More Related Content

PPT

DOC

PPT

PDF
Esg Ds500 Mixed Workload Results 
PDF

PDF

PDF

PPT
Viewers also liked

PDF
081202 Sector Update Refinerydoc 
PPS

PPT

PDF

PPT

PPT
Using Social Media To Boost Referrals 
PPT
G R&R Training Material
- 1.
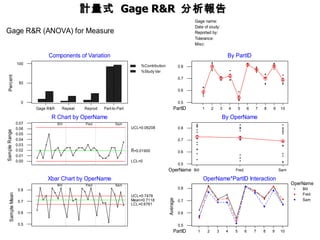
步驟 1: 收集代表長期過程變異整個範圍的 10 個樣本,找出最常使用該儀器的作業員。 步驟 2: 校正量具或檢驗最後校正日期是否有效。 步驟 3: 備妥 R&R 研究的 Minitab 數據收集表。 表頭 : 零件 ID 、作業員、試驗號次、量測值 步驟 4: 請第一位作業員以隨機次序量測所有的樣本一次。 隨意抽樣,使作業員無法辨認其量測過的每個樣本以減少人爲偏差。 步驟 5: 請第二位作業員以隨機次序量測所有的樣本一次,並繼續進行,直到所有的作業員 量測所有的樣本一次。 步驟 6: 根據所需的試驗數次重複步驟 4 和 5 。 步驟 7: 將數據和公差資訊輸入 Minitab. Stat > Quality Tools > Gage R&R Study 步驟 8: 根據下一頁的指導方針,透過分析量測系統的品質分析結果,決定下一步要採取的行動。 量具能力研究方法 —— 計量式 Gage R&R - 2.
- 3.
- 4.
- 5.
- 6.
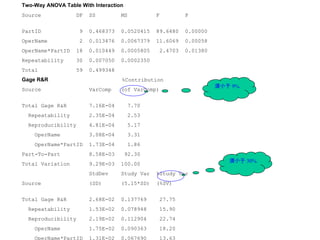
Two-Way ANOVA TableWith Interaction Source DF SS MS F P PartID 9 0.468373 0.0520415 89.6480 0.00000 OperName 2 0.013476 0.0067379 11.6069 0.00058 OperName*PartID 18 0.010449 0.0005805 2.4703 0.01380 Repeatability 30 0.007050 0.0002350 Total 59 0.499348 Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R 7.16E-04 7.70 Repeatability 2.35E-04 2.53 Reproducibility 4.81E-04 5.17 OperName 3.08E-04 3.31 OperName*PartID 1.73E-04 1.86 Part-To-Part 8.58E-03 92.30 Total Variation 9.29E-03 100.00 StdDev Study Var %Study Var Source (SD) (5.15*SD) (%SV) Total Gage R&R 2.68E-02 0.137769 27.75 Repeatability 1.53E-02 0.078948 15.90 Reproducibility 2.19E-02 0.112904 22.74 OperName 1.75E-02 0.090363 18.20 OperName*PartID 1.31E-02 0.067690 13.63 Part-To-Part 9.26E-02 0.476948 96.07 Total Variation 9.64E-02 0.496446 100.00 須小于 9%. 須小于 30%. - 7.
如何處理量具能力不足 : • 如果主要的變異源是再現性 ( 設備 ) ,那需要更換、修理、或者調整設備。 • 如果諮詢設備經銷商或者對行業情報進行研究後,發現使用的量具技術已達到當前工藝水準,並且量具工作符合規範,那仍然需要修正量具。對這個問題的一個臨時解決方案是用信號平均 ( 見下一頁 ) 。 • 如果占主導地位的變異源是作業員造成的 ( 再生性 ) ,那必須透過訓練和定義標準作業程序來解決這個問題。應當觀察不同作業人員之間的差別,以便發現是訓練、技巧,還是程序方面的問題。 • 對規格進行分析,它們合理嗎 ? • 如果量具能力是邊際能力 ( 高達研究變異的 30%) ,並且過程以很高的能力 (Ppk 大於 2) 在運轉,那量具沒有問題,可以繼續使用。 - 8.
• 根據顧客要求評價檢驗和 手藝是否適當。 • 了解所有班次、機器等的檢驗員是否用同樣的檢驗標準區分 “ 好 ” 與 “ 不好 ” • 對檢驗員的能力進行認證,以便使他們都能正確的重複進行檢驗 • 了解檢驗員符合 “ 已知標準 ” 要求的程度,這些要求包括: – 作業員接受實際上有缺點的産品的頻率 – 作業員拒絕實際上可接受産品的頻率 • 發現哪些部分 : – 需要訓練 – 沒有作業程序 – 未制定標準 計數值 Attribute Gage R&R 的目的 - 9.
步驟 1—— 從過程中至少選擇30 個零件。 – 這些零件中 50% 應當有缺點 – 這些零件的 50% 應當沒有缺點 – 如果可能,選擇好與不好邊界線附近的樣本 步驟 2—— 鑑定合格的檢驗員。 步驟 3—— 讓每個檢驗員獨立地按隨機次序檢驗這些零件,並決定它們是否合格。 步驟 4—— 將數據登錄於運算表,以便報告計數量測系統的效力。 步驟 5—— 記錄結果。如有必要,採取適當行動將檢驗過程修正。 步驟 6—— 重新進行研究,驗證修正案後的檢驗過程是否正確。 註 : 用 30 個個體的樣本即可對檢驗員的效率和能力作出估計,其不確定性可在合理的情況,一般來說不需要較大的樣本,因爲過大的樣本明顯會降低檢驗過程的效率。 方法 —— Attribute Gage R&R - 10.
- 11.
- 12.
- 13.
- 14.
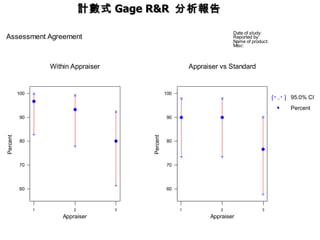
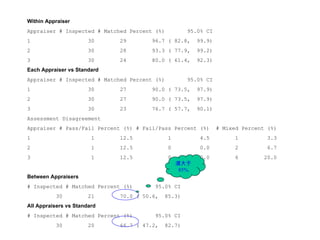
Within Appraiser Appraiser# Inspected # Matched Percent (%) 95.0% CI 1 30 29 96.7 ( 82.8, 99.9) 2 30 28 93.3 ( 77.9, 99.2) 3 30 24 80.0 ( 61.4, 92.3) Each Appraiser vs Standard Appraiser # Inspected # Matched Percent (%) 95.0% CI 1 30 27 90.0 ( 73.5, 97.9) 2 30 27 90.0 ( 73.5, 97.9) 3 30 23 76.7 ( 57.7, 90.1) Assessment Disagreement Appraiser # Pass/Fail Percent (%) # Fail/Pass Percent (%) # Mixed Percent (%) 1 1 12.5 1 4.5 1 3.3 2 1 12.5 0 0.0 2 6.7 3 1 12.5 0 0.0 6 20.0 Between Appraisers # Inspected # Matched Percent (%) 95.0% CI 30 21 70.0 ( 50.6, 85.3) All Appraisers vs Standard # Inspected # Matched Percent (%) 95.0% CI 30 20 66.7 ( 47.2, 82.7) 須大于 85%.