı fireye ayrılan parçalar da olmuştur (Şekil
3.12).
101.
3.MATERYAL VE METODEsen GÖÇER
88
(a)Boydan Kaçık (b)Boydan Kaçık, Ek Yeri, Leke
Şekil.3.12. Tasnif Safhasında Fire Olarak Ayrılmış Parçalar
Dikim esnasında kaçan kumaşlarda kaçığın fazla ilerlememesi için bant
içinde şeffaf oje kullanılmıştır (Şekil 3.13).
Şekil 3.13. Oje İle Durdurulmuş Kaçık
Modelde 604 adet ürün ise 2. kalite olarak ayrılmıştır. Bu rakam firma için
ciddi ölçüde kayıp anlamına gelmektedir. 2. kalite olarak ayrılan ürünlerin tamamına
yakını kumaştaki önlenemeyen büyük kaçıklardan dolayı ayrılmıştır (Şekil 3.14).
102.
3.MATERYAL VE METODEsen GÖÇER
89
Şekil 3.14. İç Kumaşta Oje Sürüldüğü Halde Durdurulamayan Kaçıklar
Modelin 5 günlük üretiminde toplam 84 adet dikilmiş üründe bulunan hatalar
giderilerek 1. kaliteye çevrilmişlerdir (Çizelge 3.5).
Çizelge 3.5. Model A İçin Banttan Tamire Gönderilen Ürün Sayıları
Hatanın Giderildiği Birim
Gün Leke Çıkarma El Tamiri Bant İçi Tamir
1 0 0 25
2 0 0 27
3 0 0 10
4 1 1 (İğne Deliği) 10
5 0 0 10
Toplam 1 1 82
103.
3.MATERYAL VE METODEsen GÖÇER
90
BANT İÇİ TAMİR
98%
LEKE
1%
EL TAMİRİ
1%
Şekil 3.15. Model A Tamir Oranları
Şekil 3.15’den de görüleceği gibi modelde geri döndürülebilecek hataların
%98’ i bant içinde tamir edilerek giderilmiştir. %1 oranında hatalı ürün el tamiri
bölümüne, %1 oranında hatalı ürün leke bölümüne gönderilmiş ve hataları
giderilmiştir.
Modelin kumaşı kaçmaya çok meyilli olduğundan dolayı bant içine ekstra bir
eleman yerleştirilerek, oluşan kaçıklar daha fazla ilerlemeden giderilmeye
çalışılmıştır. Bu nedenle el tamirine gönderilmesi gereken hatalar da bant içinde
tamir edilerek giderilmiştir.
El tamiri bölümünde amaç; el tamiri yapılmak üzere gelen ürünleri
çıkabilecek elyaflardan arındırmak, dikiş kesikleri ve iğne delikleri olan ürünleri
doğru tamir ederek 1.kalite olmalarını sağlamaktır.
Leke bölümünde amaç; üzerinde leke bulunan hatalı mamulü temizleyerek 1.
kalite ürün haline getirmektir. Üretim hattından gelen lekeli iş üzerinde kalite kontrol
metosu bulunur. Leke bölümünde bu meto sökülür ve bulunduğu yerdeki lekenin
çeşidine göre Çizelge 3.6’ da belirtilen yöntemlerle ürün temizlenir.
104.
3.MATERYAL VE METODEsen GÖÇER
91
Çizelge 3.6. Leke Çıkarma Yöntemleri
Leke Türü Leke Çıkarıcı Madde Temizleme Yöntemi
İğne İzi - Buhar + Hava
Yağ Lekesi Yağ Leke İlacı Buhar + Hava
Pas Pas İlacı Buhar + Hava
Meto Leke İlacı Buhar + Hava
İşaret Kalemi İzi Kalem Leke İlacı Buhar + Hava
Elyaf Lekesi - Buhar + Hava
Lekesi çıkartılan ürünlerin metoları tekrar yerine yapıştırılır ve banda sevk
edilecek 1. kalite ürünlerin içerisine konulur. Lekesi çıkmayan ürünler ise 2. kalite
ürün olarak ayrılır.
3.2.3.5. Model A İçin Ürün Maliyeti
Model A için maliyet hesabı yapılırken 1 adet ürün için gerekli olan kumaş,
aksesuar ve işçilik maliyetleri dikkate alınmıştır (Çizelge 3.7).
Çizelge 3.7. Model A İçin Birim Ürün Maliyeti
Maliyet Unsuru Maliyet (£)
Kumaş 2,67
Aksesuar 1,13
İşçilik 1,74
Toplam Üretim Maliyeti 5,54
Model A için maliyet unsurlarının yüzdelik oranları Şekil 3.16’ da verilmiştir.
105.
3.MATERYAL VE METODEsen GÖÇER
92
Kumaş
Maliyeti
49%
Aksesuar
Maliyeti
20%
İşçilik
Maliyetleri
31%
Şekil 3.16. Model A İçin Birim Ürün Maliyeti Oranları
Şekil 3.16’ dan da görüleceği gibi Model A için en yüksek maliyeti %49
oranıyla kumaş maliyeti oluşturmaktadır.
Modelde kumaş gramajı 140 gr/m2
dir ve 1 adet ürün için 167 gram kumaş
kullanılmıştır. Ham kumaş fiyatı 1 kg için £16 ‘dur.
3.2.4. Model B İçin Yürütülen Çalışmalar
3.2.4.1. Model B İçin Proses Analizi
Model tasniften banda verildiği andan itibaren depoya girene kadar 19
prosesten geçmektedir. Çizelge 3.8’ de modelin sırasıyla geçtiği prosesler,
proseslerin gerçekleştirildiği makineler ve proses süreleri verilmiştir.
106.
3.MATERYAL VE METODEsen GÖÇER
93
Çizelge.3.8. Model B Proses Süreleri
Proses No Proses Adı Makine Adı Proses Süresi(dk)
1 Arka Beden Overlok Overlok 0,332
2 Arka Orta Dikme Düz (Singer) 0,521
3 Arka Uç Kıvırma Düz (Singer) 0,616
4 Arka Beden Ütü&Tela Ütüleme 0,324
5 Arka Beden İşaret Regula (El İşi) 0,218
6 Arka Üçgen Yapma Düz (Singer) 0,321
7 Omuz Dikme Overlok 0,416
8 Kol Takma Overlok 0,613
9 Yan Beden Dikme Overlok 0,702
10 Etek Regola Regola (El İşi) 0,505
11 Etek Reçme Reçme 0,669
12 Kol Reçme Reçme 0,653
13 Yaka Ribana Hazırlama Düz(Singer) 0,354
14 Yaka Ribana Takma Overlok 0,716
15 Etek Zikzak Düz (Singer) 0,186
16 Etiket Hazırlama&Takma Düz (Singer) 0,350
17 İş Temizleme İş Temizleme 0,351
18 Ütü Ütüleme 0,714
19 Kalite Kontrol Kalite Kontrol 0,725
Toplam Proses Süresi 9,286
Modelin toplam proses süresi 9,286 dk olup, dikimde geçirdiği toplam süre
(ütü, temizleme, kalite kontrol prosesleri hariç) 7,396 dk olarak hesaplanmıştır.
Üretimin kalitesi için dikimde dikkat edilmesi gereken hususlar ise aşağıdaki
gibidir,
• Tela çok geniş olmamalı, dikiş altında kalacak şekilde ince şerit halinde olmalı ve
görünmemelidir.
• Arkadaki dikiş çizgisinin düzgünlüğüne dikkat edilmelidir.
• Yırtmaç başlangıcı düz bir hatta olmalıdır.
• Dikişlerde dalgalanma olmamalıdır.
• Yırtmaç, arka orta dikişini ortalamalıdır.
107.
3.MATERYAL VE METODEsen GÖÇER
94
• Tüm overlok dikiş ayarları imalatta kontrol edilmelidir, kumaş kalitesinden
dolayı dikişlerin ölçüleri değiştirebilme riski vardır.
• Etek ve kol ağzı reçme dikiş esnekliklerine dikkat edilmelidir.
• Tüm ölçüler tolerans dahilinde olmalıdır.
• Yaka derinliğinin tüm yaka etrafınca aynı olmasına özellikle dikkat edilmelidir.
• Yan boyların olabildiğince (göğüsten eteğe düz) düzgün olmasına dikkat
edilmelidir.
• Manşet ve etek dikişlerinin aşırı esnetilmemesine dikkat edilmelidir. Reçme
yapılırken oluşan dalgalanma önlenmelidir
• Arka ortadaki dikiş payının derinliği olabildiğince azaltılmalıdır, kumaş arkasını
gösteren bir kumaş olduğu için dikiş payının görünme riski vardır.
• Arka orta açıklık düz oturmalı ve arka orta etekte kalkma-dalgalanma
yapmamalıdır
• Arka ortada, açıklığın tepesine kadar giden dikişin düz olduğundan emin
olunmalıdır.
3.2.4.2. Model B İçin Pastal Verimliliği Analizi
Kesimhanede serimi yapılmış olan kesime hazır her pastal için en, boy ve
istenen asorti bilgileri modelhaneye verilerek pastal resmi hazırlanmıştır. Model B
için sipariş adedini karşılamak üzere toplam 13 pastal hazırlanmıştır. Her bir pastalın
pastal eni, pastal boyu, pastal verimliliği ve pastal asortisi bilgileri Çizelge 3.9’ da
yer almaktadır.
Müşteriye model için maliyet verme aşamasında hazırlanmış olan taslak
pastal planındaki değerler ise aşağıdaki gibidir;
• Pastal eni: 205 cm
• Pastal boyu: 6,22 m
• Pastal Verimliliği: %81,24
108.
3.MATERYAL VE METODEsen GÖÇER
95
Çizelge.3.9. Model B Pastal Bilgileri
Pastal
No
Pastal
Eni (cm)
Pastal
Boyu (m)
Asorti
(Beden: Adet)
Pastal
Verimliliği (%)
1 190 5,54 6:1, 8:4, 10:4, 12:2 79,52
2 190 3,57 8:2, 10:3, 12:2 79,96
3 190 6,28 6:1, 8:3, 10:3, 12:2, 14:2, 16:1 79,56
4 195 6,5 6:1, 8:4, 10:4, 12:2, 14:1, 16:1 80,29
5 195 6,45 8:4, 10:5, 12:4 80,36
6 195 6,49 6:1, 8:4, 10:4, 12:3, 14:1 79,73
7 192 5,48 6:1, 8:4, 10:4, 12:2 79,87
8 195 7,57 6:1, 8:5, 10:6, 12:2, 14:1 80,33
9 192 3,37 10:1, 12:2, 14:2, 16:1 78,23
10 195 7,47 6:1, 8:4, 10:5, 12:3, 14:1, 16:1 80,05
11 195 6,07 8:5, 10:4, 12:3 80,12
12 200 6,38 8:5, 10:5, 12:3 80,57
13 200 3,52 6:3, 10:1, 12:1, 14:2 79,75
Ortalama Pastal Verimliliği 79,87
Model B için hazırlanan tüm pastallar için ortalama verimlilik %79,87’ dir. .
Buna göre pastal firesi %20,13 olarak hesaplanmıştır.
Ortalama pastal verimliliği (%79,87), model için maliyet verme aşamasında
hesaplanan taslak pastal planındaki verimlilikten (%81,24) daha düşüktür. Bunun
nedeni; taslak planda kumaş eninin 205 cm olduğu düşünülmüştür ancak gerçek
pastallarda kumaş enleri ortalama 195 cm civarında kalmıştır. Bu durum göz önüne
alındığında gerçek pastal verimliliklerinin iyi bir değerde olduğu söylenebilir.
Model B için hazırlanan pastal resimlerinden biri örnek olarak Şekil 3.17’ de
verilmiştir. Şekilden de görüleceği gibi modelin parçalarında girinti çıkıntı oranı
düşüktür. Bu sayede pastaldaki boş alan miktarı azalmış, pastal verimliliği artmıştır.
109.
3.MATERYAL VE METODEsen GÖÇER
96
Şekil 3.17. Model B Örnek Pastal Resmi (Pastal No: 5)
Kumaşın hassas yapısı nedeniyle kesimhanede kumaşın serim işlemi elle,
kesim işlemi ise dik bıçak ve hızar kullanılarak yapılmıştır. Kumaş serildikten sonra
yaklaşık 2 saat dinlendirilmiş ve ardından kesilmiştir. Kesim katı 25- 30 kat arasında
değişiklik gösterse de 30 katı geçmemesine dikkat edilmiştir. Kumaşın elle
serilmesinin bir nedeni çok hassas olması diğer nedeni ise kumaş eninin çok geniş
olmasından dolayı makine ile sermeye uygun olmamasıdır.
Modelde kullanılan toplam kumaş miktarı 763 kg’ dır. Pastal firesi %20,13
olduğundan dolayı yaklaşık 153,6 kg kumaşın pastal firesi olarak ayrıldığı
söylenebilir.
3.2.4.3. Model B İçin Bant Verimliliği Analizi
İşletme bandın %75 verimle çalıştığını düşünerek hedef vermektedir. Model
A için yapılan hesaplamalar Model B için de yapılmıştır.
Buna göre bandın 1 günlük çalışma süresi 9 saat (540 dk)’ dır. Model için 18
operatör çalışmıştır ve modelin standart zamanı 9,286 dk’ dır.
Bant modeli 11 gün çalışmıştır. Bu 11 günlük çalışma sürecinin 4 gününde
normal mesai saatleri içerisinde çalışmış (9 saatlik çalışma süresi), 5 gününde
110.
3.MATERYAL VE METODEsen GÖÇER
97
yüklemelere yetişebilmek amacıyla bant 2 saat fazla mesai yapmıştır (11 saatlik
çalışma süresi) . İlk gün ve son gün ise yarım gün (5 saat) çalışmıştır.
Bu bilgilerden yola çıkarak bandın;
• 9 saat çalıştığı günlerdeki hedefi günlük hedefi 785 adettir.
• 2 saatlik fazla mesaili çalışmada 11 saatlik hedefi 959 adettir.
• 5 saatlik çalışmada 436 adettir.
Çizelge 3.10. Model B İçin Günlük Bant Verimliliği
Gün
Planlanan Günlük Üretim
Miktarı (adet)
Gerçekleşen Günlük
Üretim Miktarı (adet)
Gerçeklesen
Verimlilik (%)
1 436 276 47,48%
2 785 615 58,76%
3 785 700 66,88%
4 785 580 55,41%
5 785 600 57,32%
6 959 910 71,17%
7 959 760 59,44%
8 959 724 56,62%
9 959 801 62,64%
10 959 743 58,11%
11 436 210 36,12%
Ortalama Verim 57,26%
Çizelgeden görüleceği gibi bant, %75 verimle 1. gün 436 adet üretim
hedeflerken, gerçekleşen 276 adetlik üretim %47,48’ lik verimliliğe karşılık
gelmektedir. Bandın ortalama çalışma verimi (%57,26) olması gereken verimden
(%75) oldukça düşüktür. Modeli diken bantta yapılan gözlemler sonucunda
verimliliğin düşük olması şu değerlendirmeler ile açıklanmaktadır;
• Dikimde reçme operasyonu bu model için önemli bir operasyondur.
Reçmenin düzgünlüğüne ve dikişin kumaşa zarar vermemesine çok dikkat
etmek gerekmektedir. Reçme dikişlerde makineci zorlanmaktadır. Çünkü
kumaşın çok ince ve dantelli olması; dikişte eğrilik sıkıntısı yaşanmasına ve
reçme dikişi kumaşın sökülmesine neden olmaktadır. Hem kumaş hasar
111.
3.MATERYAL VE METODEsen GÖÇER
98
görmesin, hem de dikişlerde eğrilik olmasın diye işlemler seri bir şekilde
devam edememekte ve bunun sonucunda bant günlük hedefini
verememektedir.
• Modelde ütüleme işlemi çok önemlidir. Çünkü kumaş buharla kendini
bırakmakta ve bunun sonucunda modelde ölçü problemleri ortaya
çıkmaktadır. Bu nedenle ütüleme işlemi mamule uzaktan buhar vererek
yapılmaktadır.
• Çok küçük bir iplik kaçığında bile kumaş üzerinde büyük delikler
oluşabilmektedir. Bu nedenle kumaşın kesiminden başlayarak mamulün
paketlenip depoya geldiği ana kadar olan bütün proseslerde çok dikkatli
davranmak gerekmektedir.
• Yırtmaç başına yapılan tela yapıştırma işleminde telanın görünmemesi çok
önemlidir. Bu nedenle tela yapıştıran kişinin telayı ince bir şerit halinde ve
belirlenen aralığın dışına taşmayacak şekilde yapıştırması gerekmektedir.
3.2.4.4. Model B İçin Kalite Kontrol Analizi
Model B için tasnif sonrası, dikim sonrası ve son kalite kontrol neticesinde
tespit edilen fireler ile 1. ve 2. kalite ürün miktarları Çizelge 3.11’ de verilmiştir.
Çizelge 3.11. Model B İçin Kalite Değerlendirmesi
Üretim sonunda modelle ilgili veriler incelendiğinde toplam 6.919 adet 1. kalite,
236 adet 2. kalite ürün çıktığı görülmüştür. Üretim sırasında ise 208 adet ürün tasnif
firesi, 40 adet ürün dikim firesi olarak ayrılmıştır.
Ürün Adedi
Tasnif Firesi 208
Dikim Firesi 40
2. Kalite 236
1. Kalite 6.919
112.
3.MATERYAL VE METODEsen GÖÇER
99
Modelde kesimin ardından yapılan tasnif işleminde ayrılan firelerin önemli
bir bölümü kumaştaki iplik kaçıkları nedeniyle oluşan deliklerden dolayı
ayrılmıştır.(Şekil 3.18) Yine aynı nedenden dolayı 236 adet ürün 2. kalite olmuştur.
Şekil 3.18. İp Kaçığından Kaynaklanan Delikler Nedeniyle 2. Kalite Olarak Ayrılmış
Ürünler
Şekil 3.19. Telanın Görünmesinden Kaynaklı 2. Kaliteye Ayrılmış Ürün
Dikilmiş üründe yapılan kalite kontroller sonucunda düzeltilebileceğine karar
verilen hatalar banttan leke çıkarma veya el tamiri bölümlerine gönderilir. Ya da bant
113.
3.MATERYAL VE METODEsen GÖÇER
100
içinde düzeltilir. Model B için günlük leke çıkarma, el tamiri ve bant tamirine giden
ürün sayısı Çizelge 3.12’ de verilmiştir.
Çizelge 3.12. Model B İçin Banttan Tamire Gönderilen Ürün Sayısı
Hataların Giderildiği Birim
Gün Leke Çıkarma El Tamiri Bant Tamiri
1 0 4 (1 Elyaf , 3 Atlama) 7
2 3 (Kalem İzi) 7 (2 Elyaf , 5 Atlama) 5
3 0 13 (6 Kesik,3 Elyaf,1 İğne Deliği, 3 Atlama) 5
4 0 2 (Dantel) 12
5 2 0 15
6 0 5 (3 Atlama, 2 Dantel) 10
7 0 2 (Dantel) 7
8 0 0 0
9 3 (Yağ Lekesi) 9 (Kolda Atlama) 0
10 0 5 0
11 0 0 12
Toplam 8 47 73
Modelin 11 günlük üretiminde toplam 128 adet dikilmiş üründe bulunan
hatalar giderilerek 1. kaliteye çevrilmişlerdir.
EL TAMİRİ
37%
LEKE
6%
BANT TAMİRİ
57%
Şekil 3.20. Model B Tamir Oranları
114.
3.MATERYAL VE METODEsen GÖÇER
101
Şekil 3.20’de görüldüğü gibi modelde geri döndürülebilecek hataların %57’ si
bant içinde tamir edilerek giderilmiştir. %37 oranında hatalı ürün el tamiri bölümüne,
%6 oranında hatalı ürün leke bölümüne gönderilmiş ve hataları giderilmiştir.
3.2.4.5. Model B İçin Ürün Maliyeti
Model B için maliyet hesabı yapılırken 1 adet ürün için gerekli olan kumaş,
aksesuar ve işçilik maliyetleri dikkate alınmıştır (Çizelge 3.13).
Çizelge 3.13. Model B İçin Birim Ürün Maliyeti
Maliyet Unsuru Maliyet (£)
Kumaş 1,62
Aksesuar 0,42
İşçilik 1,20
Toplam Üretim Maliyeti 3,24
Model B için maliyet unsurlarının yüzdelik oranları Şekil 3.21’ de verilmiştir.
Kumaş Maliyeti
50%
Aksesuar
Maliyeti
13%
İşçilik Maliyeti
37%
Şekil 3.21. Model B İçin Birim Ürün Maliyeti Oranları
Şekil 3.21’ den de görüldüğü Model B için en yüksek maliyet unsuru %50
oranıyla kumaş maliyetidir. Modelde kumaş gramajı 65 gr/m2
dir ve 1 adet ürün için
86 gram kumaş kullanılmıştır. Ham kumaş fiyatı 1 kg için £18,85 ‘dur.
115.
3.MATERYAL VE METODEsen GÖÇER
102
3.2.5. Model C İçin Yürütülen Çalışmalar
3.2.5.1. Model C İçin Proses Analizi
Model tasniften banda verildiği andan itibaren depoya girene kadar 10
prosesten geçmektedir. Çizelge 3.14’ de modelin sırasıyla geçtiği prosesler,
proseslerin gerçekleştirildiği makineler ve proses süreleri verilmiştir.
Çizelge 3.14. Model C Proses Süreleri
Proses No Proses Adı Makine Adı Proses Süresi(dk)
1 İç Ağ Dikme Overlok 0,597
2 Ön&Arka Ağ Dikme Overlok 0,587
3 Kemer Hazırlama Düz (Singer) 0,976
4 Beden İşaretleme El İşi 0,204
5 Kemer Takma Overlok 0,742
6 Kemer Katlama El İşi 0,172
7 Paça Regola El İşi 0,421
8 Paça Reçme Reçme 0,672
9 Etiket Takma Düz (Singer) 0,331
10 Ütü Ütü 0,754
Toplam Proses Süresi 6,479
Modelin toplam proses süresi 6,479 dk’ dır. Dikim süresi ise 5,725 dk’ dır.
Üretimin kalitesi için dikimde dikkat edilmesi gereken hususlar ise aşağıdaki
gibidir,
• Boyların simetrik çalışıldığından emin olunmalıdır.
• Kemer bedene eşit dağıtılmalıdır.
• Dikiş tansiyon ayarları gergin ve gevşek olmamalıdır.
• Tüm ölçüler ölçü tablosuna uygun çalışılmalıdır.
• Kemerde eğrilik olmamalıdır.
116.
3.MATERYAL VE METODEsen GÖÇER
103
3.2.5.2. Model C İçin Pastal Verimliliği Analizi
Kesimhanede serimi yapılmış olan kesime hazır her pastal için en, boy ve
istenen asorti bilgileri modelhaneye verilerek pastal resmi hazırlanmıştır. Model C
için sipariş adedini karşılamak üzere toplam 12 pastal hazırlanmıştır. Her bir pastalın
pastal eni, pastal boyu, pastal verimliliği ve pastal asortisi bilgileri Çizelge 3.15’ de
yer almaktadır.
Müşteriye model için maliyet verme aşamasında hazırlanmış olan taslak
pastal planındaki değerler ise aşağıdaki gibidir;
• Pastal eni: 163 cm
• Pastal boyu: 8,36 m
• Pastal Verimliliği: %78,17
Çizelge 3.15. Model C Pastal Bilgileri
Pastal
No
Pastal Eni
(cm)
Pastal Boyu
(m)
Asorti
(Beden : Adet)
Pastal Verimliliği
(%)
1 173 9,86 S:4 , M:8 , L:6 80,06
2 173 9,86 S:4 , M:8 , L:6 80,06
3 172 9,44 S:3 , M:8 , L:6 79,84
4 172 9,44 S:3 , M:8 , L:6 79,84
5 172 9,48 S:4 , M:7 , L:6 79,15
6 172 9,48 S:4 , M:7 , L:6 79,15
7 169 7,80 S:5 , M:5 , L:4 79,64
8 169 2,38 M:2 , L:2 77,64
9 163 8,36 S:3 , M:6 , L: 5 77,73
10 163 7,86 S:2 , M:7 , L:4 77,26
11 163 5,95 S:2 , M:5 , L:3 78,23
12 168 5,20 S:2 , M:4 , L:3 78,22
Ortalama Pastal Verimliliği 78,90
117.
3.MATERYAL VE METODEsen GÖÇER
104
Model C için hazırlanan tüm pastallar için ortalama verimlilik %78,90’ dir. .
Buna göre pastal firesi %21,10 olarak hesaplanmıştır. Ortalama pastal verimliliği,
model için maliyet verme aşamasında hesaplanan taslak pastal planındaki
verimlilikten (%78,17) daha yüksektir. Bunun nedeni; taslak planda kumaş eninin
163 cm olduğu düşünülmüştür ancak gerçek pastallarda kumaş enleri ortalama 169
cm’dir. Bu sayede gerçek verimlilik planlanandan daha yüksek çıkmıştır.
Model C için hazırlanan pastal resimlerinden biri örnek olarak Şekil 3.22’ de
verilmiştir.
Şekil 3.22. Model C Örnek Pastal Resmi (Pastal No: 1,2)
Modelin kumaşı %5 oranında Elastan içerdiği için Kumaş topları dekatür
şeklinde katlı açıldıktan sonra 12 saat dinlendirilmiş, ardından serim makinesiyle
serilip, Cutter denilen kumaş kesme makinesiyle kesilmiştir.
Modelde kullanılan toplam kumaş miktarı 1755 kg dır. Pastal firesi %21,10
olduğundan dolayı yaklaşık 370,31 kg kumaşın fire olarak ayrıldığı söylenebilir.
3.2.5.3. Model C İçin Bant Verimliliği Analizi
İşletme bandın %75 verimle çalıştığını düşünerek hedef vermektedir. Model
A için yapılan hesaplamalar Model C için de yapılmıştır.
118.
3.MATERYAL VE METODEsen GÖÇER
105
Bandın 1 günlük çalışma süresi 9 saat (540 dk) dır. Model için 16 operatör
çalışmıştır ve modelin standart zamanı 6,479 dk’ dır. Bu bilgilerden yola çıkarak
bandın günlük hedefi 1.000 adettir. Banda ilk gün modelle ilgili hazırlıklarını
tamamlaması ve makinelerin yerleştirilmesi amacıyla yarım günlük (4 saat) hedef
verilmiş ve bandın üretmesi gereken ürün miktarı 450 adet olarak hesaplanmıştır.
Devam eden 7 gün bant normal mesai saatlerinde çalışmış ve toplam 8 günde sipariş
adedi fazlasıyla tamamlanmıştır. Modelin günlük bant verimliliği Çizelge 3.16’ da
verilmiştir.
Çizelge 3.16. Model C İçin Günlük Bant Verimliliği
Gün
Planlanan Günlük
Üretim Miktarı (adet)
Gerçekleşen Günlük
Üretim Miktarı (adet)
Gerçekleşen
Verimlilik (%)
1 450 400 66,67
2 1.000 1.100 82,50
3 1.000 1.100 82,50
4 1.000 900 67,50
5 1.000 1.050 78,75
6 1.000 950 71,25
7 1.000 966 72,45
8 1.000 1.050 78,75
Ortalama Verim 75,05
Modelin 8 günlük üretimi sürecinde bant ortalama %75,05 verimle
çalışmıştır. Bu değer işletmenin standart olarak istediği verimlilik değeri olduğundan
dolayı bandın modeli dikerken istenen verimde çalıştığını söyleyebiliriz.
3.2.5.4. Model C İçin Kalite Kontrol Analizi
Model C için tasnif sonrası, dikim sonrası ve son kalite kontrol neticesinde
tespit edilen fireler ile 1. ve 2. kalite ürün miktarları Çizelge 3.17’ de verilmiştir.
119.
3.MATERYAL VE METODEsen GÖÇER
106
Çizelge 3.17. Model C İçin Kalite Değerlendirmesi
Ürün Adedi
Tasnif Firesi 385
Dikim Firesi 0
2. Kalite 155
1. Kalite 7.516
Üretim sonunda modelle ilgili veriler incelendiğinde toplam 7516 adet 1.
kalite, 155 adet 2. kalite ürün çıktığı görülmüştür. Üretim sırasında ise 385 adet ürün
leke, ek yeri hatalarından dolayı tasnif firesi olarak ayrılmış dikimde ise fire
oluşmamıştır.
Dikilmiş üründe yapılan kalite kontroller sonucunda düzeltilebileceğine karar
verilen hatalar banttan leke çıkarma veya el tamiri bölümlerine gönderilir. Ya da bant
içinde düzeltilir. Model C için günlük leke çıkarma, el tamiri ve bant tamirine giden
ürün sayısı Çizelge 3.18’ de verilmiştir.
Çizelge 3.18. Model C İçin Banttan Tamire Gönderilen Ürün Sayısı
Düzeltmenin Yapıldığı Birim
Gün
Leke
Çıkarma
El
Tamiri
Bant
Tamiri
1 2 (İğne İzi) 30 (5:Kesik,2:Elyaf,23:Atlama) 5
2 15 (İğne İzi) 33 (16:Kesik,1:Elyaf,16:Atlama) 7
3 12 (6:İğne izi, 5:Yağ Lekesi,1:Diğer) 17 (4:Elyaf,13:Atlama) 3
4 21 (10:İğne İzi,11:Diğer) 10 (4:Kesik,2:Elyaf,4:Atlama) 1
5 10 (4:Yağ Lekesi,3:İğne İzi,3 Diğer) 5 (1:Kesik,2:Elyaf,2:Atlama) 2
6 12 (3:Yağ Lekesi,9:Diğer) 12 (8:Kesik,1:Elyaf,3:Atlama) 1
7 6 (4:Yağ Lekesi,2:Diğer) 34 (15:Kesik,4:Elyaf,15:Atlama) 2
8 38 (27:Yağ Lekesi,5:İğne İzi,6:Diğer) 25 (4:Kesik,6:Elyaf,15:Atlama) 3
Toplam 116 166 24
Modelin 8 günlük üretiminde toplam 306 adet dikilmiş üründe bulunan
hatalar giderilerek 1. kaliteye çevrilmişlerdir.
120.
3.MATERYAL VE METODEsen GÖÇER
107
Leke Çıkarma
38%
Bant Tamiri
8%
El Tamiri
54%
Şekil 3.23. Model C Tamir Oranları
Şekil 3.23’de görüldüğü gibi modelde geri döndürülebilecek hataların %8’ i
bant içinde tamir edilerek giderilmiştir. %54 oranında hatalı ürün el tamiri bölümüne,
%38 oranında hatalı ürün leke bölümüne gönderilmiş ve hataları giderilmiştir.
Kesik, elyaf ve atlama hataları bulunan ürünler el tamiri bölümüne
gönderilmiştir. Kesik; özellikle taytın paça reçme işlemi yapılırken dikişin sonunda
reçme bıçağının iç kısımdaki overlok dikişini kesmesinden dolayı oluşmaktadır. Bu
hata el tamiri bölümünde kesik kısmın iki ucu birbirine dikilerek giderilmektedir.
Elyaf; ürünün kumaşında bulunan küçük çaplı ve çıkarılabilecek yabancı
maddelerdir. Bu maddeler el tamiri bölümünde cımbız kullanılarak çıkarılmaktadır.
Dikiş atlaması, dikiş oluşumunun bir veya daha çok dikiş adımında gerçekleşmemesi
ile oluşur. Tayt üretiminde özellikle paça reçme yapılırken dikiş makinesinin bir
dikiş adımı atlayarak dikişe devam etmesinden dolayı atlama hataları meydana gelir.
Bu hata el tamiri bölümünde atlama olan kısımda normal dikiş olması gereken yere
elle dikiş yapılarak giderilmektedir.
3.2.5.5. Model C İçin Ürün Maliyeti
Model C için maliyet hesabı yapılırken 1 adet ürün için gerekli olan kumaş,
aksesuar ve işçilik maliyetleri dikkate alınmıştır.
121.
3.MATERYAL VE METODEsen GÖÇER
108
Çizelge 3.19. Model C İçin Birim Ürün Maliyeti
Maliyet Unsuru Maliyet (£)
Kumaş 1,77
Aksesuar 0,40
İşçilik 0,65
Toplam Üretim Maliyeti 2,82
Model C için maliyet unsurlarının yüzdelik oranları Şekil 3.24’ de verilmiştir.
İşçilik
Maliyetleri
23%
Kumaş
Maliyeti
63%
Aksesuar
Maliyeti
14%
Şekil 3.24. Model C İçin Birim Ürün Maliyeti Oranları
Şekil 3.24’de de görüldüğü gibi Model C için en yüksek maliyet unsuru %63
oranıyla kumaş maliyetidir. Modelin kumaş gramajı 240 gr/m2
dir ve 1 adet ürün için
276 gram kumaş kullanılmıştır. Ham kumaş fiyatı 1 kg için £6,40 ‘dur.
Firma uzun süredir tayt modelleri çalıştığından dolayı standart taytlarda
işçilik maliyetini minimum seviyede tutmaktadır.
122.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
109
4. BULGULAR VE TARTIŞMA
4.1. Seçilen Modellerin Proses Sürelerinin Karşılaştırılması
Çalışma kapsamında incelenen 3 model için kumaş ve model bilgileri Çizelge
4.1’ de özet şeklinde verilmiştir.
Çizelge 4.1. Seçilen Modellerin Kumaş ve Model Özellikleri
Model No Kumaş Özellikleri Model Özellikleri
A
%100 Polyester
Tüllü ve dantelli 2 kat örme
kumaş
Model Kolsuz, Arka Bedende Fermuarlı ve
Kol Altlarından Parça Birleştirmeli Bluz
B
%81 Akrilik – %19 Yün
Çok ince ve dantelli örme
kumaş
Yarım Kollu, Arka Bedende Yırtmaçlı Bluz
C
%94 Viskon – %6 Elastan
Örme kumaş
Beli Kalın Kemerli ve Boyu Ayak Bileğine
Kadar Uzanan Tayt
Çalışma kapsamında incelenen 3 model için toplam proses süreleri Çizelge
4.2’ de verilmiştir.
Çizelge 4.2. Seçilen Modeller İçin Proses Süreleri
Model No Toplam Proses Süresi (dk) Proses Sayısı
A 16,898 23
B 9,286 19
C 6,479 10
Seçilen 3 modele ait toplam proses süreleri Şekil 4.1’ de karşılaştırılmıştır.
123.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
110
6,479
16,898
9,286
10
19
23
0
2
4
6
8
10
12
14
16
18
A B C
Modeller
ProsesSüresi(dk)
0
5
10
15
20
25
ProsesSayısı
Proses Süresi (dk)
Proses Sayısı
Şekil 4.1. Seçilen Modeller İçin Proses Süreleri Karşılaştırılması
Şekil 4.1’ den de görüleceği gibi en yüksek süreye sahip model 16,898 dk ile
Model A’dır. Modeller için proses sayıları karşılaştırıldığında da 23 prosesle yine en
yüksek proses sayısına Model A’ nın sahip olduğu görülmektedir. Model A’ nın 23
prosesten oluşan zor bir model olması proses süresini artırmış, Model C’nin ise 10
prosesten oluşan standart bir model olması proses süresinin en az olmasını
sağlamıştır. Bunların sonucunda proses süresini etkileyen en önemli unsurun model
özelliği olduğu görülmektedir.
4.2. Seçilen Modellerin Pastal Verimliliklerinin Karşılaştırılması
Çalışma kapsamında incelenen 3 model için hesaplanan ortalama pastal
verimlilikleri Çizelge 4.3’ de verilmiştir.
Çizelge 4.3. Seçilen Modeller İçin Ortalama Pastal Verimlilikleri
Model Pastal Verimliliği (%)
Model A 78,31
Model B 79,87
Model C 78,90
124.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
111
Seçilen 3 modele ait ortalama pastal verimlilikleri Şekil 4.2’ de
karşılaştırılmıştır.
78,31
79,87
78,90
0,00
20,00
40,00
60,00
80,00
100,00
Pastal Verimliliği
(%)
A B C
Modeller
Şekil 4.2. Seçilen Modeller İçin Pastal Verimliliklerinin Karşılaştırılması
Şekilden de görüleceği üzere, 3 model için de hazırlanan pastalların ortalama
verimlilikleri birbirine çok yakın değerlerdedir. Model B için ortalama pastal
verimliliğinin %79,87 ile en yüksek değerde olmasının en önemli nedeni kumaş
eninin fazla olması ve bu nedenle tek pastala daha fazla parça yerleştirilebilmesidir.
Ayrıca modelde biye ve kol gibi küçük parçaların da bulunması ve bu sayede büyük
parçaların arasına küçük parçaların yerleştirilebilmesi de verimliliği artırıcı yönde
etki etmiştir. Model C’ nin de pastal eni geniş olmasına rağmen parça sayısının azlığı
ve parçaların büyük olması nedeniyle verimliliği %80’e ulaşamamıştır. Model A’
nın pastal eni ise en küçük değere sahiptir ancak bu modelin arka bedeninde bulunan
küçük parçalar sayesinde ortalama verimlilik değeri %78,31 ile diğer modellerin
verimlilik değerine yaklaşmıştır. 3 model için de ortalama pastal verimlilikleri
müşteriye maliyet verme aşamasında hazırlanmış pastal verimlilikleriyle uyumludur.
Buradan yola çıkarak hazırlanan pastalların verimli olduklarını söyleyebiliriz.
Pastal verimliliğinde kumaş türünden çok model türü önemli rol
oynamaktadır. Modelde küçük parçaların fazla miktarda bulunması verimliliği
artırıcı etki sağlar.
125.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
112
4.3. Seçilen Modellerin Bant Verimliliklerinin Karşılaştırılması
Çalışma kapsamında incelenen 3 model için hesaplanan ortalama bant
verimlilikleri Çizelge 4.4’ de verilmiştir.
Çizelge 4.4. Seçilen Modeller İçin Ortalama Bant Verimlilikleri
Model No Ortalama Bant Verimliliği (%)
A 67,95
B 57,26
C 75,05
Seçilen 3 modele ait ortalama bant verimlilikleri Şekil 4.3’ de
karşılaştırılmıştır.
67,95
57,26
75,05
0
10
20
30
40
50
60
70
80
Bant Verimliliği
(%)
A B C
Modeller
Şekil 4.3. Seçilen Modellerin Ortalama Bant Verimlilikleri Karşılaştırılması
Şekil 4.3’ den de görüldüğü gibi, modellerin dikimi sırasında en verimsiz
çalışılan model %57,26 oranıyla Model B’ dir. Model B’ nin dantelli ve çok ince
yapıya sahip kumaşı; makinelerde dikimini zorlaştırmış, modeli diken bant çalıştığı
günlerin hiçbirinde verilen hedefi tamamlayamamıştır. Özellikle etek ve kol reçme
yapılırken düz bir hat boyunca olması gereken dikiş, kumaşın ince yapısı nedeniyle
düzgünsüz - eğri bir görünüm almıştır. Dantelli yapısından dolayı kumaşın içini
126.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
113
göstermesi kaynaklı olarak tüm hataların açık şekilde görülebilmesinden dolayı
operatörlerin çok yavaş çalışmaları gerekmiştir.
%67,95 ile 2. sırada yer alan Model A’ da da çalışılan günlerde bant normal
hedeflerini tamamlayamamıştır. Model A’ nın dikiminde; modelin fazla parçadan
oluşması, iç kumaşın kaçmaya olan yatkınlığı nedeniyle işlemlerin fazla dikkat
gerektirmesi, 2. kalite oranının yüksek olması gibi etkenler bandın verimliliğinin
%75’ in altına düşmesine neden olmuştur.
Modeller arasında işletmenin standart verimlilik değeri olan %75’i yalnızca
Model C sağlayabilmiştir. Model C’ nin standart kumaşı ve operatörlerin tayt
dikmeye olan el alışkanlıkları sayesinde model C’ nin dikildiği bantta çalışılan
hergün günlük hedef, normal mesai saatleri içerisinde tamamlanmış ve bant modeli
verimli bir şekilde normal süresinde mamul depoya teslim etmiştir.
Model A ve Model B’ yi diken bantların düşük verimliliklerinden de
görüleceği gibi, kumaş yapısının dikim verimliliği üzerinde etkisi yüksektir. Örneğin;
Model B; 9 dk’ lık standart bir T-Shirt modeliymiş gibi görünmesine karşın;
kumaşın ince, dantelli yapısı, işletmenin bu tarz bir kumaşla çalışmaya olan
yabancılığı, tamir için geri dönen ürünlerin sayıca fazla olması verimliliğin
düşmesine neden olmuştur. 2 modelde de; modeller banda girdikleri andan itibaren
kumaş kaynaklı olarak sıkıntılara neden olmuş, aslında gerçek işlem sürelerinin
hesaplanandan çok daha fazla olduğu fark edilmiştir. Üründe hata oluşmaması için
daha yavaş ve dikkatli çalışan elemanlar bu defa da günlük hedeflerini verememenin
sıkıntısını yaşamışlardır.
4.4. Seçilen Modellerin 2. Kalite Oranlarının Karşılaştırılması
Çalışma kapsamında incelenen 3 model için 2. kalite oranları Çizelge 4.5’ de
verilmiştir.
127.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
114
Çizelge 4.5. Seçilen Modeller İçin 2. Kalite Oranları
Model
No
2.Kalite Miktarı (Adet) Toplam Ürün Miktarı (Adet) 2. Kalite Oranı (%)
A 604 3.719 16,24
B 236 7.155 3,30
C 155 7.671 2,02
*Toplam dikilmiş ürün miktarı;1. kalite ürün miktarı ile 2. kalite ürün miktarının toplamıdır.
Seçilen 3 modele ait 2. kalite oranları Şekil 4.4’ de karşılaştırılmıştır.
16,24
3,30 2,02
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
2. Kalite Yüzdesi
(%)
A B C
Modeller
Şekil 4.4. Seçilen Modeller İçin 2. Kalite Oranlarının Karşılaştırılması
Modellerde çıkan 2. kalite miktarları toplam dikilmiş ürün sayısına
oranlandığında en yüksek 2. kalite yüzdesine sahip modelin %16,24 ile Model A
olduğu görülmektedir. İşletmenin standart şartlarında 2. kalite oranının %2’ yi
geçmesi istenmemektedir. Ancak modelin dikiminde operatörlerin maksimum dikkat
göstermelerine ve kaçığı önleyici önlemler alınmasına rağmen kumaşın kaçmaya
olan yatkınlığı bu oranı zorunlu hale getirmiştir. Model B’ nin kumaşı da her ne
kadar makinecilerin çalışmasını zorlaştırsa da gösterilen dikkat sayesinde 2. kalite
oranı Model A’ ya oranla düşük tutulabilmiştir. Model C’ nin ise herhangi bir
özelliği olmayan standart kumaşı ve işletmede uzun süredir çalışılmasından dolayı
makinecilerin kumaşa ve modele olan el alışkanlıkları sayesinde 2. kalite oranı
%2,02 ile işletmenin standart değerindedir.
128.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
115
Yukarıdaki değerler incelendiğinde 3 model için de 2. kalite oranını etkileyen
en önemli unsurun kumaş özelliği olduğu görülmektedir.
4.5. Seçilen Modellerin Ürün Maliyetlerinin Karşılaştırılması
Çalışma kapsamında incelenen 3 model için birim ürün maliyetleri Çizelge
4.6’ da verilmiştir.
Çizelge 4.6. Seçilen Modellerin Birim Ürün Maliyetleri
Model No A B C
Kumaş Maliyeti (£) 2,67 1,62 1,77
Aksesuar Maliyeti (£) 1,13 0,42 0,40
İşçilik Maliyeti (£) 1,74 1,20 0,65
Toplam Maliyet (£) 5,54 3,24 2,82
Seçilen 3 modele ait kumaş, aksesuar ve işçilik maliyetleri Şekil 4.5’ de
karşılaştırılmıştır.
2,67
1,13
1,74 1,62
0,42
1,20
1,77
0,40
0,65
0,00
0,50
1,00
1,50
2,00
2,50
3,00
Maliyet Oranları (%)
A B C
Modeller
Kumaş Maliyeti
Oranı (%)
Aksesuar Maliyeti
Oranı (%)
İşçilik Maliyeti
Oranı (%)
Şekil 4.5. Seçilen Modeller İçin Maliyet Oranlarının Karşılaştırılması
İncelenen 3 model için de en yüksek maliyet oranını kumaş maliyetinin
oluşturduğunu söyleyebiliriz. Model maliyetleri toplu olarak karşılaştırıldığında en
yüksek maliyete Model A’ nın sahip olduğu görülmektedir.
129.
4.BULGULAR VE TARTIŞMAEsen GÖÇER
116
Kumaşın birim maliyeti “ham kumaş maliyeti + gramaj” a bağlıdır. 3 modelin
de 1 kg için ham kumaş fiyatları karşılaştırıldığında en yüksek fiyata sahip modelin
£18,85 ile Model B olduğu görülmektedir. Ancak buna rağmen birim ürün
maliyetinde en düşük kumaş fiyatına sahip model de yine Model B’ dir. Bu durumun
tek açıklaması, Model B’ de 1 ürün için gramajın 65 gram gibi çok düşük bir değerde
olmasıdır. Kumaş gramajları arasındaki belirgin fark kumaş maliyetleri arasındaki
farkı Şekil 4.5’ de görüldüğü gibi etkilemiştir.
Modeller işçilik maliyetleri açısından karşılaştırıldığında; en yüksek işçilik
maliyetine Model A’ nın sahip olduğu görülmektedir. Bu durum Model A’ nın en
fazla proses sayısına (23 proses) sahip model oluşu ile açıklanabilir. İşçilik maliyeti
en düşük model ise Model C’dir. Bu durum hem Model C’nin en düşük proses
sayısına sahip model olmasından, hem de işletmede çok uzun süredir çalışıldığı için
işçilik maliyetlerinin minimum seviyede tutulmasından kaynaklanmaktadır.
En yüksek aksesuar maliyetine sahip modelin Model A olmasının nedeni ise;
arka bedende bulunan fermuardır.
130.
5.SONUÇLAR VE ÖNERİLEREsen GÖÇER
117
5. SONUÇLAR VE ÖNERİLER
5.1. Çalışmanın Özeti
Bu çalışmada; farklı kumaşların konfeksiyon sektöründe kalite ve verimliliğe
etkilerini incelemek amacıyla Malatya’ da faaliyet gösteren bir konfeksiyon
fabrikasında 3 farklı kumaştan üretilen 3 farklı model ele alınmıştır. Modellerin
proses süreleri, pastal verimlilikleri, bant verimlilikleri ve 2. kalite oranları
incelenerek kumaş türünün üretimdeki etkileri belirlenmeye çalışılmıştır.
5.2. Çalışmada Elde Edilen Sonuçlar
Çalışmada kapsamında elde edilen sonuçlar aşağıda özetlenmiştir;
• Modeller proses süreleri bakımından karşılaştırıldığında; en yüksek proses
süresine sahip modelin Model A olduğu görülmektedir. Bunun nedeni; Model
A’ nın sahip olduğu parça sayısının en fazla olması ve dikim aşamasında en
çok prosesten (23 proses) geçen model olmasıdır. 3 modelin proses sayısı-
toplam proses süresi ilişkisi incelendiğinde; modellerde proses sayısı arttıkça
proses süresinin de arttığı görülmektedir.
• Modeller pastal verimlilikleri bakımından karşılaştırıldığında; en yüksek
pastal verimliliğine sahip modelin Model B olduğu görülmektedir. Bunun en
önemli nedeni; Model B için hazırlanan pastallarda kumaş eninin diğer
modellere göre fazla olması ve bu nedenle tek pastala daha fazla parça
yerleştirilebilmesidir. Ayrıca modelde biye ve kol gibi küçük parçaların da
bulunması ve bu sayede büyük parçaların arasına küçük parçaların
yerleştirilebilmesi de verimliliği artırıcı yönde etki etmiştir. Model C’ nin de
pastal eni geniş olmasına rağmen parça sayısının azlığı ve parçaların büyük
olması nedeniyle verimliliği %80’e ulaşamamıştır. Model A’ nın pastal eni
ise en küçük değere sahiptir ancak bu modelin arka bedeninde bulunan küçük
parçalar sayesinde ortalama verimlilik değeri %78,31 ile diğer modellerin
verimlilik değerine yaklaşmıştır. Bunların sonucunda; pastal verimliliğini
131.
5.SONUÇLAR VE ÖNERİLEREsen GÖÇER
118
etkileyen en önemli unsurların pastal eni, modelde bulunan küçük parçaların
miktarı ve parçaların düzgünlük derecesi olduğunu söylenebilir.
• Modeller bant verimlilikleri bakımından karşılaştırıldığında; en düşük
verimliliğe sahip modelin %57,26 oranıyla Model B olduğu görülmektedir.
Model B’ nin dantelli ve çok ince yapıya sahip kumaşı; makinelerde dikimini
zorlaştırmış, modeli diken bant çalıştığı günlerin hiçbirinde verilen hedefi
tamamlayamamıştır. %67,95 ile 2. sırada yer alan Model A’ da da çalışılan
günlerde bant normal hedefini tamamlayamamıştır. Model A’ nın dikiminde;
modelin fazla parçadan oluşması, iç kumaşın kaçmaya olan yatkınlığı
nedeniyle işlemlerin fazla dikkat gerektirmesi, 2. kalite oranının yüksek
olması gibi etkenler bandın verimliliğinin %75’ in altına düşmesine neden
olmuştur. Modeller arasında işletmenin standart verimlilik değeri olan %75’ i
yalnızca Model C sağlayabilmiştir. Model C’ nin standart kumaşı ve
operatörlerin tayt dikmeye olan el alışkanlıkları sayesinde model C’ nin
dikildiği bantta çalışılan her gün günlük hedef, normal mesai saatleri
içerisinde tamamlanmış ve bant modeli verimli bir şekilde normal süresinde
mamul depoya teslim etmiştir. Bunların sonucunda, bant verimliliğini
etkileyen en önemli unsurun kumaş faktörü olduğunu söylenebilir.
• Modeller 2. kalite oranları bakımından karşılaştırıldığında; en yüksek 2. kalite
oranına %16,24 ile Model A’nın sahip olduğu görülmektedir. Modelin
dikiminde operatörlerin maksimum dikkat göstermelerine ve kaçığı önleyici
önlemler alınmasına rağmen, kumaşın kaçmaya olan yatkınlığı bu oranı
zorunlu hale getirmiştir. Model B’ nin kumaşı da her ne kadar makinecilerin
çalışmasını zorlaştırsa da gösterilen dikkat sayesinde 2. kalite oranı Model A’
ya oranla düşük tutulabilmiştir. Model C’ nin ise herhangi bir özelliği
olmayan standart kumaşı ve işletmede uzun süredir çalışılmasından dolayı
makinecilerin kumaşa ve modele olan el alışkanlıkları sayesinde 2. kalite
oranı %2,02 ile işletmenin standart değerindedir.
• Bant verimliliği en düşük model Model B olmasına karşın, 2. kalite oranı en
yüksek model Model A’ dır. Buradan yola çıkarak, bandın verimliliğinin 2.
kalite oranı üzerinde direk etkisi olmadığını söylenebilir. Model A’ da kumaş
132.
5.SONUÇLAR VE ÖNERİLEREsen GÖÇER
119
kaynaklı olarak 2. kalite oranı artarken, Model B’ de kumaş kaynaklı olarak
bant verimliliği önemli ölçüde düşmüştür. Kumaşın modeller üzerindeki
etkisi bu 2 model üzerinde net bir şekilde görülmektedir.
• Modeller ürün maliyetleri açısından karşılaştırıldığında; 3 model için de en
yüksek maliyet oranını kumaş maliyetinin oluşturduğunu görülmektedir.
Kumaşın birim maliyeti “ham kumaş maliyeti + gramaj”a bağlıdır. 3 modelin
de 1 kg için ham kumaş fiyatları karşılaştırıldığında en yüksek fiyata sahip
modelin £18,85 ile Model B olduğu görülmektedir. Ancak buna rağmen birim
ürün maliyetinde en düşük kumaş fiyatına sahip model de yine Model B’ dir.
Bu durumun tek açıklaması, Model B’ de 1 ürün için gramajın 65 gram gibi
çok düşük bir değerde olmasıdır. Modeller işçilik maliyetleri açısından
karşılaştırıldığında; en yüksek işçilik maliyetine Model A’ nın sahip olduğu
görülmektedir. Bu durum Model A’ nın en fazla proses sayısına (23 proses)
sahip model oluşu ile açıklanabilir.En yüksek aksesuar maliyetine sahip
modelin Model A olmasının nedeni ise; arka bedende bulunan fermuardır.
• Model A için yeniden sipariş geldiğinde; iç kumaşın üretimi engellemeyecek,
kaçmayan bir kumaştan seçilmesine karar verilmiştir. Bunun sonucunda; fire
ve 2. kalite oranı önemli ölçüde azalacak, bantta operasyon hızı artacak ve bu
sayede bant verimli bir şekilde günlük hedefini verebilecektir.
• Model B için yeniden sipariş geldiğinde; kumaşın daha kalın örülmüş bir
kumaştan seçilmesine veya operasyon sürelerinin artırılmasına karar
verilmiştir. Bu sayede bandın günlük hedefi azalacak, işlemler daha yavaş ve
dikkatli yapılabilecektir.
5.3. Sonraki Çalışmalar İçin Öneriler
Sonraki çalışmalar için öneriler aşağıda özetlenmiştir.
• Benzer bir çalışma, kumaş özellikleri sabit (aynı) olmak üzere farklı
modellere sahip ürünler için yapılabilir. Böylece aynı kumaşın farklı
modellerde üretilmesi sırasında model farkının bant ve ürün performansına
etkileri değerlendirilebilir.
133.
5.SONUÇLAR VE ÖNERİLEREsen GÖÇER
120
• Benzer bir çalışma, seçilen farklı kumaşların aynı modelde dikilmesi ile
yürütülebilir. Burada da sadece kumaş türünün bant ve ürün performansı
üzerindeki etkileri incelenebilir.
• Benzer bir çalışma, aynı model ve kumaşa sahip modellerin farklı bandlarda
dikilmesi ile yürütülebilir. Böyle bir çalışma sonucunda; konfeksiyon
sektörünün temel öğesi olan insan faktörünün ürün kalitesine etkileri
incelenebilir.
• Yapılan bu çalışmanın devamında bant verimliliğini artırmak üzere bantta
üretim yönetimi çalışmaları (proses analizi, zaman ölçümü, pitch şeması
oluşturulması gibi) yürütülebilir.
134.
121
KAYNAKLAR
BAŞKAN, S., 1997.İstatistiksel Kalite Kontrolü. Ege Üniversitesi Fen Fakültesi
Yayınları, No: 159, İzmir.
BAYRAKTAR, F.,1996. Giyim. Sim Matbaacılık, Ankara, 235 sayfa.
BEK, G.A., 2008. Bir Konfeksiyon İşletmesinde Proses ve Kalite Kontrol. Çukurova
Üniversitesi Fen Bilimleri Enstitüsü-Yüksek Lisans Tezi, Adana, 104 sayfa.
BİRCAN, H. ve ÖZCAN, S., 2003. Excel Uygulamalı Kalite Kontrol. Yargı
Yayınevi, Sivas.
ÇETİN, N., 2008. Kalite Kontrol Uygulamaları ve Örnek Bir Çalışma (Hazır Giyim
Sektörü). Gazi Üniversitesi Eğitim Bilimleri Enstitüsü- Yüksek Lisans Tezi,
Ankara, 105 sayfa.
DAL, V., 2010. Refa, Mtm ve Gsd İş Akış Süresi Belirleme Sistemlerinin Örnek Bir
Uygulama İle Karşılaştırılmalı Olarak İncelenmesi. TUBAV Bilim Dergisi,
3.cilt-3.sayı, s224-237.
DENGİZLER, KAYAALP İ., 2007. Konfeksiyon İşletmelerinde Kalitenin
İyileştirilmesi Amacıyla İstatistiksel Kalite Kontrol Yöntemlerinin
Kullanılması Üzerine Bir Araştırma. Ege Üniversitesi Fen Bilimleri
Enstitüsü- Doktora Tezi, Izmir, 212 sayfa.
DİRGAR, E., 2004. Ürün Kalitesine Etki Eden Dikim Faktörleri. Ege Üniversitesi
Fen Bilimleri Enstitüsü- Doktora Tezi, İzmir.
DULKADİR, B., 2002. Konfeksiyon Teknolojisi. Kahramanmaraş Sütçü İmam
Üniversitesi Mühendislik Mimarlık Fakültesi- Bitirme Ödevi,
Kahramanmaraş, 39 sayfa.
FİLİZ, A., 2003. Kalitesizligin Maliyeti. Kaynak Elektrik Dergisi, 176, 1-3.
http://www.atillafiliz.com/makale.php?id=37 (Erişim Tarihi:4 Temmuz 2011)
FİLİZ, A., 2010. Yüksek Verim İçin Önce İnsan. Maliyet Düşürme Verim Arttırma
Eğitim Semineri Notları, Kaynak Elektrik Dergisi, 248.
GÖNÜLTAŞ, İ., 2008. Kalite, Kalite Güvence ve Tekstilde Uygulaması. Kadir Has
Üniversitesi Sosyal Bilimler Enstitüsü- Yüksek Lisans Tezi, İstanbul, 170
sayfa.
135.
122
GÖRGÜLÜ, A., 2006.Türkiye’ de Tekstil ve Hazırgiyim Sektöründe Markalaşma
ve İhracata Etkileri. Uludağ Üniversitesi Sosyal Bilimler Enstitüsü- Yüksek
Lisans Tezi, Bursa, 112 sayfa.
GÜRŞAHBAZ, N., 2008. Hazır Giyim Sektöründe Üretim Kalitesini Arttırmaya
Yönelik İşlem Bilgi Kartı Geliştirme Model Önerisi. Gazi Üniversitesi Eğitim
Bilimleri Enstitüsü- Doktora Tezi, Ankara, 155 sayfa.
İLLEEZ, A.A., 2006. Konfeksiyon Sektöründe Süreç Planlamasında
Kullanılabilecek Matematiksel Yöntemler. Ege Üniversitesi Fen Bilimleri
Enstitüsü- Yüksek Lisans Tezi, İzmir, 129 sayfa.
İTKİB Genel Sekreterliği, “Hazırgiyim ve Konfeksiyon Sektörü 2011 Ocak - Mart
İhracat Performans Değerlendirmesi”,
http://www.itkib.org.tr/ihracat/DisTicaretBilgileri/raporlar/dosyalar/2011/kon
feksiyon_performans_raporu_mart_2011.pdf (Erişim Tarihi:10 Haziran 2011)
KALAOĞLU, F., 1997. Örme Mamul Giysiler Üzerinde Yapılan Kalite Kontrol
Araştırması. Örme&Teknik Dergisi, Kasım Sayısı, s35-38.
KALAOĞLU, F., 1999. Konfeksiyon Teknolojisi Ders Notları. İstanbul Teknik
Üniversitesi Tekstil Mühendisliği Bölümü, İstanbul.
KANAT, S., GÜNER, M., 2007. Tekstil ve Konfeksiyon İşletmelerinde Verimlilik
Ölçümü. Tekstil ve Konfeksiyon Dergisi, 4. sayı, s279-283.
KAYA, S., 2006. Konfeksiyonda Kalite Düzeyini Etkileyen Faktörlerin İncelenmesi.
Ege Üniversitesi Fen Bilimleri Enstitüsü- Doktora Tezi, İzmir, 151 sayfa.
KAYA, S., ERDOĞAN, Ç., 2007. Konfeksiyon İşletmelerinde Operatör
Özelliklerinin Dikim Bölümünde Kalite Hatalarına Etkisi. Tekstil ve
Konfeksiyon Dergisi, 3. sayı, s207-214.
KORKMAZ, C., 2007. Kalite Maliyetlerinin Belirlenmesinde Kullanılan Teknikler
ve Bir Uygulama. Marmara Üniversitesi Sosyal Bilimler Enstitüsü- Yüksek
Lisans Tezi, İstanbul, 115 sayfa.
KÜÇÜKŞALVARCI, N., 2003. Örme Konfeksiyon İşletmelerinde Karşılaşılan
Kumaş Hatalarının Ürün Maliyetine Etkilerinin Araştırılması. Ege
Üniversitesi Fen Bilimleri Enstitüsü- Yüksek Lisans Tezi, İzmir.
136.
123
ÖKTEM, T., AKTUĞLU,Z., ÖZDOĞAN, E., 2001. Tekstil ve Konfeksiyon
Sektöründe Kaliteyi Etkileyen Teknik Gelişmeler. 4. Türkiye Pamuk, Tekstil
ve Konfeksiyon Sempozyumu Bildirileri, Antakya.
ÖMERBAŞ N.A., 2006. Üretim Kaynakları Planlaması (MRPII) Ve Konfeksiyon
İşletmelerinde Kullanılan Enformasyon Destek Sistemi (EDS) Programının
Uygulanması. Dokuz Eylül Üniversitesi Sosyal Bilimler Enstitüsü- Yüksek
Lisans Tezi, İzmir, 125 sayfa.
ÖZDEMİR, E., ŞENOL, G., 2004. Kobiler İçin Üretim Pazarlama Ara Yüzünde
Ürün Geliştirme. Selçuk Üniversitesi IV. Ulusal Üretim Araştırmaları
Sempozyumu, Bildiriler Kitabı, s711-716.
ÖZDEMİR, G., 2007. Hazır Giyim Sanayinde Kullanılan Teknolojilerin Verimliliğe
Etkisinin Değerlendirilmesi. Çukurova Üniversitesi Fen Bilimleri Enstitüsü-
Yüksek Lisans Tezi, Adana, 266 sayfa.
ÖZDENER, H.H., 2010. Lojistikte Toplam Kalite Yönetimi. Kadir Has Üniversitesi
Sosyal Bilimler Enstitüsü- Yüksek Lisans Tezi, İstanbul, 266 sayfa.
ÖZKAN, M., 2006. Türkiye’de Hazır Giyim Sektöründe Kullanılan Bilgisayar
Destekli Kalıp Hazırlama Sistemlerinden Assyst, Konsancad ve Lectra
Sistemlerinin Karşılaştırılması. Selçuk Üniversitesi Sosyal Bilimler
Enstitüsü- Yüksek Lisans Tezi, Konya, 92 sayfa.
Taha Tekstil A.Ş Eğitim Notları, 2011.
TUNÇ, M., 2010. Havlu ve Bornoz Üretim Sürecinin İncelenmesi. Çukurova
Üniversitesi Fen Bilimleri Enstitüsü- Yüksek Lisans Tezi, Adana, 125 Sayfa.
YEŞİLBAYIR, S., 2007. Toplam Kalite Yönetimi. Fen Bilimleri Enstitüsü- Yüksek
Lisans Tezi, İstanbul, 219 sayfa.
YILMAZ, N., 2007. Bir Örme Konfeksiyon İşletmesindeki Fire ve Maliyetleri
Üzerine Bir Araştırma. İstanbul Teknik Üniversitesi Fen Bilimleri Enstitüsü-
Yüksek Lisans Tezi, İstanbul, 205 sayfa.
http://www.arismakina.com/ (Erişim Tarihi: 3 Mayıs2011)
http://www.belgeler.com/ (Erişim Tarihi: 27 Mart 2011)
http://www.kalitesigma.com/makaleler/makale21.html (Erişim Tarihi: 27Mart 2011)
http://www.muhendisforum.net/index.php?topic=854.0 (Erişim Tarihi:12 Mart 2011)
125
ÖZGEÇMİŞ
01.01.1985 tarihinde Malatya’dadoğdu. İlk, orta ve lise öğrenimini
Malatya’da tamamladı. 2004 yılında başladığı Çukurova Üniversitesi, Tekstil
Mühendisliği Bölümü’nden 2008 yılında mezun oldu ve aynı yıl Çukurova
Üniversitesi Tekstil Teknolojileri Anabilim Dalı’ nda yüksek lisansa başladı. 2009
yılında Malatya Taha Tekstil A.Ş. de üretim müşteri temsilcisi olarak çalışmaya
başladı ve halen aynı göreve devam etmektedir