Download to read offline
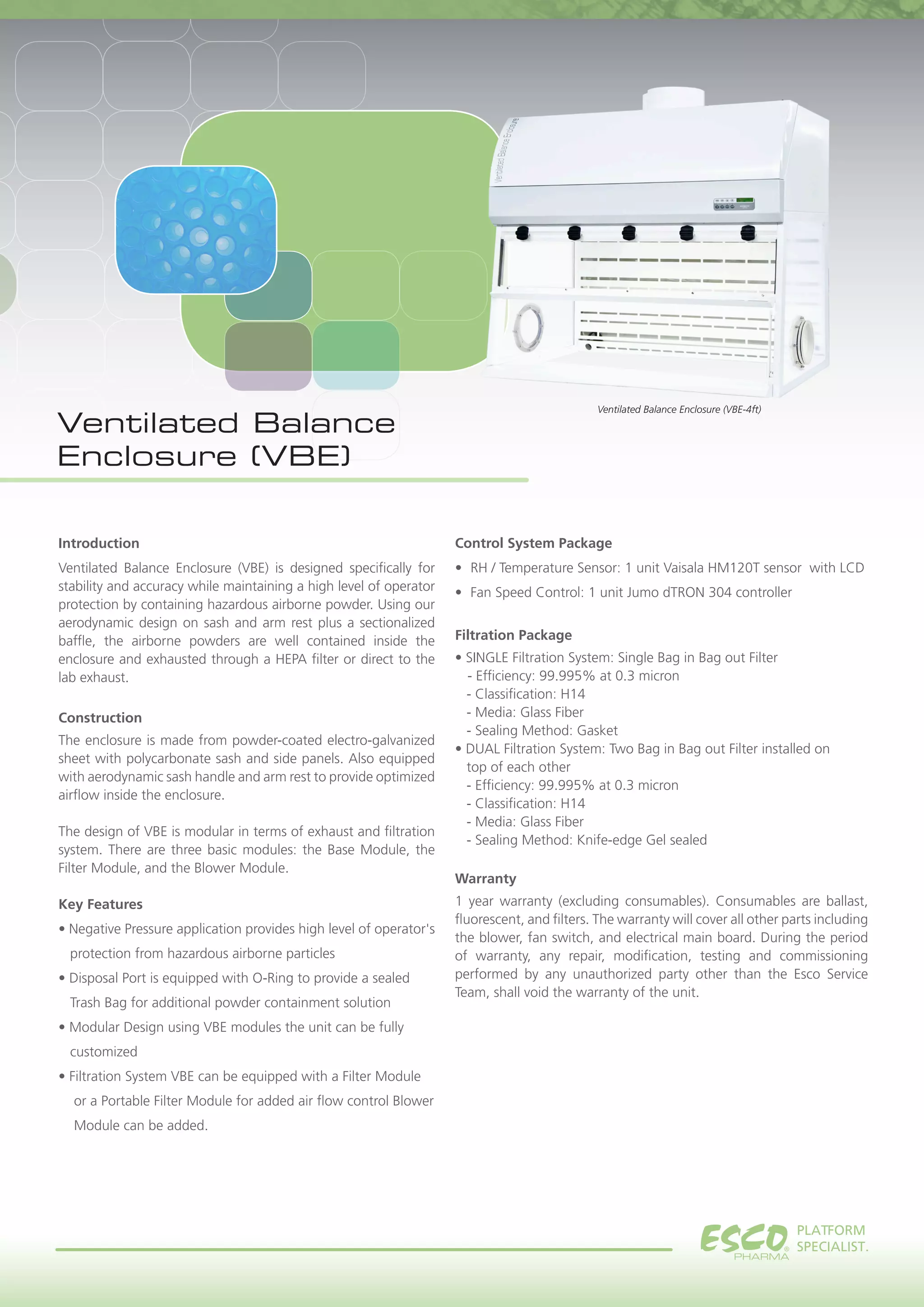
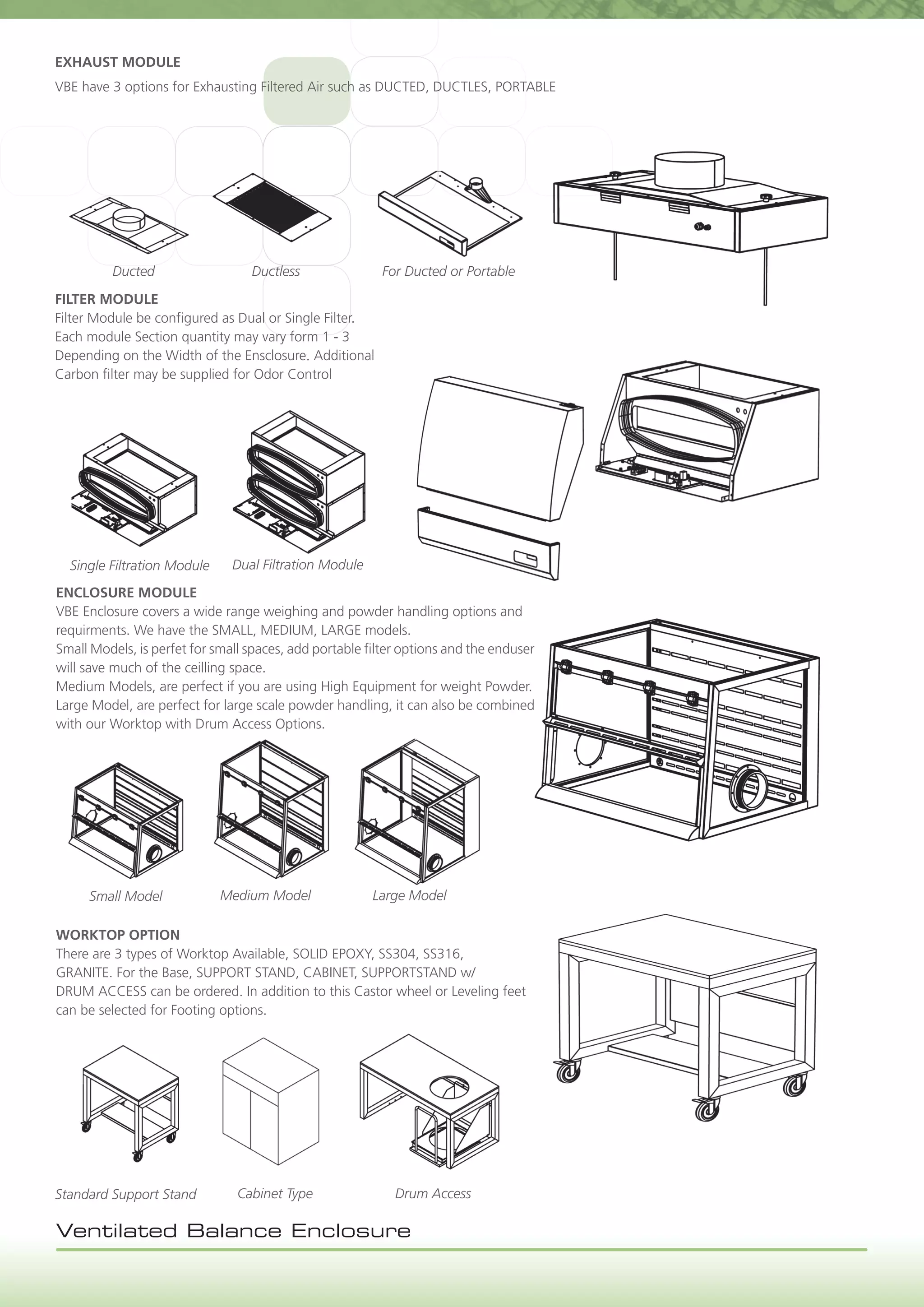



The Ventilated Balance Enclosure (VBE) is engineered for accuracy and operator safety by containing hazardous airborne powders within a filtered environment. It features a modular design with multiple customization options, including various filtration and exhaust systems, as well as different model sizes to accommodate diverse workspace needs. The enclosure includes advanced airflow management and ergonomic design for enhanced user comfort and operational efficiency.



































































