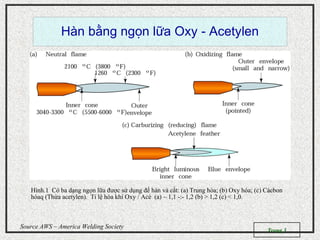
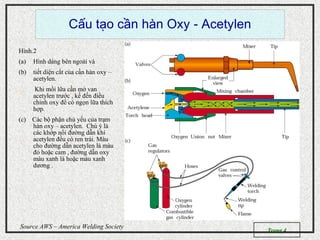
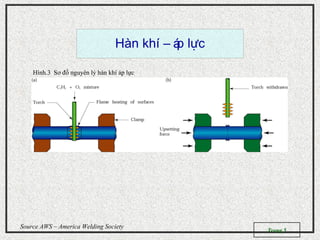
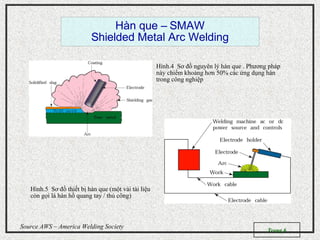
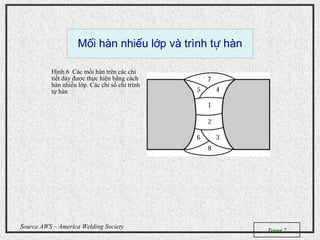
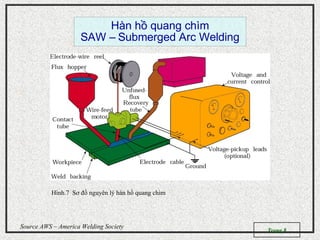
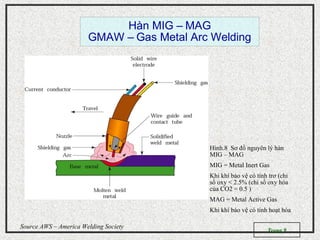
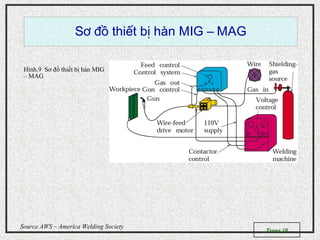
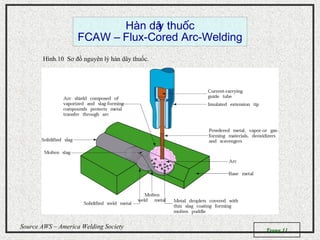
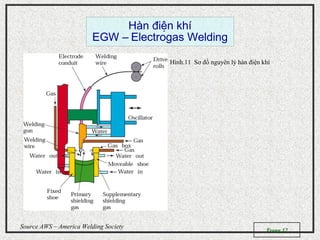
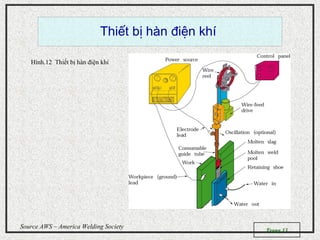
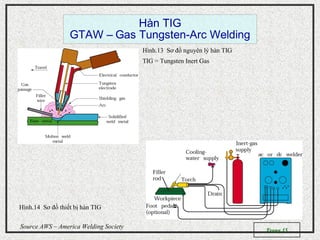
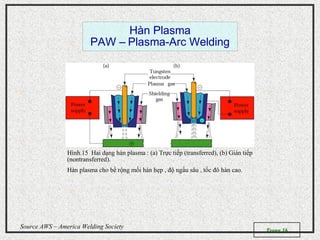
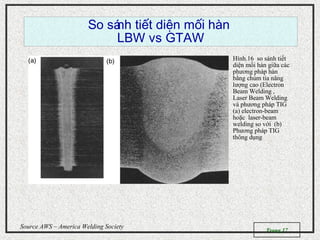
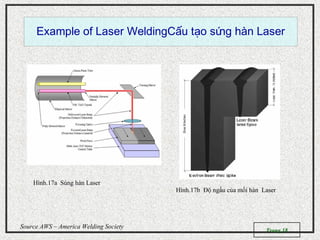
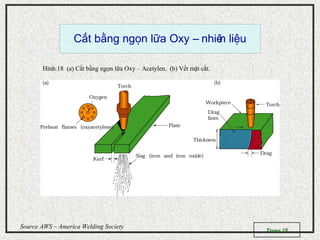
Tài liệu cung cấp thông tin chi tiết về các phương pháp hàn, bao gồm hàn bằng khí, hàn que, hàn hồ quang chìm và hàn MIG/MAG, cùng với sơ đồ nguyên lý và thiết bị liên quan. Nó cũng đề cập đến các yếu tố như tính linh hoạt, đòi hỏi về kỹ năng, và các chỉ số về chi phí thiết bị cho từng phương pháp. Thêm vào đó, tài liệu giải thích quy trình và ứng dụng của hàn oxy - axetylen, cũng như so sánh giữa các phương pháp hàn khác nhau.